También podría gustarte
- Propiedades Cisco de CafeDocumento6 páginasPropiedades Cisco de CafeGerson Rene Rojas AlvarezAún no hay calificaciones
- Gasificación de briquetas de carbón con biomasa:: una alternativa energética sostenibleDe EverandGasificación de briquetas de carbón con biomasa:: una alternativa energética sostenibleAún no hay calificaciones
- Generación de energía eléctrica a partir de la pirólisis de bagazo de caña de azúcar utilizando celdas de combustibleDocumento7 páginasGeneración de energía eléctrica a partir de la pirólisis de bagazo de caña de azúcar utilizando celdas de combustibleManuAún no hay calificaciones
- Activacion Quimica de Bagazo de Caña de Azucar PDFDocumento5 páginasActivacion Quimica de Bagazo de Caña de Azucar PDFAlejandro AlcatelAún no hay calificaciones
- Obtención y Caracterización de Carbón Activado A Partir de Residuos Olivícolas y Oleícolas Por Activacion FísicaDocumento3 páginasObtención y Caracterización de Carbón Activado A Partir de Residuos Olivícolas y Oleícolas Por Activacion Físicaleo floroAún no hay calificaciones
- Silice CA - En.esDocumento54 páginasSilice CA - En.esBryan Roncal LlajarunaAún no hay calificaciones
- Mejora de biogás mediante PSA con reciclaje de corrientesDocumento12 páginasMejora de biogás mediante PSA con reciclaje de corrientesLauraAún no hay calificaciones
- Simulación Del Proceso deDocumento223 páginasSimulación Del Proceso deAriLo Ariel CastilloAún no hay calificaciones
- s11814 014 0103 6.en - EsDocumento8 páginass11814 014 0103 6.en - EsKarla PamelaAún no hay calificaciones
- Captura de CO2 Mediante Ciclos de Carbonatación y Calcinación de CaO PDFDocumento223 páginasCaptura de CO2 Mediante Ciclos de Carbonatación y Calcinación de CaO PDFRodrigoParraRomano100% (1)
- UASBDocumento26 páginasUASBSaul BahenaAún no hay calificaciones
- Ejercicio 1Documento19 páginasEjercicio 1Perla Sotelo PachasAún no hay calificaciones
- Recuperacion de Crudos Pesados Mediante Inyeccion de Co2Documento10 páginasRecuperacion de Crudos Pesados Mediante Inyeccion de Co2Dgamboa274Aún no hay calificaciones
- Almacenamiento de gas natural en carbón activadoDocumento7 páginasAlmacenamiento de gas natural en carbón activadoYury florez hernandezAún no hay calificaciones
- Tres Procesos de Simulación Integrados Con Aspen PlusDocumento4 páginasTres Procesos de Simulación Integrados Con Aspen PlusMaria Del Mar MedinaAún no hay calificaciones
- Diseño y Simulación de Una Torre de Absorción Empacada para Remover Co2 Del Biogás Proveniente de Un Digestor Anaerobio de Glicerol ResidualDocumento11 páginasDiseño y Simulación de Una Torre de Absorción Empacada para Remover Co2 Del Biogás Proveniente de Un Digestor Anaerobio de Glicerol ResidualAnnieGomez100% (1)
- Cinética de La Hidrodesulfuración de DibenzotiofenoDocumento5 páginasCinética de La Hidrodesulfuración de DibenzotiofenoVicente SosaAún no hay calificaciones
- Producción A Partir de Biomasa M2T2THDocumento8 páginasProducción A Partir de Biomasa M2T2THErick VergaraAún no hay calificaciones
- Optimizacion de Producción de Biogas de Residuos de Produccion de CaféDocumento13 páginasOptimizacion de Producción de Biogas de Residuos de Produccion de CaféMARA FERNANDA JUAREZ COTAAún no hay calificaciones
