También podría gustarte
- Armado y Montaje Del Motor Nissan TD27-C2-5-ABDocumento7 páginasArmado y Montaje Del Motor Nissan TD27-C2-5-ABLalito Castañeda100% (1)
- Mapa Mental LayoutDocumento1 páginaMapa Mental LayoutMaría RubioAún no hay calificaciones
- Tecno Matrices CORREGIDO Final JhossssDocumento160 páginasTecno Matrices CORREGIDO Final JhossssAlguien Tambien MasAún no hay calificaciones
- Metodos Estrategia de LayoutDocumento56 páginasMetodos Estrategia de Layoutjuancarlos2626Aún no hay calificaciones
- Sensores Del Sistema HibridoDocumento32 páginasSensores Del Sistema Hibridofibelenito100% (2)
- Entregable 1 Mejora de MétodosDocumento12 páginasEntregable 1 Mejora de MétodosAriana EstefaniaAún no hay calificaciones
- Filtros para CompresoresDocumento8 páginasFiltros para CompresoresAllan CutrimAún no hay calificaciones
- 16 - Manual de MantenimientoDocumento60 páginas16 - Manual de MantenimientoLaura Sacaba0% (1)
- Proceso de Mejora Continua AplDocumento24 páginasProceso de Mejora Continua AplSergio Llanten0% (1)
- NTC321Documento7 páginasNTC321FernanadaAún no hay calificaciones
- Caso 5Documento16 páginasCaso 5SEBASTIAN JAIL CAMAC DIAZAún no hay calificaciones
- Mantenimiento Productivo TotalDocumento5 páginasMantenimiento Productivo TotalStephany Tello100% (1)
- FORODocumento3 páginasFOROmiguel olivos100% (1)
- Caso 4 MitsubishiDocumento8 páginasCaso 4 MitsubishiJohnnyGutierrezAún no hay calificaciones
- Sistema MRP II: Preguntas clave sobre su aplicación e impactoDocumento7 páginasSistema MRP II: Preguntas clave sobre su aplicación e impactoFátima Lucero Rospigliosi GamboaAún no hay calificaciones
- 18 Clase 6 - Evaluación Financiera - Ejercicio - ResueltoDocumento7 páginas18 Clase 6 - Evaluación Financiera - Ejercicio - ResueltoLeonardo PuchocAún no hay calificaciones
- Caso 8 .Semana 8 Caso Determinar El Sistema Bancario y La Banca Paralela de La Empresa IndustrialDocumento9 páginasCaso 8 .Semana 8 Caso Determinar El Sistema Bancario y La Banca Paralela de La Empresa IndustrialFavian VidalAún no hay calificaciones
- VIDRIERIADocumento72 páginasVIDRIERIAmauricioAún no hay calificaciones
- Foro Tematico - Informatica AplicadaDocumento3 páginasForo Tematico - Informatica AplicadaJhascira REAún no hay calificaciones
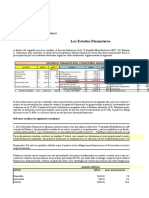
- Análisis FODA y estados financieros de Comforte S.ADocumento3 páginasAnálisis FODA y estados financieros de Comforte S.AJackelyn RamirezAún no hay calificaciones
- Entregable de Financiera 2Documento13 páginasEntregable de Financiera 2Aron Valverde MazaAún no hay calificaciones
- MantenimientoDocumento21 páginasMantenimientoAlex Solis RullierAún no hay calificaciones
- Caso Practico 2 - Unidad 3 - Contabilidad Financiera - AdeDocumento6 páginasCaso Practico 2 - Unidad 3 - Contabilidad Financiera - AdeAndrea Hoyos PradaAún no hay calificaciones
- Artículo. - en Economía No Hay Lonche GratisDocumento5 páginasArtículo. - en Economía No Hay Lonche GratisSandra Arcaya100% (1)
- Planificación de costos y procesos productivosDocumento38 páginasPlanificación de costos y procesos productivosKAREN JELITHZA GOMEZ RAMIREZAún no hay calificaciones
