También podría gustarte
- Ejercicios de Diseño de EjesDocumento20 páginasEjercicios de Diseño de EjesLarissa Iglesias0% (3)
- Compresor Fini Plus 30Documento24 páginasCompresor Fini Plus 30Fabian AlvarezAún no hay calificaciones
- Concentrica sch40Documento2 páginasConcentrica sch40russoliAún no hay calificaciones
- Vdocuments - MX - Examen de Mecanico de PisoDocumento47 páginasVdocuments - MX - Examen de Mecanico de PisoJorge RamirezAún no hay calificaciones
- Que Tipos de Trabajos Se Pueden Realizar en Un TornoDocumento6 páginasQue Tipos de Trabajos Se Pueden Realizar en Un TornoLuis Peralta59% (17)
- Procedimiento de Traslado y Maniobra de Caldera Con Grúa e Instalación de CalderaDocumento24 páginasProcedimiento de Traslado y Maniobra de Caldera Con Grúa e Instalación de CalderaGianinna Solis100% (1)
- Reductores CicloidalesDocumento4 páginasReductores CicloidalesMISAELAMILKAR50% (2)
- ASME B16.9 - 2018 (Tablas de Tolerancia)Documento3 páginasASME B16.9 - 2018 (Tablas de Tolerancia)Josue Israel GallardoAún no hay calificaciones
- Area Efectiva Torn.Documento1 páginaArea Efectiva Torn.sergiodomingo23Aún no hay calificaciones
- Catálogo General PoleasDocumento36 páginasCatálogo General PoleasJuan Eduardo PF100% (1)
- Tabla de PernosDocumento1 páginaTabla de PernosLeonardo Matías Cabrera DíazAún no hay calificaciones
- Rosca HelicoidalDocumento10 páginasRosca HelicoidalJohnny Diaz VargasAún no hay calificaciones
- Fundicion Centrifuga TerminadoDocumento77 páginasFundicion Centrifuga TerminadojoselynortizleyvaAún no hay calificaciones
- Unidad 1 - Torneado de Conos y Tornillo Sin Fin - v0Documento27 páginasUnidad 1 - Torneado de Conos y Tornillo Sin Fin - v0Darío Alejandro Pérez JeldesAún no hay calificaciones
- Formulas ResortesDocumento4 páginasFormulas ResortesWiracochaPiura100% (1)
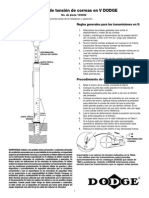
- Probador de Tension de Correas en VDocumento2 páginasProbador de Tension de Correas en Vlnavajim0% (1)
- Manual Compresor TraducidoDocumento28 páginasManual Compresor TraducidoAgustin DakerAún no hay calificaciones
- Secador RotadiscosDocumento1 páginaSecador RotadiscosMavilAún no hay calificaciones
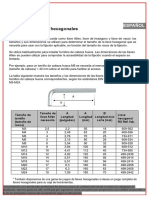
- Tabla de Llaves Hexagonales: EspañolDocumento1 páginaTabla de Llaves Hexagonales: EspañolRister Casazola Blanco0% (2)
- Avance CodosDocumento2 páginasAvance CodosFrancisco Magaña Larios100% (2)
- Catalogo Poleas HTDDocumento10 páginasCatalogo Poleas HTDtatiana hernandezAún no hay calificaciones
- Cabezal de CompresoresDocumento1 páginaCabezal de CompresoresManuel AlejandroAún no hay calificaciones
- IralvilDocumento26 páginasIralvilCarlos Carabelli100% (2)
- FICHA TECNICA DE FONDO EPOX - C&C Epoxi 630Documento5 páginasFICHA TECNICA DE FONDO EPOX - C&C Epoxi 630Efrain VelascoAún no hay calificaciones
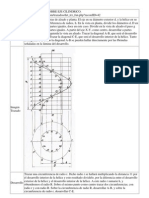
- Desarrollo de Helice Sobre Eje CilindricoDocumento2 páginasDesarrollo de Helice Sobre Eje CilindricoGuillermo Ppd0% (1)
- Versión 2Documento1 páginaVersión 2Carlos QuintanaAún no hay calificaciones
- Instruction Manual r600 HSRL Series LP Gas Regulators Fisher Es 140498 PDFDocumento8 páginasInstruction Manual r600 HSRL Series LP Gas Regulators Fisher Es 140498 PDFmarco antonio ramos melendezAún no hay calificaciones
- Teclas Rápidas InventorDocumento6 páginasTeclas Rápidas Inventorhispano1200Aún no hay calificaciones
- Ruedas para Rieles - Miguel AbadDocumento13 páginasRuedas para Rieles - Miguel AbadbkstevensonAún no hay calificaciones
- RoscasDocumento25 páginasRoscasGary BoteloAún no hay calificaciones
- Arandela Grower - Especificaciones - Tablas de UsosDocumento6 páginasArandela Grower - Especificaciones - Tablas de UsosLuciano VittoneAún no hay calificaciones
- Torque en Uniones EmpernadasDocumento27 páginasTorque en Uniones EmpernadasJulio Cesar Caballero100% (1)
- 01 Hierro Maleable Cifunsa CatalogoDocumento32 páginas01 Hierro Maleable Cifunsa CatalogooliviaAún no hay calificaciones
