También podría gustarte
- CASO PRACTICO ImportacionDocumento4 páginasCASO PRACTICO Importacionramirez_cruz100% (1)
- UF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoDe EverandUF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoAún no hay calificaciones
- Introduccion A La TanatologiaDocumento30 páginasIntroduccion A La TanatologiaAna Tisnado71% (7)
- UF1129 - Costes de los procesos de mecanizadoDe EverandUF1129 - Costes de los procesos de mecanizadoAún no hay calificaciones
- Controladores de TemperaturaDocumento32 páginasControladores de Temperaturas_q_dAún no hay calificaciones
- UF1125 - Técnicas de programación en fabricación mecánicaDe EverandUF1125 - Técnicas de programación en fabricación mecánicaAún no hay calificaciones
- Grupos Etnicos de TabascoDocumento7 páginasGrupos Etnicos de TabascoHenry Ramos0% (1)
- Analisis de La Economia Circular en La Cadena de SuministroDocumento52 páginasAnalisis de La Economia Circular en La Cadena de Suministrojroyal692974Aún no hay calificaciones
- Ingeniería de Estándares de TrabajoDocumento15 páginasIngeniería de Estándares de TrabajoYovani OlveraAún no hay calificaciones
- Guia Rapida E700Documento15 páginasGuia Rapida E700jroyal692974Aún no hay calificaciones
- Balanceo de LineasDocumento35 páginasBalanceo de LineasOMAR SANCHEZ GUEVARAAún no hay calificaciones
- Información Técnica. Schneider ElectricDocumento20 páginasInformación Técnica. Schneider Electricmarevalom100% (2)
- Sigma Control EspanolDocumento12 páginasSigma Control Espanoljroyal692974Aún no hay calificaciones
- Estudio Del TrabajoDocumento68 páginasEstudio Del TrabajoAlexander FernándezAún no hay calificaciones
- Introduccion A La Dinamica de Poblaciones de PecesDocumento87 páginasIntroduccion A La Dinamica de Poblaciones de Pecesrgavilanb91739Aún no hay calificaciones
- Diplomado en Lubricacion de Clase Mundial en Linea Nivel 2 PDFDocumento7 páginasDiplomado en Lubricacion de Clase Mundial en Linea Nivel 2 PDFjroyal692974Aún no hay calificaciones
- 11251-Texto Del Artículo-30791-2-10-20170406Documento9 páginas11251-Texto Del Artículo-30791-2-10-20170406Dumar NoscueAún no hay calificaciones
- Estudio de Movimientos 015Documento17 páginasEstudio de Movimientos 015Mafer GonzálezAún no hay calificaciones
- INGIN WA - Semana 3b - Mejora de MétodosDocumento38 páginasINGIN WA - Semana 3b - Mejora de MétodosAlexander Utrilla CuriAún no hay calificaciones
- Investigacion Estudio Del Trabajo PDFDocumento9 páginasInvestigacion Estudio Del Trabajo PDFMario SosaAún no hay calificaciones
- Instructivo - Balanceo de Lineas.......Documento15 páginasInstructivo - Balanceo de Lineas.......Lisseth GuadarramaAún no hay calificaciones
- Balanceo de LineaDocumento8 páginasBalanceo de LineaKENDRICK PALMA SOLORZANOAún no hay calificaciones
- Elementos Que Afectan El Nivel de Inventario en Proceso (WIP) PDFDocumento6 páginasElementos Que Afectan El Nivel de Inventario en Proceso (WIP) PDFCarlos FrutosAún no hay calificaciones
- 1.3 Importancia Del Tiempo Estandar.Documento14 páginas1.3 Importancia Del Tiempo Estandar.Vejero Hernández Abraham UlisesAún no hay calificaciones
- Aumento de ProductividadDocumento10 páginasAumento de ProductividadsaysworkAún no hay calificaciones
