También podría gustarte
- Balance de materia orientado a procesosDe EverandBalance de materia orientado a procesosAún no hay calificaciones
- Reutilización de aguas residuales en la industria azucarera y AlcoholeraDe EverandReutilización de aguas residuales en la industria azucarera y AlcoholeraAún no hay calificaciones
- Procesos de Refinacion Del PetroleoDocumento24 páginasProcesos de Refinacion Del PetroleoIván Calderón100% (9)
- El Mejor Libro de Preparación Para Tu Examen De Licencia De Operador De CalderaDe EverandEl Mejor Libro de Preparación Para Tu Examen De Licencia De Operador De CalderaAún no hay calificaciones
- Soldadura OxiacetilénicaDocumento33 páginasSoldadura OxiacetilénicaMadyleyne Huayta LaricoAún no hay calificaciones
- RefrigerantesDocumento47 páginasRefrigerantesNichoBcRra100% (1)
- Presentación PROCESOS DE REFINACIONDocumento23 páginasPresentación PROCESOS DE REFINACIONWilliam Alejandro Hernandez RuizAún no hay calificaciones
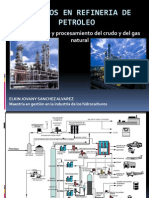
- Procesos en Refineria de PetroleoDocumento25 páginasProcesos en Refineria de PetroleoElkin Jovany Sanchez Alvarez100% (3)
- Destilación Atmosférica y Al VacíoDocumento29 páginasDestilación Atmosférica y Al VacíoHectorRColombiaAún no hay calificaciones
- Elaboración-De-Cerveza CicDocumento40 páginasElaboración-De-Cerveza CicSebastián Risso100% (1)
- 6 Refinación - Hernán Aguila PDFDocumento65 páginas6 Refinación - Hernán Aguila PDFOrlando LaraAún no hay calificaciones
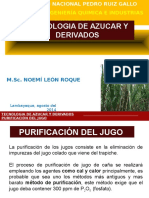
- Purificacion - Tec. de Azucar-1Documento37 páginasPurificacion - Tec. de Azucar-1Tatiana Elizabeth Rodriguez100% (1)
- Normas para Areas ClasificadasDocumento6 páginasNormas para Areas ClasificadasFernando MendezAún no hay calificaciones
- Información de Combustión de BiomasaDocumento8 páginasInformación de Combustión de BiomasaEduardo GutierrezAún no hay calificaciones
- White Liquor Plant v01 PDFDocumento89 páginasWhite Liquor Plant v01 PDFRuben Fernandez OñateAún no hay calificaciones
- Caña de Azucar Unidad IIIa PURIFICACIONDocumento34 páginasCaña de Azucar Unidad IIIa PURIFICACIONAlejandraPisfilGonzalesAún no hay calificaciones
- Manual Procesos de RefinaciónDocumento48 páginasManual Procesos de RefinaciónGreysi N. Moreno CedeñoAún no hay calificaciones
- Problema de Reaccion de Combustion de BalanceDocumento4 páginasProblema de Reaccion de Combustion de BalanceANDERSSONAún no hay calificaciones
- TFM Bernabeantonio - FrancoDocumento76 páginasTFM Bernabeantonio - FrancoBernabe FrancoAún no hay calificaciones
- Ventilador Adulto Pediatrico Neonatal Manual Evita v800 v600 SW 1n Ifu 9055627 EsDocumento358 páginasVentilador Adulto Pediatrico Neonatal Manual Evita v800 v600 SW 1n Ifu 9055627 EsAlejandra M Jiménez JuárezAún no hay calificaciones
- Unidad III Craqueo CataliticoDocumento21 páginasUnidad III Craqueo Cataliticohugolujano100% (2)
- Notas-A High Pressure Steam Hidrocarbon Reforming Process For Ammonia ...Documento134 páginasNotas-A High Pressure Steam Hidrocarbon Reforming Process For Ammonia ...Jamil SaldañaAún no hay calificaciones
- Metodos de SeparaciónDocumento6 páginasMetodos de SeparaciónMarcelineAkumaPhantomhiveAún no hay calificaciones
- Informe de Lab. 2Documento7 páginasInforme de Lab. 2deyadul321Aún no hay calificaciones
- ACIDODocumento31 páginasACIDOarnaldo_astudilloAún no hay calificaciones
- Clor-Alcali-IpqDocumento15 páginasClor-Alcali-IpqCésar Antonio Wong JuradoAún no hay calificaciones
- Produccion Del Anhidrido Acetico A Partir Del AcidoDocumento23 páginasProduccion Del Anhidrido Acetico A Partir Del AcidoEnriqueVilcaSacsi0% (1)
- Procesos AuxiliaresDocumento30 páginasProcesos AuxiliaresJosé Manuel M.L.Aún no hay calificaciones
- 05 C PurificacionDocumento47 páginas05 C PurificacionAnderson AlvaradoAún no hay calificaciones
