También podría gustarte
- Procesos de Formado y Recubrimiento de MetalesDocumento22 páginasProcesos de Formado y Recubrimiento de MetalesArturo ZacariasAún no hay calificaciones
- Practica 3Documento12 páginasPractica 3Walter Silva100% (1)
- Protocolo de Seguridad en Talleres de Fundicion Metalisteria y Motores.Documento52 páginasProtocolo de Seguridad en Talleres de Fundicion Metalisteria y Motores.yessdey naylea carhuachin condorAún no hay calificaciones
- Cotización de Instalacion de Postes PetrusDocumento2 páginasCotización de Instalacion de Postes PetrusGrecia Marquez Bravo100% (2)
- Informe Practica de FundicionDocumento23 páginasInforme Practica de Fundicionnicolas londoñoAún no hay calificaciones
- Procesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaDe EverandProcesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaAún no hay calificaciones
- Procesamiento de Ceramicas y CermetsDocumento31 páginasProcesamiento de Ceramicas y CermetsErick VillarrealAún no hay calificaciones
- Forja Manual IsotermicaDocumento3 páginasForja Manual IsotermicaJuan Pablo Perez100% (1)
- Formado de Materiales 1.1Documento20 páginasFormado de Materiales 1.1Diana LópezAún no hay calificaciones
- 2 Modeo Con ArenaDocumento22 páginas2 Modeo Con Arenaalejo_1620029170Aún no hay calificaciones
- Forja de MaterialesDocumento26 páginasForja de MaterialesD'yanara Kasandra Guerra RiegaAún no hay calificaciones
- Informe Fundicion 1Documento7 páginasInforme Fundicion 1sf9715Aún no hay calificaciones
- FORJADODocumento24 páginasFORJADOEduardoJCGAún no hay calificaciones
- ForjadoDocumento56 páginasForjadoAntonio Mijail Briceño LiñanAún no hay calificaciones
- Procesos de Conformado Sin Arranque de Viruta U. 4Documento10 páginasProcesos de Conformado Sin Arranque de Viruta U. 4Jorge VillalobosAún no hay calificaciones
- Sinterizado o PulvimetalurgiaDocumento17 páginasSinterizado o PulvimetalurgiaMiyey Gutierrez OrduzAún no hay calificaciones
- Actividad Fundamental 2. Cerámica Avanzada y SinterizaciónDocumento120 páginasActividad Fundamental 2. Cerámica Avanzada y SinterizaciónarturoAún no hay calificaciones
- Tratamientos TermomecánicosDocumento13 páginasTratamientos TermomecánicosGonzález Ruiz Luis AngelAún no hay calificaciones
- Recuperación y RecristalizaciónDocumento7 páginasRecuperación y RecristalizaciónFelipeAndrésArriagadaMartínezAún no hay calificaciones
- Briquetizacion y PeletizacionDocumento16 páginasBriquetizacion y PeletizacionYamile LopezAún no hay calificaciones
- Normalizado y Recocido - Grupo 3 PDFDocumento16 páginasNormalizado y Recocido - Grupo 3 PDFEdson Zurita CamposAún no hay calificaciones
- Conformación Por Fundición en Moldes de ArenaDocumento13 páginasConformación Por Fundición en Moldes de ArenaBitterJairSanchezOsorioAún no hay calificaciones
- REVENIDODocumento6 páginasREVENIDOMichel MadrigalAún no hay calificaciones
- Modelos y MoldesDocumento14 páginasModelos y MoldesrobertoAún no hay calificaciones
- Resumen - Metalurgia de PolvosDocumento3 páginasResumen - Metalurgia de PolvosRoger Antonio Pérez GonzálezAún no hay calificaciones
- Ensayo - Proceso de Fundicion en Espuma Perdida para La Fabricacion de AutopartesDocumento1 páginaEnsayo - Proceso de Fundicion en Espuma Perdida para La Fabricacion de AutopartesJuan Fernando Cano LarrotaAún no hay calificaciones
