También podría gustarte
- Estudio de Tiempos Con Cronómetro - Ritmo y Tiempo NormalDocumento36 páginasEstudio de Tiempos Con Cronómetro - Ritmo y Tiempo NormalurielAún no hay calificaciones
- Preparación para la Práctica Pre ProfesionalDocumento8 páginasPreparación para la Práctica Pre ProfesionalAngel LeonardAún no hay calificaciones
- Ingeniería Del Trabajo II 01 - Ingeniería IndustrialDocumento50 páginasIngeniería Del Trabajo II 01 - Ingeniería IndustrialAlessandra Peña JaraAún no hay calificaciones
- GUÍA DE LABORATORIO Final 1Documento18 páginasGUÍA DE LABORATORIO Final 1STEVEN PRO11Aún no hay calificaciones
- Protocolo Estudio Del TrabajoDocumento93 páginasProtocolo Estudio Del TrabajovictoriaAún no hay calificaciones
- MODULO (SD) Ventas y DistribuciónDocumento5 páginasMODULO (SD) Ventas y DistribuciónErnesto ChongAún no hay calificaciones
- Directiva Academica 2019 - I - DigeaaDocumento44 páginasDirectiva Academica 2019 - I - DigeaaNeo ReadyAún no hay calificaciones
- 2da. Tarea Calif. de Ing. Finac. Gpo.2Documento2 páginas2da. Tarea Calif. de Ing. Finac. Gpo.2Diego IgnacioAún no hay calificaciones
- Carta Notarial Jose Antonio RegaladoDocumento1 páginaCarta Notarial Jose Antonio RegaladoHAYRO RIVERAAún no hay calificaciones
- Resolución sobre solicitud de nulidad de actos procesales en caso de indemnización por despidoDocumento1 páginaResolución sobre solicitud de nulidad de actos procesales en caso de indemnización por despidoDelia ElizabethqmAún no hay calificaciones
- Predictamen 967Documento33 páginasPredictamen 967Epicentro TVAún no hay calificaciones
- Estudio de tiempos y rendimientos en tornos revólverDocumento7 páginasEstudio de tiempos y rendimientos en tornos revólverELVIS JHONATHAN QUISPE ADCOAún no hay calificaciones
- Examen Final DS 20172Documento2 páginasExamen Final DS 20172ALEXANDERAún no hay calificaciones
- Guia - 7-Estudio - de - Tiempos 2019 PDFDocumento10 páginasGuia - 7-Estudio - de - Tiempos 2019 PDFBill RamosAún no hay calificaciones
- Construya Un Modelo Dimensional Lógico para Un BancoDocumento2 páginasConstruya Un Modelo Dimensional Lógico para Un BancoDanielAún no hay calificaciones
- Estudio de tiempos para la fabricación de tornillos en Maldecro S.ADocumento11 páginasEstudio de tiempos para la fabricación de tornillos en Maldecro S.ALizbeth NickolAún no hay calificaciones
- SILABUS Garcilaso Seinoario 1 Abril - 2017Documento4 páginasSILABUS Garcilaso Seinoario 1 Abril - 2017Luis Alzamora de los Godos y Pahola Calderón SaldañaAún no hay calificaciones
- Diseño Organizacional Basado en Procesos 93 - 98Documento6 páginasDiseño Organizacional Basado en Procesos 93 - 98Victor FloresAún no hay calificaciones
- Gestión de La Calidad y Mejora ContinuaDocumento2 páginasGestión de La Calidad y Mejora ContinuaAdams RivasAún no hay calificaciones
- RecuperadoDocumento196 páginasRecuperadoPercy Axel Cholan RoqueAún no hay calificaciones
- Sílabo Matemática Básica - CCSSDocumento7 páginasSílabo Matemática Básica - CCSSCesar Wilfredo Vásquez Trejo0% (1)
- Examen Final Gestión de Proyectos 2019-1Documento1 páginaExamen Final Gestión de Proyectos 2019-1Miguel Angel Pajuelo VillanuevaAún no hay calificaciones
- Silabo Universidad Autonoma PDFDocumento6 páginasSilabo Universidad Autonoma PDFHumberto FloresAún no hay calificaciones