- Caso 2 3 y 4Documento17 páginasCaso 2 3 y 4SEBASTIAN JAIL CAMAC DIAZAún no hay calificaciones
- Desarrollo de innovación para helados artesanales de la empresa Finca Integral JackfruitDocumento26 páginasDesarrollo de innovación para helados artesanales de la empresa Finca Integral JackfruitBETZY KARINA ORTEGA CORDOVA100% (1)
- Costo de Flota de Tranporte 2 AlumnoDocumento6 páginasCosto de Flota de Tranporte 2 AlumnoMiguel LeyvaAún no hay calificaciones
- Estructura OrganizacionalDocumento2 páginasEstructura OrganizacionalDaniel JonesAún no hay calificaciones
- Caso PlastitodoDocumento10 páginasCaso PlastitodolicethurrutiaAún no hay calificaciones
- Parte IIDocumento48 páginasParte IIKEVIN ALBERT SIERRA DE LA CRUZAún no hay calificaciones
- Tr1 Manufactera EsbeltaDocumento22 páginasTr1 Manufactera Esbeltamarc antoni jayo leandroAún no hay calificaciones
- Cuaderno de Informe-Contabilidad Financiera 5-CarolinaDocumento10 páginasCuaderno de Informe-Contabilidad Financiera 5-CarolinaDiana Carolina Chinguel montenegroAún no hay calificaciones
- Analisis de La Productividad Del TrabajoDocumento3 páginasAnalisis de La Productividad Del Trabajomacumala3879Aún no hay calificaciones
- s06.2 Caso01 Industrias de FiltrosDocumento3 páginass06.2 Caso01 Industrias de FiltrosJlAguirreAún no hay calificaciones
- Ejercicios de Repaso (Grupo 1)Documento13 páginasEjercicios de Repaso (Grupo 1)ana layme quiñonezAún no hay calificaciones
- Diagramas procesos actividades automóvil ventas microprocesadorDocumento1 páginaDiagramas procesos actividades automóvil ventas microprocesadorAnonymous yMX9xUKhAún no hay calificaciones
- Distribución de Planta Programación LinealDocumento42 páginasDistribución de Planta Programación LinealAntonio Martinez RamirezAún no hay calificaciones
- PamolsaDocumento41 páginasPamolsaluiggiAún no hay calificaciones
- Que Son KPisDocumento3 páginasQue Son KPisHuber BarrientosAún no hay calificaciones
- 5 Caso Mitsui Del PeruDocumento1 página5 Caso Mitsui Del PeruBruce VasquezAún no hay calificaciones
- Colortex Ficha TecnicaDocumento1 páginaColortex Ficha TecnicahenryvargaAún no hay calificaciones
- Caso Moticard PlestrDocumento2 páginasCaso Moticard PlestrJohana Pajares100% (1)
- Examen 7 - CostoDocumento9 páginasExamen 7 - CostoYuri RodriguezAún no hay calificaciones
- Análisis de punto de equilibrio y estado de resultados de Cine PrimaveraDocumento9 páginasAnálisis de punto de equilibrio y estado de resultados de Cine PrimaveraJefry VicenteAún no hay calificaciones
- Factura electrónica de Unicon por suministro de concreto a Corporación CentrosurDocumento1 páginaFactura electrónica de Unicon por suministro de concreto a Corporación CentrosurJuan Carlos Cardenas AlanyaAún no hay calificaciones
- Matriz Efi y EfeDocumento11 páginasMatriz Efi y EfeDanielaMoralesAún no hay calificaciones
- 6ta Clase Simulacion Manual EJERC 25 Octubre2021Documento8 páginas6ta Clase Simulacion Manual EJERC 25 Octubre2021Oscar AlemánAún no hay calificaciones
- Farmata Logística SasDocumento5 páginasFarmata Logística SasHeidis TobonAún no hay calificaciones