- Recubrimientos de ConversiónDocumento2 páginasRecubrimientos de ConversiónDEADPOOLAún no hay calificaciones
- Procesos de FundiciónDocumento70 páginasProcesos de FundiciónGeovanni NicasioAún no hay calificaciones
- Proceso de Embutido de MetalesDocumento1 páginaProceso de Embutido de Metalesdavid_valdez_83Aún no hay calificaciones
- S2BT7 Materiales Ceramicos UTNDocumento26 páginasS2BT7 Materiales Ceramicos UTNJavoLorenzoAún no hay calificaciones
- Informe NiquelDocumento19 páginasInforme NiquelLucia TenorioAún no hay calificaciones
- Final 3 Ensayo de ArenaDocumento20 páginasFinal 3 Ensayo de ArenaAlfredo BellidoAún no hay calificaciones
- Definición, Clasificación y Composición de La Cerámica 14 de Mayo 2020Documento28 páginasDefinición, Clasificación y Composición de La Cerámica 14 de Mayo 2020DANIEL Via Z.Aún no hay calificaciones
- Fundición Por VacioDocumento16 páginasFundición Por VacioIvan Ortiz100% (1)
- Selección de Materiales y Procesos de Manufactura en InnovaciónDocumento29 páginasSelección de Materiales y Procesos de Manufactura en InnovaciónPirulito PinpinAún no hay calificaciones
- ExtrusiónDocumento34 páginasExtrusiónAnay Corttéz100% (1)
- LAB 08.docx AlexandraDocumento19 páginasLAB 08.docx Alexandrapaolaescobar81Aún no hay calificaciones
- Fibra de VidrioDocumento20 páginasFibra de VidrioHumberto Pucho ChinoAún no hay calificaciones
- Proceso de Manufactura Del HierroDocumento14 páginasProceso de Manufactura Del HierroDrake Alexis Pizarro Baldeon0% (1)
- PlasticosDocumento17 páginasPlasticosjoseandresmerele100% (1)
- Procesos de Fundicion Autoguardado 1Documento73 páginasProcesos de Fundicion Autoguardado 1daniel ramosAún no hay calificaciones
- Manufactura Fundicion en ArenaDocumento7 páginasManufactura Fundicion en ArenaJuber Gonzales PradoAún no hay calificaciones
- Machos o NoyosDocumento4 páginasMachos o NoyosMiguel Sánchez MartínAún no hay calificaciones
- Tipos de MoldeoDocumento58 páginasTipos de MoldeoMichael Vera OrellanaAún no hay calificaciones
- Procesos de Ensamble No Permanentes SemiDocumento25 páginasProcesos de Ensamble No Permanentes SemiDulce Lucía Lara GarcíaAún no hay calificaciones
- Cuestionario 02Documento31 páginasCuestionario 02michael arucutipa100% (1)
- Planteamiento Del ProblemaDocumento4 páginasPlanteamiento Del ProblemaFREDY ALEJANDRO GALLEGOS VELASQUEZAún no hay calificaciones
- Cuestionario 7 Maq. No Tradicional. Salas GutierrezDocumento4 páginasCuestionario 7 Maq. No Tradicional. Salas GutierrezCAROLINA ARISDEY SALAS GUTIERREZAún no hay calificaciones
- La CementacionDocumento33 páginasLa CementacionDarcyAún no hay calificaciones
- Tratamiento Térmico de RecocidoDocumento5 páginasTratamiento Térmico de Recocidoclen23Aún no hay calificaciones
- Tratamiento Térmico de RecocidoDocumento21 páginasTratamiento Térmico de RecocidoAndrea Rodríguez AmayaAún no hay calificaciones
- Tratamientos Térmicos Del AceroDocumento11 páginasTratamientos Térmicos Del AceroAbel Chavez Cervantes100% (2)
- Procesos Sin Arranque de VirutaDocumento9 páginasProcesos Sin Arranque de VirutaEdgar Martinez100% (1)
- Diagrama de Equilibrio Fe-CDocumento7 páginasDiagrama de Equilibrio Fe-CCarlosAlfredoSoriaAún no hay calificaciones
- Tipos de MoldesDocumento5 páginasTipos de MoldesNavarro ChavaAún no hay calificaciones
- PavonadoDocumento29 páginasPavonadoJeisson100% (1)