- 1 Introducción A Las Herramientas Tecnológicas para La Gestión de ProyectosDocumento31 páginas1 Introducción A Las Herramientas Tecnológicas para La Gestión de ProyectosLeonardo Jesús AmorAún no hay calificaciones
- Silabo Planeamiento EstrategicoDocumento6 páginasSilabo Planeamiento EstrategicoJUAN JUA TARAZONA TUCTOAún no hay calificaciones
- Conocimiento Vial y Reglamento de TransitoDocumento5 páginasConocimiento Vial y Reglamento de Transitojose100% (1)
- Implementación del estándar ISO 22001:2018 en planta procesadora de King KongDocumento13 páginasImplementación del estándar ISO 22001:2018 en planta procesadora de King KongMilagros Bances BurgaAún no hay calificaciones
- Administracion de OperacionesDocumento58 páginasAdministracion de OperacionesmclobelyAún no hay calificaciones
- Introducción a la planificación y control de operaciones en ingeniería químicaDocumento19 páginasIntroducción a la planificación y control de operaciones en ingeniería químicamadelyAún no hay calificaciones
- 4 Ifco Contabilidad de Costos ADocumento14 páginas4 Ifco Contabilidad de Costos ADavid RuizAún no hay calificaciones
- Mejoramiento Del Sistema Productivo de La Empresa Calzado Beatriz de VargasDocumento189 páginasMejoramiento Del Sistema Productivo de La Empresa Calzado Beatriz de VargasJose R. FernandezAún no hay calificaciones
- Presentaci N Promodel 2007 PDFDocumento125 páginasPresentaci N Promodel 2007 PDFAlbörnöz-kbz DiëgöAún no hay calificaciones
- 1 Fundamentos de La Evaluación de Proyectos de InversiónDocumento19 páginas1 Fundamentos de La Evaluación de Proyectos de InversiónJuan Carlos Rojas SerranoAún no hay calificaciones
- Es Importante El Método para La InvestigaciónDocumento1 páginaEs Importante El Método para La InvestigaciónEulalio LopezAún no hay calificaciones
- Sistema Workflow para Una Oficina de Ingeniería PDFDocumento19 páginasSistema Workflow para Una Oficina de Ingeniería PDFrofabAún no hay calificaciones
- Características de Las Herramientas de Simulación en Diferentes ÁreasDocumento60 páginasCaracterísticas de Las Herramientas de Simulación en Diferentes ÁreasJorge Luis Villarreal RosalesAún no hay calificaciones
- Tesis Seis SigmaDocumento106 páginasTesis Seis SigmaLuis Enrique Julian Adama100% (1)
- Prueba de Hipotesis-Jair Arteaga PDFDocumento22 páginasPrueba de Hipotesis-Jair Arteaga PDFRoberto Jair Arteaga ValenzuelaAún no hay calificaciones
- Desarrollo de Tesis v5.7 vInvestigación - Grados Licham, Billy; Villajulca Carranza, Percy Rodolfo - Desarrollo e Implementación de un Sistema de Gestión Administrativa en la Institución Educativa Inicial “Planeta Azul” de la ciudad de Trujillo para mejorar la Gestión de la Información.Documento118 páginasDesarrollo de Tesis v5.7 vInvestigación - Grados Licham, Billy; Villajulca Carranza, Percy Rodolfo - Desarrollo e Implementación de un Sistema de Gestión Administrativa en la Institución Educativa Inicial “Planeta Azul” de la ciudad de Trujillo para mejorar la Gestión de la Información.upbillygl100% (1)
- Taller01 Idea de Investigacion-GrpDocumento8 páginasTaller01 Idea de Investigacion-GrpGladys RequejoAún no hay calificaciones
- GonzalesDocumento126 páginasGonzalesRoberto Carlos Cruzado HaroAún no hay calificaciones
- Simulación de Procesos 2019Documento26 páginasSimulación de Procesos 2019RenatoAún no hay calificaciones