- s11814 019 0296 9Documento12 páginass11814 019 0296 9¡SrDanecMxAún no hay calificaciones
- HIGROGENODocumento10 páginasHIGROGENOZantiago AndocillaAún no hay calificaciones
- 1 SMDocumento12 páginas1 SMBruno Morales FialloAún no hay calificaciones
- Producción de hidrógeno renovable a partir de biomasa mediante gasificación con vapor y óxido de calcio como sorbenteDocumento17 páginasProducción de hidrógeno renovable a partir de biomasa mediante gasificación con vapor y óxido de calcio como sorbenteNoemi Chura BalderramaAún no hay calificaciones
- Resumen ExposiciónDocumento6 páginasResumen ExposiciónJOSE CARLOS QUEVEDO CABARCAS ESTUDIANTE ACTIVOAún no hay calificaciones
- ARTICULO FINAL StivenDocumento14 páginasARTICULO FINAL StivenStiven Javier Sofan GermanAún no hay calificaciones
- Perfil Proyecto UltimoDocumento48 páginasPerfil Proyecto UltimoWIGER MADRIDAún no hay calificaciones
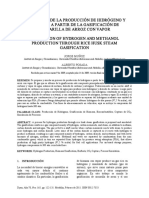
- Simulación de La Producción de Hidrógeno y Metanol A Partir de Lagasificación de Cascarilla de Arroz Con Vapor PDFDocumento10 páginasSimulación de La Producción de Hidrógeno y Metanol A Partir de Lagasificación de Cascarilla de Arroz Con Vapor PDFAdrian MorenoAún no hay calificaciones
- Reactores Quimicos ProyectoDocumento16 páginasReactores Quimicos ProyectoYahirMedinaEstradaAún no hay calificaciones
- 11027-Texto Del Artículo-75749-4-10-20200710Documento10 páginas11027-Texto Del Artículo-75749-4-10-20200710Luis CamposAún no hay calificaciones
- Mejora Efiiencia Energetica Proceso Separacion Co2 LT en Gas NaturalDocumento23 páginasMejora Efiiencia Energetica Proceso Separacion Co2 LT en Gas NaturalCefiro Santibañez VelasquezAún no hay calificaciones
- Practica de Obtención de BiogasDocumento6 páginasPractica de Obtención de BiogasAnonymous XIIv9HZAún no hay calificaciones
- Cascarilla ArrozDocumento9 páginasCascarilla ArrozWerner Chahua HueteAún no hay calificaciones
- ResumenDocumento3 páginasResumenLiiseth Alejandra CanchalaAún no hay calificaciones
- HidrogasificacionDocumento27 páginasHidrogasificacionJuan Carlos Huacho ChoqueAún no hay calificaciones
- Articulo en InglesDocumento3 páginasArticulo en Inglesjuan felipe arango escobarAún no hay calificaciones
- Dialnet PurificacionDeBiogasUtilizandoAguaAPresionOxidoDeC 5155264Documento8 páginasDialnet PurificacionDeBiogasUtilizandoAguaAPresionOxidoDeC 5155264Joan Carles CáceresAún no hay calificaciones
- Resumen Articulo Carbones 1Documento3 páginasResumen Articulo Carbones 1Emmanuel GómezAún no hay calificaciones
- Proyecto FinalDocumento47 páginasProyecto FinalMadeleineAún no hay calificaciones
- Composición Quimica de Cascarilla de ArrozDocumento6 páginasComposición Quimica de Cascarilla de ArrozJose Fernando Solanilla DuqueAún no hay calificaciones
- Artículo PRQ 3234 SAUCE CANAZA JACQUELINEDocumento10 páginasArtículo PRQ 3234 SAUCE CANAZA JACQUELINEJacquelineAún no hay calificaciones
- Tostacion Reduccion de CuFeS2 Sin Formacion SO2Documento3 páginasTostacion Reduccion de CuFeS2 Sin Formacion SO2xdelmerAún no hay calificaciones
