También podría gustarte
- S1 - Confecciones MiguelitoDocumento3 páginasS1 - Confecciones MiguelitoDiego Verdi CabelAún no hay calificaciones
- Informe Simpro FinalDocumento10 páginasInforme Simpro FinalJuan García Alvarez0% (1)
- San Jacinto Dto Grupo 1Documento4 páginasSan Jacinto Dto Grupo 1Jhonny Frann Huerta CarrascoAún no hay calificaciones
- Gastos No DeduciblesDocumento28 páginasGastos No DeduciblesKatherine S. HidalgoAún no hay calificaciones
- Grupo 4 ALICORPDocumento21 páginasGrupo 4 ALICORPCARLOS SIWUE PACHECO BOLAÑOSAún no hay calificaciones
- Caso N 2 Criticidad CENTRUMDocumento11 páginasCaso N 2 Criticidad CENTRUMAlberto QuevedoAún no hay calificaciones
- 4P MarketingDocumento15 páginas4P MarketingMosqueiraFloresMaluAún no hay calificaciones
- Decisiones SimproDocumento8 páginasDecisiones SimproerikaAún no hay calificaciones
- REPORTE DE SIMLUADOR TEMPOMATIC Grupo 1Documento6 páginasREPORTE DE SIMLUADOR TEMPOMATIC Grupo 1Ever PadillaAún no hay calificaciones
- Simdef - Decisión 3Documento25 páginasSimdef - Decisión 3Polt SilvaAún no hay calificaciones
- SESIÓN 2 - Gestión Táctica de OperacionesDocumento44 páginasSESIÓN 2 - Gestión Táctica de OperacionesJohan BryanAún no hay calificaciones
- T4 CapstoneDocumento32 páginasT4 CapstoneCristhoffer CgAún no hay calificaciones
- ForoDocumento3 páginasForojohan sebastian cardenas100% (1)
- Leasing en MypesDocumento7 páginasLeasing en MypesMauricio Torres ArteagaAún no hay calificaciones
- Labsag Brochure Simpro PDFDocumento28 páginasLabsag Brochure Simpro PDFluis saavedraAún no hay calificaciones
- Plan AgregadoDocumento20 páginasPlan Agregadoitaloyz87Aún no hay calificaciones
- Producto PDFDocumento100 páginasProducto PDFMiguel AlvarezAún no hay calificaciones
- Informe SimproDocumento5 páginasInforme SimproBrian Alejandro García LozadaAún no hay calificaciones
- Evaluación T1 - Proyectos de Inversión - 2664Documento9 páginasEvaluación T1 - Proyectos de Inversión - 2664chocotitoduroAún no hay calificaciones
- Laboratorio 1 - Cerveza ArtesanalDocumento19 páginasLaboratorio 1 - Cerveza ArtesanalRoger Vera TinocoAún no hay calificaciones
- Primer Avance ProductoDocumento8 páginasPrimer Avance ProductoLion Quispe NuñoncaAún no hay calificaciones
- SIMPRODocumento23 páginasSIMPROIngrid Janeth Rojas LizardoAún no hay calificaciones
- Plan de Marketing de La Empresa UniDocumento23 páginasPlan de Marketing de La Empresa UniWilmer De la cruz PaucarAún no hay calificaciones
- Informe Simpro - Getao - Firma 8Documento9 páginasInforme Simpro - Getao - Firma 8Anonymous xI0WZXxyjr100% (2)
- Simpro Trabajo OriginalDocumento20 páginasSimpro Trabajo OriginalCelia Yanac GarbozoAún no hay calificaciones
- SimproDocumento14 páginasSimproAlex Tupâcyupąnqui JâénAún no hay calificaciones
- Caso 2 - Los Cinco Fracasos ComercialesDocumento25 páginasCaso 2 - Los Cinco Fracasos ComercialesANA LUCIA OJEDA HERRERAAún no hay calificaciones
- TC1 - Gestion Estrategica de OperacionesDocumento13 páginasTC1 - Gestion Estrategica de OperacionesRicardo MAún no hay calificaciones