- YPF - Es Una Compañía Integrada, Que Opera en Toda La Cadena de Valor Del Petróleo y GasDocumento53 páginasYPF - Es Una Compañía Integrada, Que Opera en Toda La Cadena de Valor Del Petróleo y GasMayra Gomez AvilaAún no hay calificaciones
- INDUSTRIA DE ACIDO SULURICO FinalDocumento41 páginasINDUSTRIA DE ACIDO SULURICO FinalKaticsa Salazar BriceñoAún no hay calificaciones
- Ptar Industria CerveceraDocumento20 páginasPtar Industria CervecerafernandoAún no hay calificaciones
- Obtencion Del AmoniacoDocumento40 páginasObtencion Del AmoniacoXio RojasAún no hay calificaciones
- Sintesis de Acido Nitrico, Amoniaco (Original)Documento20 páginasSintesis de Acido Nitrico, Amoniaco (Original)Mauricio Linares TorresAún no hay calificaciones
- ALQUILACION!Documento4 páginasALQUILACION!Martha C. ArroyoAún no hay calificaciones
- Alcoholera PROCESODocumento5 páginasAlcoholera PROCESOJuliPalacios100% (1)
- Avance Del Trabajo de Investigaci - NDocumento54 páginasAvance Del Trabajo de Investigaci - NRuth Raquel Quispe67% (3)
- Unidades de ReformadoDocumento3 páginasUnidades de ReformadoJonathan LeonAún no hay calificaciones
- Viscoreduccion o VisbreakingDocumento15 páginasViscoreduccion o VisbreakingFernanda ReveloAún no hay calificaciones
- Producción de Ácido SulfúricoDocumento14 páginasProducción de Ácido SulfúricoYolman Rodriguez FloresAún no hay calificaciones
- Rec92 Refineria Gualberto Villarroel - Trab FinalDocumento35 páginasRec92 Refineria Gualberto Villarroel - Trab FinalDemian Roman92% (12)
- Notas-Hydrogen Production For Steam ReformingDocumento45 páginasNotas-Hydrogen Production For Steam ReformingJamil SaldañaAún no hay calificaciones
- Balances MarmotaDocumento3 páginasBalances Marmotayhon manuelAún no hay calificaciones
- Hidrotratamiento y Alquilaciòn RealDocumento31 páginasHidrotratamiento y Alquilaciòn RealJess IcaAún no hay calificaciones
- Metalurgia Del ReDocumento9 páginasMetalurgia Del Reeduardo_avendañoAún no hay calificaciones
- Caracteristicas Del Amoniaco IngenieriaDocumento10 páginasCaracteristicas Del Amoniaco IngenieriaViank AdriAún no hay calificaciones
- Informe de Sintesis de Nitrato de AmonioDocumento18 páginasInforme de Sintesis de Nitrato de AmoniojimenaAún no hay calificaciones
- Recuperación de RenioDocumento5 páginasRecuperación de RenioPablo JimenesAún no hay calificaciones
- Proceso de ProduccionDocumento35 páginasProceso de ProduccionJocelyn JimenezAún no hay calificaciones
- Amonicaco UltimoDocumento31 páginasAmonicaco UltimoJackeline Jesus RiveraAún no hay calificaciones
- HIDRODESULFURACIONDocumento69 páginasHIDRODESULFURACIONMaribel ArcaniAún no hay calificaciones
- Presentación KraftDocumento39 páginasPresentación KraftAgustin Elias JimenezAún no hay calificaciones
- Pulpado AlcalinoDocumento12 páginasPulpado AlcalinoAlan Cereceda EscalonaAún no hay calificaciones
- Bebidas CarbonatadasDocumento40 páginasBebidas CarbonatadasJulio Ricardo100% (1)
- Industria Del Àcido Nìtrico y AmoniacoDocumento25 páginasIndustria Del Àcido Nìtrico y AmoniacoJose Luis IG100% (4)
- Produccion de Acido SulfuricoDocumento23 páginasProduccion de Acido SulfuricoIrving Vargas SanchezAún no hay calificaciones
- Colectores de Dioxido de Azufre, PresentaciónDocumento30 páginasColectores de Dioxido de Azufre, PresentaciónALICIAAún no hay calificaciones
- Diagrama y BalancesDocumento25 páginasDiagrama y BalancesGabriel CGAún no hay calificaciones
- Alquilacion EPPDocumento17 páginasAlquilacion EPPchoko5Aún no hay calificaciones
- HIDROTRATAMIENTO Y ALQUILACIÒN RealDocumento31 páginasHIDROTRATAMIENTO Y ALQUILACIÒN RealJess Ica100% (1)
- Tema 08 Unidad de Destilacion PrimariaDocumento28 páginasTema 08 Unidad de Destilacion PrimariaValia Chuchón100% (1)
- Presentacion 4 2019 Derivados ParafinasDocumento27 páginasPresentacion 4 2019 Derivados ParafinasMichaelPaulQuispeAún no hay calificaciones
- Planta de VodkaDocumento4 páginasPlanta de VodkafreddyAún no hay calificaciones
- Practica #6 Quenta Rosales Dayana Marieth Petroquimica IiiDocumento4 páginasPractica #6 Quenta Rosales Dayana Marieth Petroquimica Iiidayana quenta rosalesAún no hay calificaciones