- CalculopernosytornillosDocumento9 páginasCalculopernosytornillosUlises Ornelas100% (1)
- CATALOGO HSM Instalacion y Mantenimiento PDFDocumento12 páginasCATALOGO HSM Instalacion y Mantenimiento PDFFernando NanezAún no hay calificaciones
- Calderas TeoriaDocumento30 páginasCalderas TeoriaEnrique Ramos CalvoAún no hay calificaciones
- Une Iso 9013Documento4 páginasUne Iso 9013Deyson Fabian Galeano0% (1)
- Seleccion de Chavetas y Dimensionamiento de ChaveterosDocumento2 páginasSeleccion de Chavetas y Dimensionamiento de ChaveterosAlejandroAún no hay calificaciones
- Calculo de Techos de Depósitos Según Norma DIN 4119Documento3 páginasCalculo de Techos de Depósitos Según Norma DIN 4119Idastec IngenieríaAún no hay calificaciones
- Selección de Enfriador de AceiteDocumento14 páginasSelección de Enfriador de AceiteAnonymous NYAb3EFYAún no hay calificaciones
- Tabla de Equivalencias de AcerosDocumento5 páginasTabla de Equivalencias de AcerosDamian Pino RodriguezAún no hay calificaciones
- Tabla de RoscasDocumento1 páginaTabla de RoscasDanielAún no hay calificaciones
- Ficha Tecnica Tubería Produccion 2.375 N 80 4.70# 8HRRDocumento1 páginaFicha Tecnica Tubería Produccion 2.375 N 80 4.70# 8HRRCarlos Omar Gavira JuárezAún no hay calificaciones
- Taladro StancoDocumento29 páginasTaladro StancoqcomoAún no hay calificaciones
- Torque Grafitada CHESTERTONDocumento1 páginaTorque Grafitada CHESTERTONgenimarAún no hay calificaciones
- SKF - Ejemplos de CálculosDocumento5 páginasSKF - Ejemplos de CálculosJose Miguel Trejo CastilloAún no hay calificaciones
- Calculo Online Par de Apriete de TornillosDocumento4 páginasCalculo Online Par de Apriete de TornillosRoberto Carlos Montoya SirlupuAún no hay calificaciones
- Tabla Dim Bridas ASME Clase 150 y 300 PDFDocumento1 páginaTabla Dim Bridas ASME Clase 150 y 300 PDFjuangalvisAún no hay calificaciones
- TOMO+II/IV 6 Clculo+de+las+tolvas+de+almacenamietoDocumento41 páginasTOMO+II/IV 6 Clculo+de+las+tolvas+de+almacenamietosagakanonAún no hay calificaciones
- Alineacion TurbinasDocumento5 páginasAlineacion Turbinasoscarlopez12345100% (1)
- Conos en TornoDocumento5 páginasConos en TornoDavicho Cisterna Aguayo40% (5)
- Trabajo Final MaquinasDocumento13 páginasTrabajo Final MaquinasDavicho Cisterna AguayoAún no hay calificaciones
- Torneado CónicoDocumento7 páginasTorneado CónicoBryanMárquezAún no hay calificaciones
- Segundo Examen Unidad 81 Rectif. Superficiales y Accesorios 2Documento3 páginasSegundo Examen Unidad 81 Rectif. Superficiales y Accesorios 2González Hernández HernanAún no hay calificaciones
- Conicidad 150427214900 Conversion Gate02 PDFDocumento19 páginasConicidad 150427214900 Conversion Gate02 PDFalferecAún no hay calificaciones
- Operaciones Del TornoDocumento8 páginasOperaciones Del TornoAlex VarasAún no hay calificaciones
- Torno Tarea2Documento59 páginasTorno Tarea2car_linAún no hay calificaciones
- Informe Bloque ViajeroDocumento44 páginasInforme Bloque ViajeroReynaldo Navia MendozaAún no hay calificaciones
- Introducción AL TORNODocumento14 páginasIntroducción AL TORNOMaryZambranoParra25% (4)
- Pract 6Documento7 páginasPract 6Saavedra Parra Valeria NatalyAún no hay calificaciones
- Consulta 3 TemasDocumento13 páginasConsulta 3 Temasvicente gavidiaAún no hay calificaciones
- ManualDocumento10 páginasManualCynthia Ramos SánchezAún no hay calificaciones
- Aprendi GramaDocumento1 páginaAprendi GramahenryAún no hay calificaciones
- Bombas de Aceite para Motores de Combustión InternaDocumento2 páginasBombas de Aceite para Motores de Combustión InternahenryAún no hay calificaciones
- Ensayo Tipos de FlujoDocumento4 páginasEnsayo Tipos de FlujohenryAún no hay calificaciones
- Ensayos de MaterialesDocumento2 páginasEnsayos de MaterialeshenryAún no hay calificaciones
- Gases Médicos PiDocumento10 páginasGases Médicos PihenryAún no hay calificaciones
- Proceso de Creación de VidrioDocumento30 páginasProceso de Creación de VidriohenryAún no hay calificaciones