- Simulacion Final Memo VargasDocumento22 páginasSimulacion Final Memo VargasGabriel Omar Vargas RodriguezAún no hay calificaciones
- CongresoVenezolanodeCatalysisXIX2013) - Influencia de Los Tratamientos de Regeneración Sobre ElDocumento9 páginasCongresoVenezolanodeCatalysisXIX2013) - Influencia de Los Tratamientos de Regeneración Sobre Elvanessa jimenezAún no hay calificaciones
- IGCC con captura de carbonoDocumento26 páginasIGCC con captura de carbonoNathaly ArciniegaAún no hay calificaciones
- Comparación técnico-económica de métodos convencionales y de extracción de gas para la deshidratación de gas naturalDocumento11 páginasComparación técnico-económica de métodos convencionales y de extracción de gas para la deshidratación de gas naturalHsiullAún no hay calificaciones
- Estudio de La Producción de Biogas en Función de La Cantidad de Residuos de Madera en Un Biodigestor Del Tipo de Carga Única o BatchDocumento5 páginasEstudio de La Producción de Biogas en Función de La Cantidad de Residuos de Madera en Un Biodigestor Del Tipo de Carga Única o Batchjhoan isidoro herrera herreraAún no hay calificaciones
- Proyecto FinalDocumento48 páginasProyecto FinalJose Juan ViopAún no hay calificaciones
- Producción biohidrógeno en CSTR usando Rhodospirillum rubrumDocumento3 páginasProducción biohidrógeno en CSTR usando Rhodospirillum rubrumJuan Carlos Huacho ChoqueAún no hay calificaciones
- Curso H2 SESION 3 (Fosiles, Alcohol, Biomasa)Documento25 páginasCurso H2 SESION 3 (Fosiles, Alcohol, Biomasa)zack7872Aún no hay calificaciones
- Optimización de Un Proceso de Producción de Xilosa A Partir de Biomasa Rastrojo de Maíz Por Explosión de Vapor ArtículoDocumento13 páginasOptimización de Un Proceso de Producción de Xilosa A Partir de Biomasa Rastrojo de Maíz Por Explosión de Vapor ArtículoMaría del Rocío Pérez RubioAún no hay calificaciones
- Estudios de Eficiencia de Calderas de Tubos CombinadosDocumento7 páginasEstudios de Eficiencia de Calderas de Tubos CombinadosGonzalo ZambranoAún no hay calificaciones
- Proyecto FinalDocumento47 páginasProyecto FinalsarazumzteinAún no hay calificaciones
- Documento Completo - pdf-PDFADocumento10 páginasDocumento Completo - pdf-PDFACarlos BarriosAún no hay calificaciones
- ArticulosDocumento5 páginasArticulosDaya AtienciaAún no hay calificaciones
- Gasificación Bagazo de CañaDocumento55 páginasGasificación Bagazo de CañaJuan CortezAún no hay calificaciones
- Caracterización Del Bagazo de 4 Ingenios Azucareros de GuatemalaDocumento7 páginasCaracterización Del Bagazo de 4 Ingenios Azucareros de GuatemalaAlfonso VillarrealAún no hay calificaciones
- Generacion de Energia Termica Con Biomasa SODEANDocumento94 páginasGeneracion de Energia Termica Con Biomasa SODEANhojas de vida laboratorioAún no hay calificaciones
- Produccion de Carbon Activado YSilice APartir de CascarilDocumento8 páginasProduccion de Carbon Activado YSilice APartir de CascarilceciAún no hay calificaciones
- ANALISIS de Forest Waste Derived Fuel With Waste Cooking OilDocumento2 páginasANALISIS de Forest Waste Derived Fuel With Waste Cooking OilAlexander ChuquivalAún no hay calificaciones
- Proyecto de Tesis-Final1Documento29 páginasProyecto de Tesis-Final1jovaozAún no hay calificaciones
