También podría gustarte
- Operaciones y Procesos Unitarios en Una Refineria de PetroleoDocumento6 páginasOperaciones y Procesos Unitarios en Una Refineria de PetroleoSoljoong OlandaAún no hay calificaciones
- Unidad IV Compuestos No Carbonisados Del PetroleoDocumento36 páginasUnidad IV Compuestos No Carbonisados Del PetroleoAngel David Ponce Oropeza100% (1)
- Alquilacion y Principales TecnologiasDocumento4 páginasAlquilacion y Principales TecnologiasEduardo Elias CastellanosAún no hay calificaciones
- Unidad IV Compuestos No Carbonisados Del PetroleoDocumento37 páginasUnidad IV Compuestos No Carbonisados Del PetroleoEverardoRamirezAún no hay calificaciones
- Obtención de aceites de orujo de oliva. INAK0109De EverandObtención de aceites de orujo de oliva. INAK0109Aún no hay calificaciones
- Como Arreglar Un Libro MojadoDocumento32 páginasComo Arreglar Un Libro MojadoSophia NicoleAún no hay calificaciones
- Introduccion Recursos Hidrocarburifero1Documento11 páginasIntroduccion Recursos Hidrocarburifero1Mariana EstrellaAún no hay calificaciones
- Líquido Natural Oleaginoso e InflamableDocumento34 páginasLíquido Natural Oleaginoso e Inflamablejuancho_david360Aún no hay calificaciones
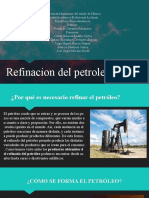
- Refinacion Del PetroleoDocumento28 páginasRefinacion Del PetroleopattosolangAún no hay calificaciones
- Proceso de Producción Del PetróleoDocumento14 páginasProceso de Producción Del PetróleoLucy SaenzAún no hay calificaciones
- Depuracion Con Acido y BaseDocumento10 páginasDepuracion Con Acido y BaseChenito Romero FloresAún no hay calificaciones
- Esteres Preparacion Del JabónDocumento19 páginasEsteres Preparacion Del JabónAnonymous RunwOjoNYAún no hay calificaciones
- Proceso de RefinaciónDocumento113 páginasProceso de RefinaciónLuz Elizabet Mejía Rojas0% (1)
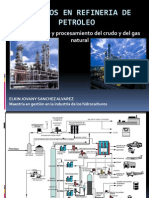
- Procesos en Refineria de PetroleoDocumento25 páginasProcesos en Refineria de PetroleoElkin Jovany Sanchez Alvarez100% (3)
- HIDRODESULFURACIONDocumento17 páginasHIDRODESULFURACIONjuan carlos vargas calderonAún no hay calificaciones
- DEFINICIÓN DE CONCEPTOS-Duglymar ParraDocumento14 páginasDEFINICIÓN DE CONCEPTOS-Duglymar ParraDuglymar ParraAún no hay calificaciones
- Refinacion Del PetroleoDocumento19 páginasRefinacion Del Petroleomarhon cervantesAún no hay calificaciones
- Clase Composicion Del PetroleoDocumento7 páginasClase Composicion Del PetroleoMercedes MoreiraAún no hay calificaciones
- Equipo 4-Contenido de Azufre y NitrógenoDocumento8 páginasEquipo 4-Contenido de Azufre y NitrógenoLuis Gerardo Rodríguez AntonioAún no hay calificaciones
- Radicales AlquiloDocumento11 páginasRadicales AlquiloOscar RodriguezAún no hay calificaciones
- REFINACIONDocumento14 páginasREFINACIONMarcos Antonio Quintanilla TejerinaAún no hay calificaciones
- Desintegración Catalítica de GasóleosDocumento13 páginasDesintegración Catalítica de GasóleosIván Javier Gutiérrez GómezAún no hay calificaciones
- La HidrosulfuraciónDocumento6 páginasLa HidrosulfuraciónzirdellysAún no hay calificaciones