- Ym PlasticsDocumento22 páginasYm PlasticsClaudia Karim CSAún no hay calificaciones
- Sector Azucarero Del PerúDocumento19 páginasSector Azucarero Del PerúIngrid Flores Canales100% (1)
- Informe Juego de La BolsaDocumento3 páginasInforme Juego de La BolsaKarem Carazas0% (2)
- Planem FinalDocumento44 páginasPlanem FinalDiego AlvaradoAún no hay calificaciones
- Mde 1718Documento87 páginasMde 1718Carlos Martín Medina TáberAún no hay calificaciones
- Guia 7 Factor Material MaquinariaDocumento6 páginasGuia 7 Factor Material MaquinariaEdgar Raul Chambizea FloresAún no hay calificaciones
- Presentacion Final Del Informe de GETAO-Grupo 6Documento35 páginasPresentacion Final Del Informe de GETAO-Grupo 6Bryan Mendez PechoAún no hay calificaciones
- Otac - Clase 09.grupo02Documento16 páginasOtac - Clase 09.grupo02Sara Fiorella Horna de la CruzAún no hay calificaciones
- AlcachofaDocumento156 páginasAlcachofaJulio César Portocarrero GarcíaAún no hay calificaciones
- Final Estudio Del Trabajo MebolDocumento32 páginasFinal Estudio Del Trabajo MebolRUBEN ALEJANDRO RUIZ SAAVEDRAAún no hay calificaciones
- TC1 Gcda Maysundo KDocumento15 páginasTC1 Gcda Maysundo KKaren Daniela100% (1)
- Informe Octava Decisión Del Simulador Tenpomatic1Documento7 páginasInforme Octava Decisión Del Simulador Tenpomatic1andymartiinezAún no hay calificaciones
- Informe Final Markestrated Firma 5Documento6 páginasInforme Final Markestrated Firma 5Leslie Noemy Carrasco GuerraAún no hay calificaciones
- Los Acuerdos de Cooperación EstratégicosDocumento4 páginasLos Acuerdos de Cooperación EstratégicosnestorAún no hay calificaciones
- Textil Chavin SacDocumento6 páginasTextil Chavin SacKassandra AguilarAún no hay calificaciones
- Justo A TiempoDocumento26 páginasJusto A Tiempoelber527Aún no hay calificaciones
- Citricos PeruanosDocumento37 páginasCitricos PeruanosAnonymous dliDzKRAún no hay calificaciones
- Presupuesto Industrial Del Aceite de PaltaDocumento13 páginasPresupuesto Industrial Del Aceite de PaltaMoisés Oscar García ZapataAún no hay calificaciones
- Talleres Logistica Fase 1Documento14 páginasTalleres Logistica Fase 1jasmin choqueAún no hay calificaciones
- TrabajoFinal GestiónyDirecciónDeEmpresas TempomaticDocumento18 páginasTrabajoFinal GestiónyDirecciónDeEmpresas TempomaticAydee Marisol Huaman BordaAún no hay calificaciones
- Parcial 2-Prouccion Ii-2020 - 1 Noc PDFDocumento1 páginaParcial 2-Prouccion Ii-2020 - 1 Noc PDFLucho DavilaAún no hay calificaciones
- Navatrabajo Final de Oportinida Capi 2Documento25 páginasNavatrabajo Final de Oportinida Capi 2Frank Orbegozo100% (1)
- Plan de Marketing - EsquemaDocumento4 páginasPlan de Marketing - EsquemaCelinda AbantoAún no hay calificaciones
- Caso 01 Thomas ManufacturingDocumento8 páginasCaso 01 Thomas ManufacturingRoger Rodriguez EspinozaAún no hay calificaciones
- Práctica 8 Gutierrez PachecoDocumento5 páginasPráctica 8 Gutierrez PachecoAntony Diego Atauje PachecoAún no hay calificaciones