- Proceso de TrefiladoDocumento4 páginasProceso de TrefiladoOmar CordovaAún no hay calificaciones
- Laboratorio 4 Moldeo Por TermoformadoDocumento33 páginasLaboratorio 4 Moldeo Por TermoformadoRafael QuevedoAún no hay calificaciones
- Fundicion PDFDocumento53 páginasFundicion PDFsiul7894Aún no hay calificaciones
- Procesos de FabricacionDocumento11 páginasProcesos de FabricacionAmayrani CarmonaAún no hay calificaciones
- Informe # 4. Fundicion AlDocumento10 páginasInforme # 4. Fundicion AlPepiuris100% (1)
- 1er Informe-Moldeo 2020-1 CONDORIDocumento31 páginas1er Informe-Moldeo 2020-1 CONDORITony SctAún no hay calificaciones
- Concentracion en Medios DensosDocumento12 páginasConcentracion en Medios Densosyessdey naylea carhuachin condorAún no hay calificaciones
- Almacenamiento y RegulacionDocumento8 páginasAlmacenamiento y Regulacionyessdey naylea carhuachin condorAún no hay calificaciones
- Modulo de Diseño de PlantasDocumento229 páginasModulo de Diseño de Plantasyessdey naylea carhuachin condor100% (1)
- Separacion en-JIGDocumento21 páginasSeparacion en-JIGyessdey naylea carhuachin condorAún no hay calificaciones
- Informe 08 - Eficiencia Del Cedazo Vibratorio y Balance de Materia.Documento15 páginasInforme 08 - Eficiencia Del Cedazo Vibratorio y Balance de Materia.yessdey naylea carhuachin condorAún no hay calificaciones
- Informe 02 - Reconocimiento de Equipos y Instrumentios Del LaboratorioDocumento22 páginasInforme 02 - Reconocimiento de Equipos y Instrumentios Del Laboratorioyessdey naylea carhuachin condorAún no hay calificaciones
- Protocolo de Seguridad en FundicionDocumento51 páginasProtocolo de Seguridad en Fundicionyessdey naylea carhuachin condor100% (1)
- Preparacionde Solucion Estardar PatronDocumento6 páginasPreparacionde Solucion Estardar Patronyessdey naylea carhuachin condorAún no hay calificaciones
- Monografia Del Proceso de Sinterización de PlomoDocumento30 páginasMonografia Del Proceso de Sinterización de Plomoyessdey naylea carhuachin condor100% (1)
- MoldeDocumento8 páginasMoldeyessdey naylea carhuachin condorAún no hay calificaciones
- Trabajo de Hidro 2Documento32 páginasTrabajo de Hidro 2yessdey naylea carhuachin condorAún no hay calificaciones
- Trabajo de Hidro 2Documento32 páginasTrabajo de Hidro 2yessdey naylea carhuachin condorAún no hay calificaciones
- Infografia Del EstructuralismoDocumento1 páginaInfografia Del Estructuralismoyessdey naylea carhuachin condor75% (8)
- Ultimo Trabajo de TermoDocumento21 páginasUltimo Trabajo de Termoyessdey naylea carhuachin condorAún no hay calificaciones
- Técnicas de Crecimiento de Cristales 2Documento16 páginasTécnicas de Crecimiento de Cristales 2yessdey naylea carhuachin condorAún no hay calificaciones
- VII LATINOMETALURGIA CONGRESO INTERNACIONAL EN CUSCO-PERU: Libro de Ponencias y ResúmenesDocumento378 páginasVII LATINOMETALURGIA CONGRESO INTERNACIONAL EN CUSCO-PERU: Libro de Ponencias y ResúmenesSonia Luz Bermudez Lozano100% (3)
- Construcción Del Diagrama de Pourbaix Con El HSCDocumento10 páginasConstrucción Del Diagrama de Pourbaix Con El HSCyessdey naylea carhuachin condorAún no hay calificaciones
- Expo de La CelestinaDocumento18 páginasExpo de La Celestinayessdey naylea carhuachin condorAún no hay calificaciones
- Teoría Zarandas VibratoriasDocumento13 páginasTeoría Zarandas VibratoriasRafael Cueto100% (5)