- Preguntas PetroquimicaDocumento7 páginasPreguntas PetroquimicaCarlos Ventura50% (2)
- Visita Refineria Oro NegroDocumento35 páginasVisita Refineria Oro NegroWJ-nimodo QuispeAún no hay calificaciones
- Procesos de Una RefineriaDocumento3 páginasProcesos de Una RefineriaRoger Alvarez100% (1)
- Operaciones y Procesos Unitarios en Una Refineria de PetroleodocxDocumento6 páginasOperaciones y Procesos Unitarios en Una Refineria de PetroleodocxRONALD STIVEN RIVERO ACEVEDOAún no hay calificaciones
- Craqueo Cataliitico Grupo #5Documento26 páginasCraqueo Cataliitico Grupo #5Nohemi FigueroaAún no hay calificaciones
- PETROQUÍMICADocumento61 páginasPETROQUÍMICAEsteban BohórquezAún no hay calificaciones
- Eq4 P2 VTPYPDocumento15 páginasEq4 P2 VTPYPKATHIAAún no hay calificaciones
- deSULFURACION DEL PETROLEO VDocumento9 páginasdeSULFURACION DEL PETROLEO VMigueu Silva Navarro100% (1)
- La HidrosulfuraciónDocumento5 páginasLa HidrosulfuraciónzirdellysAún no hay calificaciones
- Hidrodesulfuración PresentacionDocumento31 páginasHidrodesulfuración PresentacionFabricio NuňezAún no hay calificaciones
- RefineriaDocumento27 páginasRefineriaGeraldine Emmely Zarzuri BlasAún no hay calificaciones
- Refinacion Quimica HidrorefinoDocumento9 páginasRefinacion Quimica Hidrorefinoreynaldo_9_12Aún no hay calificaciones
- Refinacion Del Petroleo PDFDocumento25 páginasRefinacion Del Petroleo PDFAnonymous iBlEB322Aún no hay calificaciones
- HIDROTERMINADO GrupoDocumento7 páginasHIDROTERMINADO GrupoChenito Romero FloresAún no hay calificaciones
- Proceso de Refinacion Del CrudoDocumento6 páginasProceso de Refinacion Del CrudoJeison Fernando Millan MoralesAún no hay calificaciones
- Quimica de ResiduosDocumento3 páginasQuimica de ResiduosJamil Summer Condori CariAún no hay calificaciones
- DeshidratacionDocumento64 páginasDeshidratacionMirnis Lopez GonzalezAún no hay calificaciones
- Elementos de Refinacion Del PetroleoDocumento5 páginasElementos de Refinacion Del PetroleoAlexhisCupido100% (1)
- Caracterizacion Del Crudo y Sus DerivadosDocumento8 páginasCaracterizacion Del Crudo y Sus DerivadosBeckyBethAún no hay calificaciones
- Equipo 4-Contenido de Azufre y NitrógenoDocumento8 páginasEquipo 4-Contenido de Azufre y NitrógenoLuis Gerardo Rodríguez AntonioAún no hay calificaciones
- Acidos Carboxilicos-OrganometalurgiaDocumento8 páginasAcidos Carboxilicos-OrganometalurgiaAlicia TejadaAún no hay calificaciones
- DerivadosDocumento12 páginasDerivadosDaniiee TorresAún no hay calificaciones
- Monografia UdabolDocumento42 páginasMonografia UdabolIppo Makunouchi100% (1)
- Acido SulfuricoDocumento39 páginasAcido Sulfuricoalejo-acosta-castro-9272Aún no hay calificaciones
- Gas y Petroquímica BásicaDocumento20 páginasGas y Petroquímica BásicaJose Maria Quintas GironAún no hay calificaciones
- Monografía de Refinación Del PetroleoDocumento16 páginasMonografía de Refinación Del PetroleoAlberto Irahola EspinozaAún no hay calificaciones