- Tiempo Estándar Equipo 1Documento24 páginasTiempo Estándar Equipo 1carolina martinezAún no hay calificaciones
- Balance de LíneaDocumento26 páginasBalance de LíneaRamiro VasquezAún no hay calificaciones
- TallerDocumento3 páginasTalleroscar toapantaAún no hay calificaciones
- S08.s2-Material - Balance de LíneaDocumento28 páginasS08.s2-Material - Balance de LíneaLUIS ALBERTO RONDOY CARHUAPOMAAún no hay calificaciones
- Ingenieria de Metodos IDocumento27 páginasIngenieria de Metodos IRE HMAún no hay calificaciones
- Unidad 3Documento29 páginasUnidad 3EfraiinWadeAún no hay calificaciones
- Estudio de Métodos y TiemposDocumento5 páginasEstudio de Métodos y Tiemposcarlos hernan morales riveraAún no hay calificaciones
- S11.s1 Material - Balance de Línea - Parte 1Documento28 páginasS11.s1 Material - Balance de Línea - Parte 1giovanni gutierrez barbieriAún no hay calificaciones
- Balanceo D LineasDocumento8 páginasBalanceo D LineasAlisson Estefania Cervantes AguileraAún no hay calificaciones
- Actividad Técnica de Optimización de ProcesosDocumento6 páginasActividad Técnica de Optimización de Procesosendels0zAún no hay calificaciones
- Práctica 5 DETERMINACION STDDocumento5 páginasPráctica 5 DETERMINACION STDLUIS RADAMES ATONDO LAGUNA0% (1)
- Resumen PlaneamientoDocumento93 páginasResumen PlaneamientoglurbyAún no hay calificaciones
- Resumen Estudio Del Trabajo Unidad 1Documento12 páginasResumen Estudio Del Trabajo Unidad 1heber polakAún no hay calificaciones
- Tiempos de Produccion EsquemaDocumento25 páginasTiempos de Produccion EsquemajessicaAún no hay calificaciones
- Jornada de Investigación Prof Carlos Chavarria 30 de Nov 2023Documento16 páginasJornada de Investigación Prof Carlos Chavarria 30 de Nov 2023Carlos ChavarriaAún no hay calificaciones
- Inv. Bibliografica Estudio Del Trabajo. Jose Santiago Verdejo OrtizDocumento4 páginasInv. Bibliografica Estudio Del Trabajo. Jose Santiago Verdejo OrtizEDER DE JESUS VILLEGAS IXTEPANAún no hay calificaciones
- BEDAUX UnlockedDocumento5 páginasBEDAUX UnlockedAnonymous pyNVFvvKv100% (1)
- Estandar de ProduccionDocumento10 páginasEstandar de ProduccionJeremias Andacaba VillafuerteAún no hay calificaciones
- SEM 1 Introduccion e Importancia de La Medicion Del TrabajoDocumento35 páginasSEM 1 Introduccion e Importancia de La Medicion Del TrabajoLeyla MateoAún no hay calificaciones
- Programacion de OperacionesDocumento19 páginasProgramacion de OperacionesBrayan Caceres BellidoAún no hay calificaciones
- Métodos y Estudio de Tiempos - ManualDocumento117 páginasMétodos y Estudio de Tiempos - ManualMery Mamani Medina67% (3)
- Sesion 1 M 1 ADocumento36 páginasSesion 1 M 1 ABilly SalvadorAún no hay calificaciones
- INDICEDocumento16 páginasINDICEBlan GarcíaAún no hay calificaciones
- Estudio Del TrabajoDocumento23 páginasEstudio Del TrabajoJavier ArceAún no hay calificaciones
- S5 - Ing. Metodos I 2023Documento40 páginasS5 - Ing. Metodos I 2023juan vargasAún no hay calificaciones
- Mantenimiento IndustrialDocumento89 páginasMantenimiento Industrial3646883Aún no hay calificaciones
- Laboratorio #8Documento7 páginasLaboratorio #8Aris CaballeroAún no hay calificaciones
- Practica 10.10Documento8 páginasPractica 10.10GUADALUPE JOSEFINA CASILLAS CAMPOSAún no hay calificaciones