- Lawn KingDocumento4 páginasLawn KingRobertomayor2015100% (2)
- Análisis estadístico de valorizaciones de bienes inmueblesDocumento9 páginasAnálisis estadístico de valorizaciones de bienes inmueblesLiiz LopezAún no hay calificaciones
- Cargas de TrabajoDocumento20 páginasCargas de TrabajoPaul Enrique Gutierrez CecenaAún no hay calificaciones
- Clasificación tasas interés sistema financieroDocumento7 páginasClasificación tasas interés sistema financieroXiomara Noemi Medina SerranoAún no hay calificaciones
- Estacion Servicio Paralelo 2.1 2.2Documento7 páginasEstacion Servicio Paralelo 2.1 2.2ElizabethAbdyJavierVillafuerteAún no hay calificaciones
- Economia 1 Clase 09Documento40 páginasEconomia 1 Clase 09Denilson Suarez PortillaAún no hay calificaciones
- Puntos Críticos de La Distribución Por Procesos en Planta Industrial.Documento18 páginasPuntos Críticos de La Distribución Por Procesos en Planta Industrial.Eduardo RivasAún no hay calificaciones
- CONTABILIDAD - Llanina Arevalo Torres 56Documento1 páginaCONTABILIDAD - Llanina Arevalo Torres 56Diego Perez TrinidadAún no hay calificaciones
- Funciones RHDocumento5 páginasFunciones RHWellington BalonAún no hay calificaciones
- Foro Tematico - Logistica IIDocumento5 páginasForo Tematico - Logistica IIJavier Mendoza PérezAún no hay calificaciones
- Actividad 10 Ejercicio 3 ResueltoDocumento3 páginasActividad 10 Ejercicio 3 Resueltochshhhs100% (1)
- Expo Ejercicio 12Documento7 páginasExpo Ejercicio 12Claudia BonifacioAún no hay calificaciones
- Caso - Identificar Elemento de CostosDocumento12 páginasCaso - Identificar Elemento de CostosZoila100% (1)
- Estrategia de Distribución FísicaDocumento6 páginasEstrategia de Distribución FísicaCindy Susan Herreras HuaracaAún no hay calificaciones
- Distribución en Planta - (Estrategia de Layout)Documento6 páginasDistribución en Planta - (Estrategia de Layout)Yariz carpioAún no hay calificaciones
- Estrategia de Distribución FísicaDocumento14 páginasEstrategia de Distribución FísicaMaddie Solano100% (1)
- Relaciones Humana1 FORODocumento2 páginasRelaciones Humana1 FOROGenies GuzmanAún no hay calificaciones
- 1 DurometroDocumento4 páginas1 DurometroGenies GuzmanAún no hay calificaciones
- AcrosticoDocumento1 páginaAcrosticoGenies GuzmanAún no hay calificaciones
- 1 DurometroDocumento4 páginas1 DurometroGenies GuzmanAún no hay calificaciones
- Libro 1Documento1 páginaLibro 1Genies GuzmanAún no hay calificaciones
- BioquimicaDocumento8 páginasBioquimicaGenies GuzmanAún no hay calificaciones
- Registro Ciencias ModernaDocumento16 páginasRegistro Ciencias ModernaGenies GuzmanAún no hay calificaciones
- Trabajo de LocalizacionDocumento21 páginasTrabajo de LocalizacionGenies GuzmanAún no hay calificaciones
- Presentacion Embarazo en AdolescentesDocumento2 páginasPresentacion Embarazo en AdolescentesGenies GuzmanAún no hay calificaciones
- Ciclo Menstrual Ken MoralesDocumento21 páginasCiclo Menstrual Ken MoralesGenies GuzmanAún no hay calificaciones
- Trabajo de Ciencias de Los MaterialesDocumento6 páginasTrabajo de Ciencias de Los MaterialesGenies GuzmanAún no hay calificaciones