- Hidrotratamiento - PetroleoDocumento14 páginasHidrotratamiento - PetroleoloreAún no hay calificaciones
- Metodologia de Una RefineriaDocumento26 páginasMetodologia de Una RefineriaCastillo FidelAún no hay calificaciones
- Practica 1 Destilación PetroleoDocumento16 páginasPractica 1 Destilación PetroleoJosue Sanchez0% (1)
- HTN - Isomerizacion y Reformado YohairaDocumento14 páginasHTN - Isomerizacion y Reformado YohairaYohaira MoscosoAún no hay calificaciones
- Presentacion CraqueoDocumento16 páginasPresentacion CraqueorafaelAún no hay calificaciones
- Propiedades Químicas de Los LubricantesDocumento17 páginasPropiedades Químicas de Los LubricantesJosé Irving Cubillas LeonAún no hay calificaciones
- Petroleo Informe 1Documento9 páginasPetroleo Informe 1Tiago AnccoAún no hay calificaciones
- Detergentes y DispersantesDocumento32 páginasDetergentes y DispersantesIvan Carcausto Gamarra67% (3)
- El Petróleo CrudoDocumento8 páginasEl Petróleo Crudoangie leonAún no hay calificaciones
- Síntesis de productos químicos derivados de la biomasa empleando catálisis heterogénea: heterociclos de la biomasaDe EverandSíntesis de productos químicos derivados de la biomasa empleando catálisis heterogénea: heterociclos de la biomasaAún no hay calificaciones
- El Manual Del Jabón Líquido Hecho a Mano: Guía completa para Crear Champú, Gel de Ducha, Perfumes y Mucho MásDe EverandEl Manual Del Jabón Líquido Hecho a Mano: Guía completa para Crear Champú, Gel de Ducha, Perfumes y Mucho MásAún no hay calificaciones
- Practicos y Ejercicios TermodinamicaDocumento4 páginasPracticos y Ejercicios TermodinamicaNeyer Leonel Vargas PadillaAún no hay calificaciones
- Img 0003Documento1 páginaImg 0003Neyer Leonel Vargas PadillaAún no hay calificaciones
- Tapones Balanceados de Cemento PDFDocumento6 páginasTapones Balanceados de Cemento PDFNeyer Leonel Vargas Padilla100% (2)
- Parte 01 Reservorios Lucio Carrillo IntroduccionDocumento0 páginasParte 01 Reservorios Lucio Carrillo Introduccioncris1515Aún no hay calificaciones
- Analisis y Evalucion de Metodos para El Calculo de La Entalpia Congreso Petrolera 2-14Documento47 páginasAnalisis y Evalucion de Metodos para El Calculo de La Entalpia Congreso Petrolera 2-14Neyer Leonel Vargas Padilla100% (1)
- PAC Corporativo YPFB Semestre I 2013Documento166 páginasPAC Corporativo YPFB Semestre I 2013Neyer Leonel Vargas PadillaAún no hay calificaciones
- Refinación de Petroleo Boliviano - OmqDocumento34 páginasRefinación de Petroleo Boliviano - OmqDavid Ever Rojas Veizaga100% (1)
- Informe Sistema de PotenciaDocumento12 páginasInforme Sistema de PotenciaNeyer Leonel Vargas Padilla0% (1)
- Diagnostico 2Documento5 páginasDiagnostico 2Yuliana Martínez de la RosaAún no hay calificaciones
- Avenidas MaximasDocumento11 páginasAvenidas MaximasMauricio CalvoAún no hay calificaciones
- 4 Cambio de Variable en Integrales DoblesDocumento16 páginas4 Cambio de Variable en Integrales DoblesErica Yanila Espinoza PonteAún no hay calificaciones