- Bimbo Primer ParcialDocumento29 páginasBimbo Primer ParcialEden Hard Core100% (1)
- Estudio de Mercado para La Producción de Un Snack A Base de Arracacha para La Empresa Frito LayDocumento4 páginasEstudio de Mercado para La Producción de Un Snack A Base de Arracacha para La Empresa Frito LayPELICULAS LAS GEMELASAún no hay calificaciones
- Organizaciones Protectoras de La Naturaleza Creadas Durante La Primera Mitad Del Siglo XXDocumento6 páginasOrganizaciones Protectoras de La Naturaleza Creadas Durante La Primera Mitad Del Siglo XXJuan JaraAún no hay calificaciones
- TÁCTICA - Solución Examen T1Documento20 páginasTÁCTICA - Solución Examen T1Erick RodriguezAún no hay calificaciones
- BACKUSDocumento24 páginasBACKUSKendall CL LopezAún no hay calificaciones
- Productividad Eficiencia EconomicaDocumento22 páginasProductividad Eficiencia EconomicaJorge Rubio100% (1)
- El Perú Está Calato - Carlos Ganoza y Andrea StiglichDocumento5 páginasEl Perú Está Calato - Carlos Ganoza y Andrea StiglichAna Lucia HuertasAún no hay calificaciones
- Trabajo Grupal N°1Documento22 páginasTrabajo Grupal N°1Aldemir Alex Ccente AroniAún no hay calificaciones
- Avance de Informe TQMDocumento20 páginasAvance de Informe TQMMIRIAM MEJIA DIAZAún no hay calificaciones
- Indicadores SSTDocumento26 páginasIndicadores SSTElias Villanueva BocanegraAún no hay calificaciones
- Simpro 15p 2Documento34 páginasSimpro 15p 2roggerz8Aún no hay calificaciones
- Simpro Firma 2Documento29 páginasSimpro Firma 2GHANDY ALLIZON RENGIFO CALVANAPONAún no hay calificaciones
- PROYECTODocumento21 páginasPROYECTOPolt SilvaAún no hay calificaciones
- Grupo 4 - SimdefDocumento100 páginasGrupo 4 - SimdefPolt SilvaAún no hay calificaciones
- Grupo 4 - DecisionesDocumento103 páginasGrupo 4 - DecisionesPolt SilvaAún no hay calificaciones
- Grupo 4 - SimdefDocumento8 páginasGrupo 4 - SimdefPolt SilvaAún no hay calificaciones
- Grupo 4 - SimdefDocumento9 páginasGrupo 4 - SimdefPolt SilvaAún no hay calificaciones
- Chile - Cerveza ArtesanalDocumento3 páginasChile - Cerveza ArtesanalPolt SilvaAún no hay calificaciones
- Analisis Oferta - DemandaDocumento5 páginasAnalisis Oferta - DemandaPolt SilvaAún no hay calificaciones
- Firma 4 - SimproDocumento57 páginasFirma 4 - SimproPolt SilvaAún no hay calificaciones
- Calculo de Costos Del Ejercicio 6 Con SeguroDocumento8 páginasCalculo de Costos Del Ejercicio 6 Con SeguroPolt SilvaAún no hay calificaciones
- LulitaDocumento4 páginasLulitaPolt Silva100% (1)
- Tarea de EstadisticaDocumento8 páginasTarea de EstadisticaPolt SilvaAún no hay calificaciones
- Prestaciones AccesoriasDocumento11 páginasPrestaciones AccesoriasJuan Carlos Rivera OreaAún no hay calificaciones
- Informe Final de Evaluacion Conv 61 1CDocumento21 páginasInforme Final de Evaluacion Conv 61 1CAdrian AyalaAún no hay calificaciones
- Trabajo Ganacia OcasionalDocumento11 páginasTrabajo Ganacia OcasionalAngiee GuelbrethAún no hay calificaciones
- Mercadotecnia 3Documento4 páginasMercadotecnia 3Edith SilverioAún no hay calificaciones