- Variable (T Frac)Documento27 páginasVariable (T Frac)Jefferson Andres Mora GalvisAún no hay calificaciones
- Planestrategico MistejidosDocumento1 páginaPlanestrategico MistejidosOscar Javier Tellez RiveraAún no hay calificaciones
- Los Objetivos de Desarrollo SostenibleDocumento4 páginasLos Objetivos de Desarrollo SostenibleJefferson Andres Mora GalvisAún no hay calificaciones
- Mejora Del Plan Estrategico SenaDocumento28 páginasMejora Del Plan Estrategico SenaMiguel RojasAún no hay calificaciones
- Planificación SIG 3Documento31 páginasPlanificación SIG 3Anonymous gn9V4OS9uAún no hay calificaciones
- Exposición Sistema de Recolección de AguaDocumento1 páginaExposición Sistema de Recolección de AguaJefferson Andres Mora GalvisAún no hay calificaciones
- Concepto de La UniversidadDocumento3 páginasConcepto de La UniversidadJefferson Andres Mora GalvisAún no hay calificaciones
- Generalidades Taller 2A PDFDocumento2 páginasGeneralidades Taller 2A PDFJefferson Andres Mora GalvisAún no hay calificaciones
- Intercambiadores de Calor. Ejercicio A Entregar (1) (Con Letreros)Documento14 páginasIntercambiadores de Calor. Ejercicio A Entregar (1) (Con Letreros)Jefferson Andres Mora GalvisAún no hay calificaciones
- Mediciones de Temperatura PDFDocumento1 páginaMediciones de Temperatura PDFJefferson Andres Mora GalvisAún no hay calificaciones
- Racion Con Solver VACASDocumento10 páginasRacion Con Solver VACASJefferson Andres Mora GalvisAún no hay calificaciones
- Exposición Sistema de Recolección de AguaDocumento1 páginaExposición Sistema de Recolección de AguaJefferson Andres Mora GalvisAún no hay calificaciones
- Origen y evolución del ser humanoDocumento5 páginasOrigen y evolución del ser humanoRicardo Löwenherz100% (1)
- ACFrOgBxzaocacjcgx2Am8rKCXSNK 8NsWIdNs0KPQtBDxfgzVAkpDQobLFQ1nDlbks4VasD0tRxvv7HOG2 7O2HUZGxyy9fHpPyMgF6S6PmHLNnHrbqxWV2-JBgdFuI3QbGb0kklhqrbG74cHqDocumento3 páginasACFrOgBxzaocacjcgx2Am8rKCXSNK 8NsWIdNs0KPQtBDxfgzVAkpDQobLFQ1nDlbks4VasD0tRxvv7HOG2 7O2HUZGxyy9fHpPyMgF6S6PmHLNnHrbqxWV2-JBgdFuI3QbGb0kklhqrbG74cHqJefferson Andres Mora GalvisAún no hay calificaciones
- Racion Con Solver VACAS (1) Acamodado y He IgualadoDocumento12 páginasRacion Con Solver VACAS (1) Acamodado y He IgualadoAndres MoraAún no hay calificaciones
- Colombia en El Ambiente Global.Documento3 páginasColombia en El Ambiente Global.Jefferson Andres Mora GalvisAún no hay calificaciones
- Nutrí-Vacas SDocumento9 páginasNutrí-Vacas SJefferson Andres Mora GalvisAún no hay calificaciones
- SIMBOLOGIADocumento29 páginasSIMBOLOGIAMiguel LoveraAún no hay calificaciones
- Sustentación 1 - Lab TermoDocumento17 páginasSustentación 1 - Lab TermoMariana Ossa OrtegaAún no hay calificaciones
- U2-E1-Cardoso SánchezDocumento4 páginasU2-E1-Cardoso SánchezSajid Alberto Cardoso SanchezAún no hay calificaciones
- Final Termodinamica PDFDocumento13 páginasFinal Termodinamica PDFusuarioAún no hay calificaciones
- Determinacion Del Contenido de Humedad en CerealesDocumento12 páginasDeterminacion Del Contenido de Humedad en CerealesZiliany Coaquira QuilcaAún no hay calificaciones
- Lab2 PavimentosDocumento9 páginasLab2 PavimentosTomás Delgado Jauregui100% (1)