- Práctica #3 Estudio de Tiempos y Movimientos Administracion PDFDocumento14 páginasPráctica #3 Estudio de Tiempos y Movimientos Administracion PDFYoharit Ulises Sandoval FloresAún no hay calificaciones
- 1.2 Metodología para Hacer El Estudio Del TrabajoDocumento7 páginas1.2 Metodología para Hacer El Estudio Del TrabajoJorge Lopez DominguezAún no hay calificaciones
- Tema 4. Estudio de TiemposDocumento6 páginasTema 4. Estudio de TiemposKarla Dariana Valenzuela VasquesAún no hay calificaciones
- 3.1 Conceptos Generales de Balanceo de LineasDocumento25 páginas3.1 Conceptos Generales de Balanceo de LineasJESUS ELIAS HERNANDEZ FLORESAún no hay calificaciones
- Ingeniería de Métodos y Su DefiniciónDocumento5 páginasIngeniería de Métodos y Su DefiniciónErin FreemanAún no hay calificaciones
- Act 3 Tema 3 ManDocumento5 páginasAct 3 Tema 3 ManPapeleria vatisAún no hay calificaciones
- 4.2 Métodos Estándares y Diseño de TrabajoDocumento5 páginas4.2 Métodos Estándares y Diseño de TrabajoOsvaldo LópezAún no hay calificaciones
- Practica Unidad 3 Balanceo de LíneasDocumento9 páginasPractica Unidad 3 Balanceo de LíneasNadia PeraltaAún no hay calificaciones
- ESTUDIO DEL TRABAJO... Reporte de VideosDocumento11 páginasESTUDIO DEL TRABAJO... Reporte de VideosJoerlin VelozAún no hay calificaciones
- Estudio Del TrabajoDocumento6 páginasEstudio Del TrabajoLuz HernandezAún no hay calificaciones
- Metodos y Tiempos El Estudio Del Trabajo para La Productividad Tema 1 PDFDocumento3 páginasMetodos y Tiempos El Estudio Del Trabajo para La Productividad Tema 1 PDFGerson Sanchez FiestaAún no hay calificaciones
- Estudio de TiemposDocumento30 páginasEstudio de TiemposLUISA MARIA MIRANDA MUÑOZAún no hay calificaciones
- Ingeniería de MétodosDocumento6 páginasIngeniería de Métodosjuancalosubiera2001Aún no hay calificaciones
- Objetivos de Los Tiempos de TrabajoDocumento21 páginasObjetivos de Los Tiempos de TrabajoWendy BonillaAún no hay calificaciones
- Tarea 2 Sistemas Produccion 2Documento4 páginasTarea 2 Sistemas Produccion 2Oscar BeltAún no hay calificaciones
- Balanceo de Linea MANUFACTURA ESBELTA - Articulo CientificoDocumento9 páginasBalanceo de Linea MANUFACTURA ESBELTA - Articulo CientificoJesus Wilber Davila TorresAún no hay calificaciones
- Sesión 03.1Documento44 páginasSesión 03.1Elia NoriegaAún no hay calificaciones
- Informacion Tecnica Alambres y Cintas NiCromeDocumento3 páginasInformacion Tecnica Alambres y Cintas NiCromeJuan CarAún no hay calificaciones
- Informacion Tecnica Alambres y Cintas NiCromeDocumento3 páginasInformacion Tecnica Alambres y Cintas NiCromeJuan CarAún no hay calificaciones
- Informacion Tecnica Alambres y Cintas NiCromeDocumento3 páginasInformacion Tecnica Alambres y Cintas NiCromeJuan CarAún no hay calificaciones
- Curso Twincat PLC en IntegraDocumento4 páginasCurso Twincat PLC en Integrajroyal692974100% (1)
- Curso Twincat NC PTP en IntegraDocumento4 páginasCurso Twincat NC PTP en Integrajroyal692974Aún no hay calificaciones
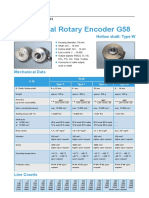
- Incremental Rotary Encoder G58: Shaft: Type S / L / H Hollow Shaft: Type WDocumento6 páginasIncremental Rotary Encoder G58: Shaft: Type S / L / H Hollow Shaft: Type Wjroyal692974Aún no hay calificaciones
