También podría gustarte
- Informe Final SimproDocumento53 páginasInforme Final SimproJose Ruiz100% (7)
- Simpro - Decisión 1 - OctavioDocumento8 páginasSimpro - Decisión 1 - OctavioOCTAVIO PEREZ GUADALUPEAún no hay calificaciones
- Simpro Firma 2Documento21 páginasSimpro Firma 2alexanderhar0% (1)
- Complemento UpnDocumento28 páginasComplemento UpnEdson Luis Egusquiza CordovaAún no hay calificaciones
- PTS-012 Agotamiento de Napas WellPointDocumento24 páginasPTS-012 Agotamiento de Napas WellPointJavier GonzálezAún no hay calificaciones
- Simpro 1Documento30 páginasSimpro 1Polt SilvaAún no hay calificaciones
- Simpro 15p 2Documento34 páginasSimpro 15p 2roggerz8Aún no hay calificaciones
- Simpro Decision 5Documento21 páginasSimpro Decision 5Solansh Arlet Ledezma PazAún no hay calificaciones
- Simpro-2DO PUESTODocumento17 páginasSimpro-2DO PUESTODario Ezequiel Estrada TrujilloAún no hay calificaciones
- Informe Final Simpro - CompressDocumento49 páginasInforme Final Simpro - CompressJesús CerezoAún no hay calificaciones
- Simpro 2Documento8 páginasSimpro 2Luis CondoriAún no hay calificaciones
- Desicion 2 Fin de CicloDocumento8 páginasDesicion 2 Fin de CicloNataniel TrujilloAún no hay calificaciones
- Ef - Microeconomia - Grupo 14Documento13 páginasEf - Microeconomia - Grupo 14Helen PérezAún no hay calificaciones
- Decision 2Documento6 páginasDecision 2Michael A MeloAún no hay calificaciones
- Simpro ExportDocumento14 páginasSimpro Exportleonel AldaveAún no hay calificaciones
- 1 y 2 MejoradaDocumento7 páginas1 y 2 MejoradaElementrixAún no hay calificaciones
- Decision 1Documento8 páginasDecision 1Monica OrtizAún no hay calificaciones
- Gupo3 Tarea7.3Documento14 páginasGupo3 Tarea7.3Mario Ordoñez ZalavarriaAún no hay calificaciones
- Simpro Lo Sigo DespuesDocumento10 páginasSimpro Lo Sigo DespuesMaykol EspírituAún no hay calificaciones
- A. Unidad 2 - TPM A Volquetes de Una MineraDocumento34 páginasA. Unidad 2 - TPM A Volquetes de Una MineraFernando Paez MendizabalAún no hay calificaciones
- TPM Aplicación Desde CeroDocumento35 páginasTPM Aplicación Desde CeroMoOn FloresAún no hay calificaciones
- POSIBLE Simpro3Documento9 páginasPOSIBLE Simpro3Krista Sorpresas y RegalosAún no hay calificaciones
- AnalisisDocumento7 páginasAnalisisGerman Enrique Quintero RuedaAún no hay calificaciones
- Grupo 7.clase 3455.simprocálculosDocumento99 páginasGrupo 7.clase 3455.simprocálculosJesus Burgos HuancaAún no hay calificaciones
- Simpro ExportDocumento9 páginasSimpro ExportGrover Aelxis Manay FiestasAún no hay calificaciones
- Decision 7Documento11 páginasDecision 7FRANCOAún no hay calificaciones
- Desicion 6Documento10 páginasDesicion 6Ines Martinez QuevedoAún no hay calificaciones
- Desicion 1Documento7 páginasDesicion 1Nataniel TrujilloAún no hay calificaciones
- Sesion 01 Simulador SimproDocumento54 páginasSesion 01 Simulador SimproArnaldoTrinidadMacedo100% (3)
- MPF - Entrenamiento Indicadores V9-2019Documento29 páginasMPF - Entrenamiento Indicadores V9-2019Brayan RubioAún no hay calificaciones
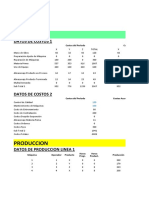
- Simpro Costos 2Documento16 páginasSimpro Costos 2Mary Castillo JimenezAún no hay calificaciones
- Tercera Desición SimproDocumento8 páginasTercera Desición SimproJose Luis GuerraAún no hay calificaciones
- 1era DecisiónDocumento13 páginas1era DecisiónBryan FunesAún no hay calificaciones