- Ciclo Menstrual Ken MoralesDocumento21 páginasCiclo Menstrual Ken MoralesGenies GuzmanAún no hay calificaciones
- Lecciones MusculoDocumento3 páginasLecciones MusculoGenies GuzmanAún no hay calificaciones
- Introduccion de TransportesDocumento12 páginasIntroduccion de Transportesromel rivera silveraAún no hay calificaciones
- Api 510Documento14 páginasApi 510AMLO45Aún no hay calificaciones
- Curso Avisos Seguridad Codigos Color Trabajo Senales Simbolos Caliente Espacios Confinados Procedimientos PDFDocumento24 páginasCurso Avisos Seguridad Codigos Color Trabajo Senales Simbolos Caliente Espacios Confinados Procedimientos PDFjosedelarivaAún no hay calificaciones
- Experiencia #05Documento4 páginasExperiencia #05Anthony Hbk JerichoAún no hay calificaciones
- Indice de Normas Chilenas NCh. OficialesDocumento3 páginasIndice de Normas Chilenas NCh. OficialesÁlvaro Alegría Rivera100% (1)
- Aplazado CeramicosDocumento1 páginaAplazado CeramicosXiomara Llanos CordovaAún no hay calificaciones
- 706s08-Pdf-Spa 2Documento32 páginas706s08-Pdf-Spa 2FRANCISCO JAVIER ANDRADE DOMINGUEZAún no hay calificaciones
- TermistorDocumento5 páginasTermistorJhonnnnnnAún no hay calificaciones
- Angulos de CorteDocumento4 páginasAngulos de CorteLeonardo MendesAún no hay calificaciones
- Curso Turbomáquinas I 2018-1 SGCH (Semana 1 A 3)Documento38 páginasCurso Turbomáquinas I 2018-1 SGCH (Semana 1 A 3)wasere2014Aún no hay calificaciones
- 3a RESOLUCION 472 DE 2017Documento18 páginas3a RESOLUCION 472 DE 2017Ramiro QuinteroAún no hay calificaciones
- Práctica 1-TempleDocumento8 páginasPráctica 1-TempleFernandoCeballos100% (1)
- Riesgos Laborales ALBAÑILERÍA (Fachadas y Cubiertas)Documento25 páginasRiesgos Laborales ALBAÑILERÍA (Fachadas y Cubiertas)jajiverAún no hay calificaciones
- Soldadora inverter y TIG multifunciónDocumento11 páginasSoldadora inverter y TIG multifuncióncarlosAún no hay calificaciones
- Informe OrganizacionalDocumento14 páginasInforme OrganizacionalValeria AguilarAún no hay calificaciones
- K2 C7 HeatDocumento33 páginasK2 C7 HeatSyahinaz ChinatAún no hay calificaciones
- Unidad 4 PDFDocumento50 páginasUnidad 4 PDFOmar DSAún no hay calificaciones
- Ampliación cementerio Alicante 640 nichosDocumento247 páginasAmpliación cementerio Alicante 640 nichosheduardorojasAún no hay calificaciones
- Caso InversoDocumento11 páginasCaso InversoPatricia Sueros GuillenAún no hay calificaciones
- Formato Fe 10 - 11 Pre LiquidaciónDocumento21 páginasFormato Fe 10 - 11 Pre LiquidaciónFrank Taipe MañuicoAún no hay calificaciones
- Tubería para Conducción de Fluidos en La Industria AlimenticiaDocumento6 páginasTubería para Conducción de Fluidos en La Industria AlimenticiaDIEGOAún no hay calificaciones
- Maquinaria Pesada PaitanDocumento8 páginasMaquinaria Pesada PaitanJUAN EMERSON PAITANAún no hay calificaciones
- Boletin Cetol ParquetDocumento17 páginasBoletin Cetol Parquetbahiamultimedia100% (1)
- Validación esterilización materias primas oftálmicasDocumento5 páginasValidación esterilización materias primas oftálmicasDavid GarcíaAún no hay calificaciones