- Mapa Mental Controles IndustrialesDocumento2 páginasMapa Mental Controles IndustrialeshenryAún no hay calificaciones
- Programas para Diseño de AlcantarilladoDocumento13 páginasProgramas para Diseño de AlcantarilladohenryAún no hay calificaciones
- Informe Final SegundaDocumento281 páginasInforme Final SegundahenryAún no hay calificaciones
- Asignacion 1 de MecanismosDocumento17 páginasAsignacion 1 de MecanismosRicardoAún no hay calificaciones
- Guia - Profesor Enseñanza MecanicaDocumento50 páginasGuia - Profesor Enseñanza MecanicaalefleavAún no hay calificaciones
- Qué Es La Potencia en FísicaDocumento10 páginasQué Es La Potencia en FísicaKevin RondónAún no hay calificaciones
- Correas de Accesorios GatesDocumento12 páginasCorreas de Accesorios GatesSumaker_31Aún no hay calificaciones
- Curso Slick LineDocumento185 páginasCurso Slick LineCESAR MORA100% (2)
- Bandas Transportadoras Ligeras HNB-8E 14: Segmento Industrial Aplicaciones Características EspecialesDocumento3 páginasBandas Transportadoras Ligeras HNB-8E 14: Segmento Industrial Aplicaciones Características EspecialesAlejandro RustrianAún no hay calificaciones
- Módulo 9. Trabajos de Izamiento Con Grúas. Clase 1Documento26 páginasMódulo 9. Trabajos de Izamiento Con Grúas. Clase 1Milagros AFAún no hay calificaciones
- 3º Mecanismos-ToDO Teoría y EjerciciosDocumento12 páginas3º Mecanismos-ToDO Teoría y EjerciciosManuel Gonzalo PeinadoAún no hay calificaciones
- TC - Tarea - 3 - 100413 - 112 (1) Estudiante 5Documento26 páginasTC - Tarea - 3 - 100413 - 112 (1) Estudiante 5Ralph Cabe AnaserAún no hay calificaciones
- Instrucciones CUBEDocumento4 páginasInstrucciones CUBEeljonny01Aún no hay calificaciones
- Planificacion Fca Biolog UltDocumento3 páginasPlanificacion Fca Biolog UltFlopy CarrizoAún no hay calificaciones
- Clasificacion de Transmisiones MecanicasDocumento8 páginasClasificacion de Transmisiones MecanicasDomenica FariasAún no hay calificaciones
- Cambiar Correa Poly V PDFDocumento11 páginasCambiar Correa Poly V PDFUnai Veiga HuertasAún no hay calificaciones
- Cadenas y CorreasDocumento38 páginasCadenas y CorreasSebastián Carmona100% (2)
- Cables y Maquinaria de ElevaciónDocumento13 páginasCables y Maquinaria de ElevaciónFranz ChavarriaAún no hay calificaciones
- Particular Ida Des Del Motor k4m y k4jDocumento141 páginasParticular Ida Des Del Motor k4m y k4jJimmy Rodriguez Suazo92% (12)
- Soluciones TecnolDocumento3 páginasSoluciones Tecnolconchi puertaAún no hay calificaciones
- Engranes TareaDocumento5 páginasEngranes TareaSergio ElizaldeAún no hay calificaciones
- S Sem15 Ses2 Dinamica RotacionalDocumento4 páginasS Sem15 Ses2 Dinamica RotacionalJefferson GCAún no hay calificaciones
- Pioneril SagidDocumento26 páginasPioneril Sagidlakota22Aún no hay calificaciones
- Robot CaminanteDocumento8 páginasRobot CaminanteCesar Zevallos MallquiAún no hay calificaciones
- Trabajo de Investigacion Tipos de Trabajo A La CuerdaDocumento12 páginasTrabajo de Investigacion Tipos de Trabajo A La Cuerdayamil david gomez perezAún no hay calificaciones
- Tema 7 Estructuras y Mecanismos AlumDocumento45 páginasTema 7 Estructuras y Mecanismos AlumManuela García FernándezAún no hay calificaciones
- Manual de Rigger e Izaje3Documento60 páginasManual de Rigger e Izaje3carlos espinozaAún no hay calificaciones
- Compu y RoboDocumento8 páginasCompu y RoboClaudiaAún no hay calificaciones
- NUEVO Folleto - Polipasto Eléctrico de Cable - Serie DRH - SpanishDocumento23 páginasNUEVO Folleto - Polipasto Eléctrico de Cable - Serie DRH - SpanishJaimeMunozSaAún no hay calificaciones
- Cinetica Del Cuerpo Rigido Segunda Parte Semana 7-BDocumento47 páginasCinetica Del Cuerpo Rigido Segunda Parte Semana 7-BLucero HuamanAún no hay calificaciones
- Correas de Trasmisión y Poleas Trabajo Diseño Mecanico 2Documento38 páginasCorreas de Trasmisión y Poleas Trabajo Diseño Mecanico 2ana85love100% (1)