- SimproDocumento19 páginasSimproClever Cruz CuevaAún no hay calificaciones
- Jidoka y HeijunkaDocumento24 páginasJidoka y Heijunkapepepecas9Aún no hay calificaciones
- Decision 1Documento11 páginasDecision 1Alessandro Escobar SeverinoAún no hay calificaciones
- Kevin - SISTEMA LABSAG - SIMPRODocumento8 páginasKevin - SISTEMA LABSAG - SIMPROAstryd MeoñoAún no hay calificaciones
- SMEDDocumento37 páginasSMEDVic TorAún no hay calificaciones
- Grupo 02 - Desicion 01 Simpro IndividualDocumento35 páginasGrupo 02 - Desicion 01 Simpro IndividualIngridAún no hay calificaciones
- SIMPRODocumento6 páginasSIMPROLUIS ANGEL ARAUCO RAMOSAún no hay calificaciones
- Resultado Del Periodo - 6 1Documento6 páginasResultado Del Periodo - 6 1WILDER PÉREZTVAún no hay calificaciones
- Simpro Costos 2Documento41 páginasSimpro Costos 2Anthony MartinezAún no hay calificaciones
- Caso - Mejora Continua de Procesos PDFDocumento21 páginasCaso - Mejora Continua de Procesos PDFDeysi Lavado SotoAún no hay calificaciones
- Simulacro Envío Decisión + Plantilla Resultados SIMPRODocumento12 páginasSimulacro Envío Decisión + Plantilla Resultados SIMPROIsmael TaboraAún no hay calificaciones
- Trabajo FASE 2Documento11 páginasTrabajo FASE 2Julian Casallas S.Aún no hay calificaciones
- GESTIÓN DE STOCKS Y APROVISIONAMIENTOS Ejercicios 1-5Documento14 páginasGESTIÓN DE STOCKS Y APROVISIONAMIENTOS Ejercicios 1-5Walter Cantos MendezAún no hay calificaciones
- Gestión - Decisión 4Documento9 páginasGestión - Decisión 4gianellaAún no hay calificaciones
- POSIBLE Simpro5Documento11 páginasPOSIBLE Simpro5Krista Sorpresas y RegalosAún no hay calificaciones
- Decision 2Documento9 páginasDecision 2Joshe PerezAún no hay calificaciones
- EF MicroeconomiaDocumento13 páginasEF MicroeconomiaSalazarSolisIsaiAún no hay calificaciones
- 3era DecisiónDocumento13 páginas3era DecisiónBryan FunesAún no hay calificaciones
- Segunda Decisión, Día 3Documento17 páginasSegunda Decisión, Día 3Alvaro Rocha VasquezAún no hay calificaciones
- Presentación Gestión Confiabilidad 240123Documento13 páginasPresentación Gestión Confiabilidad 240123santiago celliAún no hay calificaciones
- Informe Final SimproDocumento22 páginasInforme Final SimproEstefani Katty Huamani MorocharaAún no hay calificaciones
- Curso de Mantenimiento 2Documento32 páginasCurso de Mantenimiento 2Olga Liliana Noriega AricaAún no hay calificaciones
- Simpro Grupo 5Documento114 páginasSimpro Grupo 5Jose Jose MonsalveAún no hay calificaciones
- Deivy Rick Meza Baquerizo - Informe - SimproDocumento19 páginasDeivy Rick Meza Baquerizo - Informe - SimproDeivy Rick Meza BaquerizoAún no hay calificaciones
- Simpro-Decision 3Documento19 páginasSimpro-Decision 3gianellaAún no hay calificaciones
- Firma 6 - PPT Simpro CostosDocumento30 páginasFirma 6 - PPT Simpro CostosAna Leyla YupanquiAún no hay calificaciones
- Simpro 2Documento21 páginasSimpro 2Luz Mery Yapo VilcaAún no hay calificaciones
- Presentacion Simpro 2010Documento50 páginasPresentacion Simpro 2010Edson Suasaca CcAún no hay calificaciones
- Simulación de sistemas discretos: Un enfoque industrialDe EverandSimulación de sistemas discretos: Un enfoque industrialCalificación: 4 de 5 estrellas4/5 (1)
- Pisos Alfa S.ADocumento1 páginaPisos Alfa S.AFernando Mejia MoralesAún no hay calificaciones
- Sintesis de 6-MetiltiouraciloDocumento3 páginasSintesis de 6-MetiltiouraciloKarenAún no hay calificaciones