- VISCORREDUTORADocumento26 páginasVISCORREDUTORAJess Ica67% (3)
- El aceite de olivas: Su extracción, clarificación, depuración, conservación y envases para su exportación, decoloración y medios propuestos para quitarle la rancidezDe EverandEl aceite de olivas: Su extracción, clarificación, depuración, conservación y envases para su exportación, decoloración y medios propuestos para quitarle la rancidezAún no hay calificaciones
- Curso Basico de DelphiDocumento61 páginasCurso Basico de DelphiSteven ReyesAún no hay calificaciones
- Aforo de Medida de Flujo Por Presión DiferencialDocumento2 páginasAforo de Medida de Flujo Por Presión DiferencialSteven ReyesAún no hay calificaciones
- PsicrometriaDocumento1 páginaPsicrometriaSteven ReyesAún no hay calificaciones
- Físicalibro 1Documento112 páginasFísicalibro 1Steven ReyesAún no hay calificaciones
- Ogata - Solutions To Problems of System DynamicsDocumento200 páginasOgata - Solutions To Problems of System DynamicsAmar Shah60% (10)
- Analisis Elemental CualitativoDocumento6 páginasAnalisis Elemental CualitativoCRISTIAN ANDRES LEDESMA CAÑONAún no hay calificaciones
- William MANSO IngenioDocumento20 páginasWilliam MANSO IngenioOtto CastroAún no hay calificaciones
- Quimica BasicaDocumento158 páginasQuimica BasicaSol UcionesAún no hay calificaciones
- Trabajo Grupo 2 Movimientos de Aire en El Cilindro.Documento28 páginasTrabajo Grupo 2 Movimientos de Aire en El Cilindro.Voltron CorsonAún no hay calificaciones
- Convertidor Catalítico (Catalizador)Documento9 páginasConvertidor Catalítico (Catalizador)HexxeN1Aún no hay calificaciones
- Gases en Minería SubterráneaDocumento16 páginasGases en Minería SubterráneaRichi CL100% (1)
- Tarea Semana 8 - Versión 3Documento2 páginasTarea Semana 8 - Versión 3Rubén Márquez0% (1)
- Grupo 5 - Plan de Manejo AmbientalDocumento17 páginasGrupo 5 - Plan de Manejo AmbientalJean Carlos Hervias AdvinculaAún no hay calificaciones
- HDS Cemento BulldogDocumento4 páginasHDS Cemento BulldogEstefany gomezAún no hay calificaciones
- Certif. de Op. Celfer MacDocumento1 páginaCertif. de Op. Celfer MacErnesto AllenAún no hay calificaciones
- HDS Galvanizado - en - Frio - (Es)Documento5 páginasHDS Galvanizado - en - Frio - (Es)victor garrido robledoAún no hay calificaciones
- Informe 1Documento4 páginasInforme 1KAROL NATALY MOJICA LEMUSAún no hay calificaciones
- Tema 4.balance ElementalDocumento36 páginasTema 4.balance ElementalWilsonAún no hay calificaciones
- Tema 05. Incendios de VegetacionDocumento30 páginasTema 05. Incendios de Vegetacionjalavom887Aún no hay calificaciones
- 5) 6.2 TermoquimicaDocumento9 páginas5) 6.2 TermoquimicamarianomcasellaAún no hay calificaciones
- Bombas Calorimétrica de JunkerDocumento8 páginasBombas Calorimétrica de JunkervictorAún no hay calificaciones
- Hoja de Seguridad de MaterialesDocumento3 páginasHoja de Seguridad de MaterialesLupita RuvalcabaAún no hay calificaciones
- MetanoDocumento4 páginasMetanoXavier RamirezAún no hay calificaciones
- Tecnología de La CombustionDocumento19 páginasTecnología de La CombustionDaniel AguilarAún no hay calificaciones
- Fijo Uns MaterialesDocumento138 páginasFijo Uns MaterialesJimmy Darwin Gonzales CasanaAún no hay calificaciones
- Determination of Particulate Matter Emission From Stationary SourcesDocumento43 páginasDetermination of Particulate Matter Emission From Stationary SourcesJuan Carlos Ramirez A.Aún no hay calificaciones
- Grasa MultipropositoDocumento6 páginasGrasa MultipropositoDaniel M PuertoAún no hay calificaciones
- Tipos y Fuentes de Contaminantes AtmosféricosDocumento8 páginasTipos y Fuentes de Contaminantes AtmosféricosEduardo BalboaAún no hay calificaciones
- Pase de Examen - Preguntas - Laura Sofia Gomez Pulido - 5CDocumento5 páginasPase de Examen - Preguntas - Laura Sofia Gomez Pulido - 5CSofia Gomez PulidoAún no hay calificaciones