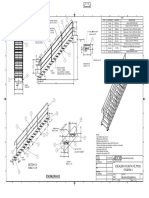
- Plano Escalera 01Documento1 páginaPlano Escalera 01Eco construccionesAún no hay calificaciones
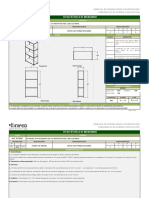
- Pm2-Catalogo de ConceptosDocumento1 páginaPm2-Catalogo de ConceptosDany :vAún no hay calificaciones
- BiomaterialesDocumento12 páginasBiomaterialesERnesto VlbAún no hay calificaciones
- Analisis de P.U.Documento18 páginasAnalisis de P.U.Edwin Roberto Molina RamirezAún no hay calificaciones
- NEUMATICADocumento9 páginasNEUMATICACristianAún no hay calificaciones
- G7 Bloque y Espuma de PoliuretanoDocumento17 páginasG7 Bloque y Espuma de PoliuretanoCarlosAún no hay calificaciones
- Ficha Técnica de MobiliarioDocumento316 páginasFicha Técnica de MobiliarioTapia RendonAún no hay calificaciones
- Especificicaciones Tecnicas Estructuras Bloque 3Documento24 páginasEspecificicaciones Tecnicas Estructuras Bloque 3Carito LopezAún no hay calificaciones
- Definiciones y Usos PolimerosDocumento5 páginasDefiniciones y Usos PolimerosMarcela KiewekAún no hay calificaciones
- Casasano CotDocumento6 páginasCasasano CotgrsolutionsmxAún no hay calificaciones
- El Acero en La Ingeniería Civil (Autoguardado)Documento22 páginasEl Acero en La Ingeniería Civil (Autoguardado)david.daley.davidAún no hay calificaciones
- Chema Junta Flexible de PoliuretanoDocumento2 páginasChema Junta Flexible de Poliuretanoic_fbt1Aún no hay calificaciones
- Pernos de Anclaje, Placas D Anclaje y Aisladores de VibraciónDocumento6 páginasPernos de Anclaje, Placas D Anclaje y Aisladores de VibraciónVicente Gavidia QAún no hay calificaciones
- PE-AM17-GP030-GEN-D011 - Rev 0Documento28 páginasPE-AM17-GP030-GEN-D011 - Rev 0Ingenieria CivilAún no hay calificaciones
- Pre SupuestoDocumento4 páginasPre SupuestoJohn Lenin Taipe HancoAún no hay calificaciones
- Especificaciones Poyacc2Documento206 páginasEspecificaciones Poyacc2Linneo Ortega Machaca100% (1)
- EMPAQUESDocumento15 páginasEMPAQUESJulieth jaimeAún no hay calificaciones
- Certificado de Conformidad TécnicaDocumento5 páginasCertificado de Conformidad TécnicaWilder Javier Lavado EnriquezAún no hay calificaciones
- Informe Final de EscalerasDocumento40 páginasInforme Final de EscalerasDavid Alva berceraAún no hay calificaciones
- Modulo 2 - Soldadura de Cobre PDFDocumento35 páginasModulo 2 - Soldadura de Cobre PDFSantiago Cruzado0% (1)
- DMC-Belzona 5811 - Ficha ProductoDocumento2 páginasDMC-Belzona 5811 - Ficha ProductowilliamAún no hay calificaciones
- Ampliación Ancap MinasDocumento38 páginasAmpliación Ancap Minasricardogonzalez6070Aún no hay calificaciones
- Calculo MuroDocumento4 páginasCalculo MuroJhon HulkAún no hay calificaciones
- Marcas: Item DescripcionDocumento65 páginasMarcas: Item Descripcionआपणकधीचविसरूब्रिजिटAún no hay calificaciones
- Catalogo de RacoresDocumento15 páginasCatalogo de RacoresJesus Lopez MoscosoAún no hay calificaciones
- EXAMEN II Fundición IIDocumento6 páginasEXAMEN II Fundición IIJosep Brayan Loza MezaAún no hay calificaciones
- Normas en Soldadura API-AWS-ASMEDocumento3 páginasNormas en Soldadura API-AWS-ASMEjaime quinteroAún no hay calificaciones
- PuzolanaDocumento14 páginasPuzolanaAnonymous PaGNgfAún no hay calificaciones
- Soldadura IndustrialDocumento120 páginasSoldadura IndustrialRamon Romerales AndradeAún no hay calificaciones