- Maestria Ingenieria Con Mencion en Gestion y Direccion de ProyectosDocumento9 páginasMaestria Ingenieria Con Mencion en Gestion y Direccion de ProyectosAmerico FloresAún no hay calificaciones
- Gestión del cronograma del proyecto: planificar, definir y secuenciar las actividadesDocumento75 páginasGestión del cronograma del proyecto: planificar, definir y secuenciar las actividadesMiguel Alberto Puch SanchezAún no hay calificaciones
- Guia 01 Laboratorio Creacion de Base de Datos 2013 PDFDocumento31 páginasGuia 01 Laboratorio Creacion de Base de Datos 2013 PDFManuel AvalosAún no hay calificaciones
- Guia para Realizar Proyectos de Mejora 1231335927332342 1Documento27 páginasGuia para Realizar Proyectos de Mejora 1231335927332342 1eswayned0% (1)
- Perú: Cuentas Nacionales 1950 - 2019 - Año Base 2007Documento650 páginasPerú: Cuentas Nacionales 1950 - 2019 - Año Base 2007ErikGurAún no hay calificaciones
- Tecsup 2014 - BSCDocumento52 páginasTecsup 2014 - BSCCarlos Antonio0% (1)
- Silabo Modelo Planificación y Administración Estratégica EducacionalDocumento9 páginasSilabo Modelo Planificación y Administración Estratégica EducacionalEddie Adrian Flores DiazAún no hay calificaciones
- Diplomado Estadística Aplicada A La Investigación-2023Documento13 páginasDiplomado Estadística Aplicada A La Investigación-2023Jean Bruce Duran PerezAún no hay calificaciones
- Caso Practico Gestion de Las Comunicaciones - LFADocumento10 páginasCaso Practico Gestion de Las Comunicaciones - LFALuis Fernando Alzate BlandonAún no hay calificaciones
- Cuaderno de Trabajo Proyecto de Tesis PDFDocumento18 páginasCuaderno de Trabajo Proyecto de Tesis PDFClaudia Marce ArizacaAún no hay calificaciones
- Clase 1 Gestion de Proyectos1Documento105 páginasClase 1 Gestion de Proyectos1frank cornejoAún no hay calificaciones
- Análisis cadena abastecimiento AlbasaDocumento12 páginasAnálisis cadena abastecimiento AlbasaMayra OrtizAún no hay calificaciones
- Base de Datos-Asistentes Arequipa TERCERADocumento58 páginasBase de Datos-Asistentes Arequipa TERCERAOoGeremy Oo0% (1)
- Manual LucidchartDocumento19 páginasManual LucidchartPeniche Chable Jorge AlejandroAún no hay calificaciones
- Guía de Actividades y Rúbrica de Evaluación - Fase 3 - Diagrama de Proceso Mediante Lenguaje BPMNDocumento9 páginasGuía de Actividades y Rúbrica de Evaluación - Fase 3 - Diagrama de Proceso Mediante Lenguaje BPMNandres felipeAún no hay calificaciones
- Manual de Practicas de Laboratorio Estudio IIDocumento34 páginasManual de Practicas de Laboratorio Estudio IIYuliana GarciaAún no hay calificaciones
- Clase Iniclal de Medición de Trabajo - IngenieriaDocumento35 páginasClase Iniclal de Medición de Trabajo - IngenieriaAdriano MartinezAún no hay calificaciones
- S1 Lab 1 Contenido Básico Del Trabajo - Ingeniería de Métodos IIDocumento18 páginasS1 Lab 1 Contenido Básico Del Trabajo - Ingeniería de Métodos IIAlexander GarciaAún no hay calificaciones
- Casa de Calidad Ejemplo 1Documento9 páginasCasa de Calidad Ejemplo 1ALEXANDERAún no hay calificaciones
- Semana #1 - Introducción Al Marketing 2022 - PRINT V1Documento27 páginasSemana #1 - Introducción Al Marketing 2022 - PRINT V1ALEXANDERAún no hay calificaciones
- Satisfacción Fidelidad - PRINTDocumento29 páginasSatisfacción Fidelidad - PRINTALEXANDERAún no hay calificaciones
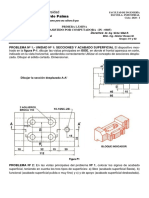