- Rittal 3450505 Allgemeine Technische Informationen 3 3215Documento6 páginasRittal 3450505 Allgemeine Technische Informationen 3 3215tattan menesesAún no hay calificaciones
- Practica de Fisica Bryce RepasoDocumento2 páginasPractica de Fisica Bryce RepasoYovanny Rolando Suyo MadariagaAún no hay calificaciones
- Ajuste Montaje Verificacion y Control de Maquinas - Parte I 2 2 PDFDocumento22 páginasAjuste Montaje Verificacion y Control de Maquinas - Parte I 2 2 PDFMayumi CastilloAún no hay calificaciones
- Control de Calidad de Las PinturasDocumento26 páginasControl de Calidad de Las PinturasOriana Gudiño GaliñoAún no hay calificaciones
- 4TWB3018 - 060 CATALOGO DE PRODUCTO 22-1793-04.en - EsDocumento14 páginas4TWB3018 - 060 CATALOGO DE PRODUCTO 22-1793-04.en - EsJhon Lewis Pino100% (1)
- Unitest 93408 EspDocumento12 páginasUnitest 93408 EspEdgar LnoAún no hay calificaciones
- Taller No. 3. Segunda Ley, Máquinas Térmicas y EntropíaDocumento2 páginasTaller No. 3. Segunda Ley, Máquinas Térmicas y EntropíaMiguelSalgado50% (2)
- Diagramas de Estrategias de Olgyay, Givoni, Cba, Triámgulos de Confort y Elaboración de Cuadros de Sensación Térmica - Parte IiDocumento32 páginasDiagramas de Estrategias de Olgyay, Givoni, Cba, Triámgulos de Confort y Elaboración de Cuadros de Sensación Térmica - Parte IiYaneli Vega Baca100% (1)
- Soluciones y mezclas: caracterizaciónDocumento4 páginasSoluciones y mezclas: caracterizaciónlina perezAún no hay calificaciones
- Grundfosliterature 3615226Documento44 páginasGrundfosliterature 3615226Heber LopezAún no hay calificaciones
- Bloques Funcionales TermicosDocumento2 páginasBloques Funcionales TermicosWilly Basantes AndinoAún no hay calificaciones
- Calor y temperatura: transferencia térmica en el aguaDocumento3 páginasCalor y temperatura: transferencia térmica en el aguaSismay Garcia BermudezAún no hay calificaciones
- Carga TermicaDocumento27 páginasCarga TermicaJuan Carlos García EscobarAún no hay calificaciones
- Carga TermicaDocumento4 páginasCarga TermicaCristian C. Guarachi100% (1)
- Informe 4 Construccion y Calibracion de Un CalorimetroDocumento4 páginasInforme 4 Construccion y Calibracion de Un CalorimetroMiriam Caro100% (1)
- 2072r 95.en - EsDocumento26 páginas2072r 95.en - EsJonathan Geomar Ortiz OjedaAún no hay calificaciones
- Introducción A La TermodinámicaDocumento12 páginasIntroducción A La TermodinámicaGilberto Valent�n Ram�rez SierraAún no hay calificaciones
- Ejercicios F RDocumento2 páginasEjercicios F RAngel Moran PachecoAún no hay calificaciones
- Enfriamiento y almacenamiento óptimo de la paltaDocumento6 páginasEnfriamiento y almacenamiento óptimo de la paltaAna Isabel Ruiz SanchezAún no hay calificaciones
- Ganancias y Perdidas de Calor BetooDocumento3 páginasGanancias y Perdidas de Calor BetooGonzalo FernandezAún no hay calificaciones
- BotanicaDocumento55 páginasBotanicaTatiana MolinaAún no hay calificaciones
- Preguntas 12, 13 Yasbert Aguilar 21220251Documento5 páginasPreguntas 12, 13 Yasbert Aguilar 21220251Yasbert Eduardo Aguilar GamezAún no hay calificaciones
- InkachipsDocumento4 páginasInkachipsAlexandra OchoaAún no hay calificaciones