- Unidad 1 Terminación y Mantenimiento de PozosDocumento32 páginasUnidad 1 Terminación y Mantenimiento de PozosMarbadecAún no hay calificaciones
- Examen de R.V Segundo AvanceDocumento4 páginasExamen de R.V Segundo AvanceIván MedinaAún no hay calificaciones
- Semana #1Documento4 páginasSemana #1Miguel GalavizAún no hay calificaciones
- Situacion Actual de Industria JuliacaDocumento6 páginasSituacion Actual de Industria JuliacaAlfred Ata100% (1)
- Sesión de Tutoría n9Documento6 páginasSesión de Tutoría n9Ronald Alcántara Quispe100% (1)
- Botanica-Arboricultura-Libro-Fruticultura-Agusti (Cap 14) - OcredDocumento38 páginasBotanica-Arboricultura-Libro-Fruticultura-Agusti (Cap 14) - OcredAdrian AchupallasAún no hay calificaciones
- Introducción A La Profecías Nivel Vii BásicoDocumento20 páginasIntroducción A La Profecías Nivel Vii Básicomezamarquez100% (1)
- EVALUACION DIAGNOSTICA C y T 2° Mod3Documento8 páginasEVALUACION DIAGNOSTICA C y T 2° Mod3Elmer Huayllani Ccencho0% (1)
- MANUAL SMS ESABOL Septiembre 2019 PDFDocumento166 páginasMANUAL SMS ESABOL Septiembre 2019 PDFAndres Guzman GuzmanAún no hay calificaciones
- V64-V65 Esp 1 PDFDocumento8 páginasV64-V65 Esp 1 PDFRafael BrunoAún no hay calificaciones
- La Montaña Del CondorDocumento161 páginasLa Montaña Del Condorgomezrendon50% (2)
- Urteaga Sobre La Noción de Recurso NaturalDocumento16 páginasUrteaga Sobre La Noción de Recurso NaturalClaudia LedesmaAún no hay calificaciones
- Tratamiento de Aguas ResidualesDocumento2 páginasTratamiento de Aguas ResidualesNéstor SoderguitAún no hay calificaciones
- Pastos y Forrajes 6Documento63 páginasPastos y Forrajes 6Anccas Wil AnccasAún no hay calificaciones
- AntisepticosDocumento22 páginasAntisepticosRay Kevin Leyva GarciaAún no hay calificaciones
- Apla 2013-2014Documento210 páginasApla 2013-2014NicolasAgustinGaranzini100% (2)
- AnoréxiaDocumento17 páginasAnoréxiaNATANAEL JOSUE ALIAGA RAMIREZAún no hay calificaciones
- Instrumentación en FotometríaDocumento5 páginasInstrumentación en FotometríaBetty Lopez100% (1)
- Por Qué No Hay Serpientes en IrlandaDocumento23 páginasPor Qué No Hay Serpientes en IrlandaRodrigoAún no hay calificaciones
- Un Puente Entre Dos VidasDocumento24 páginasUn Puente Entre Dos VidasInes CatalinaAún no hay calificaciones
- Competencias - Capacidades 2017Documento3 páginasCompetencias - Capacidades 2017Martha Cartagena100% (1)
- PDF Drenaje Subterraneo DDDocumento43 páginasPDF Drenaje Subterraneo DDYHON NELSON YANA HUANCAAún no hay calificaciones
- Instructivo de La Espatula Ultrasonica 2Documento3 páginasInstructivo de La Espatula Ultrasonica 2Rana Vg100% (1)
- Manual Del Perfil Del Enfermero en El Area de EmergenciaDocumento3 páginasManual Del Perfil Del Enfermero en El Area de EmergenciaDániel Alejandro Chahua GallardoAún no hay calificaciones
- Analisis Microbiologico de Fuente Hidrica CssDocumento3 páginasAnalisis Microbiologico de Fuente Hidrica CssJess HuntAún no hay calificaciones
- Tipos de BloqueosDocumento18 páginasTipos de Bloqueosochunshango100% (1)