- Primera Lámina-CORTES Y SECCIONES-DAPC-URP-2020-I PDFDocumento7 páginasPrimera Lámina-CORTES Y SECCIONES-DAPC-URP-2020-I PDFEstudianteAún no hay calificaciones
- Casas de Calidad Galletas CasinoDocumento7 páginasCasas de Calidad Galletas CasinoALEXANDERAún no hay calificaciones
- 1° Laboratorio ICP Parte 1 Producto PDFDocumento35 páginas1° Laboratorio ICP Parte 1 Producto PDFALEXANDERAún no hay calificaciones
- Estudio de Métodos y Medición Del Trabajo - Operador Sistema de ProducciónDocumento30 páginasEstudio de Métodos y Medición Del Trabajo - Operador Sistema de ProducciónALEXANDERAún no hay calificaciones
- Casa de CalidadDocumento10 páginasCasa de CalidadALEXANDERAún no hay calificaciones
- Tabla ProcesoDocumento1 páginaTabla ProcesoALEXANDERAún no hay calificaciones
- Examen de Entrada 2020 II ICPDocumento1 páginaExamen de Entrada 2020 II ICPALEXANDERAún no hay calificaciones
- Estructura de Costo FormatoDocumento4 páginasEstructura de Costo FormatoALEXANDERAún no hay calificaciones
- S14 Disposición de PlantaDocumento20 páginasS14 Disposición de PlantaALEXANDERAún no hay calificaciones
- L1.Noticia Calidad Leche - Enero 2009 PDFDocumento2 páginasL1.Noticia Calidad Leche - Enero 2009 PDFALEXANDERAún no hay calificaciones
- Sesion 01-Clase Inaugural de Ingeniería de Métodos II PDFDocumento35 páginasSesion 01-Clase Inaugural de Ingeniería de Métodos II PDFALEXANDERAún no hay calificaciones
- Laboratorio 01 PDFDocumento2 páginasLaboratorio 01 PDFALEXANDERAún no hay calificaciones
- Osp ModuloDocumento10 páginasOsp ModuloALEXANDERAún no hay calificaciones
- Normalizacion y Otros.2014Documento9 páginasNormalizacion y Otros.2014Gloria ChirinosAún no hay calificaciones
- S14 Disposición de PlantaDocumento20 páginasS14 Disposición de PlantaALEXANDERAún no hay calificaciones
- Mock DataDocumento2 páginasMock DataALEXANDERAún no hay calificaciones
- Avanzando Hacia El Planeamiento Estratégico InstitucionalDocumento5 páginasAvanzando Hacia El Planeamiento Estratégico InstitucionalALEXANDERAún no hay calificaciones
- 26-PD-# 05-Petoleo-Ipi-2019-IiDocumento2 páginas26-PD-# 05-Petoleo-Ipi-2019-IiALEXANDERAún no hay calificaciones
- S15 Balance de LíneaDocumento19 páginasS15 Balance de LíneaALEXANDERAún no hay calificaciones
- S15 Balance de LíneaDocumento19 páginasS15 Balance de LíneaALEXANDERAún no hay calificaciones
- Taller ActividaadesDocumento10 páginasTaller ActividaadesALEXANDERAún no hay calificaciones
- Disp. Planta 2Documento1 páginaDisp. Planta 2ALEXANDERAún no hay calificaciones
- Cadena de Valor (Admi)Documento1 páginaCadena de Valor (Admi)ALEXANDERAún no hay calificaciones
- Dap (Admi)Documento6 páginasDap (Admi)ALEXANDERAún no hay calificaciones
- Diagrama BimanualDocumento6 páginasDiagrama BimanualALEXANDERAún no hay calificaciones
- 13-PD-# 03-Ipi-2019-Ii-WcppDocumento2 páginas13-PD-# 03-Ipi-2019-Ii-WcppALEXANDERAún no hay calificaciones
- Modelos de Diapositivas PROLIDER IDocumento25 páginasModelos de Diapositivas PROLIDER Ikriss sheinederAún no hay calificaciones
- Robótica UNFV SílaboDocumento6 páginasRobótica UNFV Sílabocarlos7624Aún no hay calificaciones
- Zodiac Academy 8 Sorrow and Starlight Traducción Caroline PeckhamDocumento984 páginasZodiac Academy 8 Sorrow and Starlight Traducción Caroline PeckhamLorey SarmientoAún no hay calificaciones
- Zeus, el rey de los dioses olímpicosDocumento8 páginasZeus, el rey de los dioses olímpicosCatalina GonsalesAún no hay calificaciones