- PUNTOS BONUS - Matemática Discreta 2022-10A TipeadoDocumento5 páginasPUNTOS BONUS - Matemática Discreta 2022-10A TipeadoJhon Congora QuispeAún no hay calificaciones
- La Reforma Agraria en BoliviaDocumento9 páginasLa Reforma Agraria en Boliviavanessa osinaga arancibia100% (3)
- Concepto de OrganizaciónDocumento6 páginasConcepto de OrganizaciónalfaguiAún no hay calificaciones
- Un Mundo FelizDocumento2 páginasUn Mundo FelizANDRÉS D. URBINAAún no hay calificaciones
- Protocolo NeuropsiDocumento5 páginasProtocolo Neuropsicarlos gutiAún no hay calificaciones
- Taller de PsicomotricidadDocumento148 páginasTaller de PsicomotricidadAstrid VillugasAún no hay calificaciones
- Ontogenia B. El Delicado Equilibrio Entre La Diversidad y La AutoinmundadDocumento12 páginasOntogenia B. El Delicado Equilibrio Entre La Diversidad y La AutoinmundadDiana GarcíaAún no hay calificaciones
- Fisioterapeuta Paciente PDFDocumento14 páginasFisioterapeuta Paciente PDFTrenoguin Zadorov100% (1)
- Informe de Viaje A ZuriteDocumento18 páginasInforme de Viaje A ZuriteAlexanderMejiaSecaAún no hay calificaciones
- Tarea - 3 - Modelado de Sistema Inalámbrico Con Nodos Sensor y ActuadorDocumento34 páginasTarea - 3 - Modelado de Sistema Inalámbrico Con Nodos Sensor y ActuadorLuisAún no hay calificaciones
- Practica No. 1 Permitividad Electrica VirtualDocumento4 páginasPractica No. 1 Permitividad Electrica VirtualcristinAún no hay calificaciones
- Dinamica de GrupoDocumento25 páginasDinamica de GrupoHeinzenover PerezAún no hay calificaciones
- VSM For The Lean OfficeDocumento292 páginasVSM For The Lean OfficeProcesos Brincolines MiguelinAún no hay calificaciones
- Sexting y GroomingDocumento9 páginasSexting y Groomingapi-260044673Aún no hay calificaciones
- (Final) Caracteristicas Del Arduino UNODocumento3 páginas(Final) Caracteristicas Del Arduino UNOLeo DávilaAún no hay calificaciones
- Manual MotortoolDocumento2 páginasManual MotortoolIvan RamirezAún no hay calificaciones
- 2020 N6 TP02 PDFDocumento6 páginas2020 N6 TP02 PDFPelis PAún no hay calificaciones
- 10 Ar Miliar Multipar y MultiternaDocumento5 páginas10 Ar Miliar Multipar y Multiternasarkiss01Aún no hay calificaciones
- Guía de Actividades y Rubrica de La Etapa 5 Evaluar e Interpretar El Impacto Del Análisis Del Ciclo de VidaDocumento10 páginasGuía de Actividades y Rubrica de La Etapa 5 Evaluar e Interpretar El Impacto Del Análisis Del Ciclo de VidaNorma Angela Diaz NavarroAún no hay calificaciones
- Cecoso. Conexiones Laborales.Documento5 páginasCecoso. Conexiones Laborales.Nelson JimenezAún no hay calificaciones
- Instalar MINERVA APP DISPOSITIVOS MOVILESDocumento23 páginasInstalar MINERVA APP DISPOSITIVOS MOVILESDario Guerrero SilvaAún no hay calificaciones
- García Canclini Néstor. La Dictadura Sanitaria Por El CoronavirusDocumento1 páginaGarcía Canclini Néstor. La Dictadura Sanitaria Por El CoronavirusAmeyalliAún no hay calificaciones
- Ahorra 80% en México DF CentroDocumento3 páginasAhorra 80% en México DF CentroCuenta Por CancelarAún no hay calificaciones
- Practicas de Laboratorio de Física 3º 4º 5º AñoDocumento6 páginasPracticas de Laboratorio de Física 3º 4º 5º AñogrediAún no hay calificaciones
- Proyecto 06Documento19 páginasProyecto 06Maria Ines Quispe SeminarioAún no hay calificaciones
- Anexo 2. Informe Final PISDocumento3 páginasAnexo 2. Informe Final PISsarai piedrahitaAún no hay calificaciones