- PP Control Optimo 2Documento374 páginasPP Control Optimo 2jroyal692974Aún no hay calificaciones
- GuiaGX DEV 8.12 PDFDocumento50 páginasGuiaGX DEV 8.12 PDFjroyal692974Aún no hay calificaciones
- ImportanteDocumento9 páginasImportantejroyal692974Aún no hay calificaciones
- I Pca g3 ManualDocumento8 páginasI Pca g3 Manualjroyal6929740% (1)
- Catalogo Ypc 2016Documento71 páginasCatalogo Ypc 2016jroyal692974Aún no hay calificaciones
- ChocoDocumento8 páginasChocowilliam Capera LoaizaAún no hay calificaciones
- Practicas SKFDocumento12 páginasPracticas SKFTec.Ing. Jose Bula Z.Aún no hay calificaciones
- Agentes Biológicos OcupacionalesDocumento10 páginasAgentes Biológicos OcupacionalesKardasian KatAún no hay calificaciones
- Grupo 4.Documento9 páginasGrupo 4.Jhonel Tapia ortegaAún no hay calificaciones
- Práctica 5. Inducción ElectromagnéticaDocumento18 páginasPráctica 5. Inducción ElectromagnéticaKarii RamirezAún no hay calificaciones
- Est V6 Nue3Documento51 páginasEst V6 Nue3Rafael Nieto FernándezAún no hay calificaciones
- CPAP Ventilacion Mecanica y OxigenoterapiaDocumento13 páginasCPAP Ventilacion Mecanica y OxigenoterapiaSANCHEZ CONDORI DAN-ELAún no hay calificaciones
- HSL 3Documento6 páginasHSL 3JesusAún no hay calificaciones
- A 01Documento83 páginasA 01Max CesAún no hay calificaciones
- ASIGNACIÓN# 9 PUERTO ALMIRANTE - Iovana LeslieDocumento13 páginasASIGNACIÓN# 9 PUERTO ALMIRANTE - Iovana Leslieiovana leslieAún no hay calificaciones
- Fisica Final PDFDocumento19 páginasFisica Final PDFVladimir Huapaya ChavezAún no hay calificaciones
- Reglas de Seguridad para Trabajos Seguros: Seguridad Y Salud OcupacionalDocumento3 páginasReglas de Seguridad para Trabajos Seguros: Seguridad Y Salud OcupacionalAnderson Jean Pierre Tomas ChavezAún no hay calificaciones
- Donoso Jose Atomo Verde Numero CincoDocumento42 páginasDonoso Jose Atomo Verde Numero CincoJuan FrancoAún no hay calificaciones
- Cantidades Captacion Cristo ReyDocumento1 páginaCantidades Captacion Cristo ReyPaola Espitia OsorioAún no hay calificaciones
- Magíster en NeuroaprendizajeDocumento2 páginasMagíster en NeuroaprendizajejazcintotaAún no hay calificaciones
- Modelos de DistribuciónDocumento14 páginasModelos de Distribuciónodiaz2898 diazAún no hay calificaciones
- Reacciones de Identificacion de CarbohidratoDocumento13 páginasReacciones de Identificacion de CarbohidratoEDUARDO BERMEOAún no hay calificaciones
- AcodoDocumento4 páginasAcodoErwing De La CruzAún no hay calificaciones
- Métodos de Tinción y TerminosDocumento2 páginasMétodos de Tinción y Terminoslaura rangelAún no hay calificaciones
- Interrupciones y Fusibles MicrocontroladoresDocumento28 páginasInterrupciones y Fusibles MicrocontroladoresEdwin GavilanezAún no hay calificaciones
- Problemas de CaceresDocumento21 páginasProblemas de CaceresMelany Naomi Echenique DoloresAún no hay calificaciones
- ARTEFACTOSDocumento6 páginasARTEFACTOSjulio cesarAún no hay calificaciones
- Resistencia QuimicaDocumento16 páginasResistencia QuimicaLeonardo Castellanos CardonaAún no hay calificaciones
- Manejo Cordero Supremo PDFDocumento12 páginasManejo Cordero Supremo PDFmagloria77100% (2)
- Informe de Laboratorio MicroscopioDocumento3 páginasInforme de Laboratorio MicroscopioangieAún no hay calificaciones