- INEC - Fasciculo de CayambeDocumento4 páginasINEC - Fasciculo de CayambeBiblioteca MoncadaAún no hay calificaciones
- Cartilla Filosofía 11°-3Documento29 páginasCartilla Filosofía 11°-3Esneider MedinaAún no hay calificaciones
- La Revolucion RusaDocumento8 páginasLa Revolucion RusaLeticia GonzálezAún no hay calificaciones
- Estructura Del Texto Argumentativo COMUNICACION IIDocumento18 páginasEstructura Del Texto Argumentativo COMUNICACION IIMayerli Escobar RodriguezAún no hay calificaciones
- Ensayo Tendencias AdministrativasDocumento17 páginasEnsayo Tendencias AdministrativasLuis Alberto Rodriguez SolanoAún no hay calificaciones
- Japón PDFDocumento8 páginasJapón PDFValeria NuezAún no hay calificaciones
- TFA017 Evaluación Del Proceso de Extracción y Purificación - Actas PDFDocumento6 páginasTFA017 Evaluación Del Proceso de Extracción y Purificación - Actas PDFgodassaultAún no hay calificaciones
- Her Majesty's - Vol 02Documento148 páginasHer Majesty's - Vol 02Kobayashi San100% (1)
- Caida LibreDocumento4 páginasCaida LibreAntonio HuangalAún no hay calificaciones
- Anna Karenina PersonajesDocumento4 páginasAnna Karenina PersonajesRenzo Arturo LinaresAún no hay calificaciones
- Actas Docentes 2017Documento4 páginasActas Docentes 2017Faustina AlarconAún no hay calificaciones
- Familia Cynster 24 - Los Hijos de Diablo - El Mayor Desafío de Todos - Louisa PDFDocumento310 páginasFamilia Cynster 24 - Los Hijos de Diablo - El Mayor Desafío de Todos - Louisa PDFFlor Minicucci100% (2)
- Deterioros de La ZanahoriaDocumento2 páginasDeterioros de La ZanahoriaGrupo Folklorico Aspha SumacAún no hay calificaciones
- Sindrome DiarreicoDocumento5 páginasSindrome DiarreicoEderth Cordero67% (3)
- Lazarillo Madrid Num 19 2008 1215107Documento125 páginasLazarillo Madrid Num 19 2008 1215107pablo.martin.arevalo09Aún no hay calificaciones
- Deepfakes, vídeos ultrarrealesDocumento9 páginasDeepfakes, vídeos ultrarrealesalexAún no hay calificaciones
- Ley de Servicio CivilDocumento24 páginasLey de Servicio CivilparangutinAún no hay calificaciones
- PA03 UD03 Validado ASDocumento3 páginasPA03 UD03 Validado ASAntony Moyohuillca QuispeAún no hay calificaciones
- Determinación del índice de plasticidad de arcillaDocumento5 páginasDeterminación del índice de plasticidad de arcillaJose Luis PérezAún no hay calificaciones
- Los injustos no heredarán el reino de DiosDocumento2 páginasLos injustos no heredarán el reino de DiosCarlos Andres Mejia Avendaño0% (1)
- Comportamiento Del Consumidor y Estrategias de MercadotecniaDocumento1 páginaComportamiento Del Consumidor y Estrategias de MercadotecniaCoraima GuevaraAún no hay calificaciones
- Operaciones Con Números Reales PDFDocumento3 páginasOperaciones Con Números Reales PDFMauricio Espinel CarreroAún no hay calificaciones
- DX de Enf en El Cuidado Del Adulto (D)Documento65 páginasDX de Enf en El Cuidado Del Adulto (D)FANY ADELA CONDORI CARDOZAAún no hay calificaciones
- Sistema I+Di PYMESDocumento23 páginasSistema I+Di PYMESDiana CastañedaAún no hay calificaciones
- Tema V Contabilidad Por Area de Responsabilidad (Grupo 1)Documento18 páginasTema V Contabilidad Por Area de Responsabilidad (Grupo 1)Ambar PaulaAún no hay calificaciones
- Anamnesis y Evaluación Lenguaje ELCE 2.1Documento5 páginasAnamnesis y Evaluación Lenguaje ELCE 2.1Jose David0% (1)