- Actividad Evaluativa 6 Procesos Administrativo 17 05 2023Documento9 páginasActividad Evaluativa 6 Procesos Administrativo 17 05 2023Ingris MedinaAún no hay calificaciones
- Para Uso Exclusivo de Matba Rofex S.ADocumento6 páginasPara Uso Exclusivo de Matba Rofex S.AMaximiliano A. SireraAún no hay calificaciones
- Guía Legislacion Laboral 4° MedioDocumento7 páginasGuía Legislacion Laboral 4° MedioCamila Alejandra Pérez VergaraAún no hay calificaciones
- s3 Hoja de Trabajo Gestion de CostosDocumento3 páginass3 Hoja de Trabajo Gestion de CostosRimarachin Contreras ShirleyAún no hay calificaciones
- Ejercicios T ConsumidorDocumento17 páginasEjercicios T ConsumidorEltito Sanjy100% (1)
- C18556 OcrDocumento23 páginasC18556 OcrJosé GameroAún no hay calificaciones
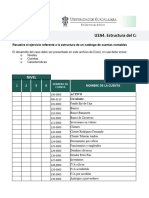
- U2A4. Estructura Del Catálogo de Cuentas: NivelDocumento8 páginasU2A4. Estructura Del Catálogo de Cuentas: Nivelclaudia.preciado2023Aún no hay calificaciones
- Con La Dolarización, Los Salarios Podrían Perder Más Del 85% de Poder AdquisitivoDocumento22 páginasCon La Dolarización, Los Salarios Podrían Perder Más Del 85% de Poder AdquisitivoConclusión TVAún no hay calificaciones
- Transporte Internacional de CargaDocumento5 páginasTransporte Internacional de CargaMichael AlejandroAún no hay calificaciones
- Plan EstrategicoDocumento39 páginasPlan EstrategicoFiorella Auris PacherreAún no hay calificaciones
- Trabajo Talento HumanoDocumento2 páginasTrabajo Talento HumanoalexanderAún no hay calificaciones
- Anexo Proyecto IntegradorDocumento6 páginasAnexo Proyecto IntegradorJARRINSON MANUEL FERNANDEZAún no hay calificaciones
- Clasificacion ArancelariaDocumento5 páginasClasificacion ArancelariaMateo HenaoAún no hay calificaciones
- Características de Un ProyectoDocumento13 páginasCaracterísticas de Un Proyectojuan carlos santamaria0% (1)
- Descripción y Análisis de Las Variables Externas e Internas (Macro y Micro Entorno) Que Afectan El Negocio - Guia - 4Documento16 páginasDescripción y Análisis de Las Variables Externas e Internas (Macro y Micro Entorno) Que Afectan El Negocio - Guia - 4jakeline velascoAún no hay calificaciones
- Eda 2 CC - SS - 4° 02Documento4 páginasEda 2 CC - SS - 4° 02Miguel SandovalAún no hay calificaciones
- Mapa Conceptual Contrato LaboralDocumento1 páginaMapa Conceptual Contrato Laboraljennifer silvaAún no hay calificaciones
- Evaluación SarlaftDocumento2 páginasEvaluación SarlaftGinita Escobar GavilanAún no hay calificaciones
- GESTION37Documento2 páginasGESTION37Valeria Ramos RealAún no hay calificaciones
- Matriz PestalDocumento11 páginasMatriz Pestalleidy johana Muñoz GutierrezAún no hay calificaciones
- Cuentas T y Partida DobleDocumento8 páginasCuentas T y Partida DobleMichelle Pastas VelezAún no hay calificaciones
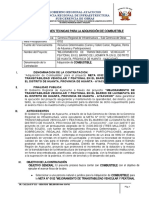
- Terminos de Referencia de PetroleoDocumento6 páginasTerminos de Referencia de PetroleoFernandez Quispe WincislaoAún no hay calificaciones