También podría gustarte
- Mantenimiento del sistema de arranque del motor del vehículo. TMVG0209De EverandMantenimiento del sistema de arranque del motor del vehículo. TMVG0209Calificación: 5 de 5 estrellas5/5 (2)
- MF1461_2 - Mantenimiento de primer nivel de vehículos de transporte por carreteraDe EverandMF1461_2 - Mantenimiento de primer nivel de vehículos de transporte por carreteraCalificación: 4 de 5 estrellas4/5 (2)
- Mantenimiento VehiculoDocumento12 páginasMantenimiento VehiculoLuCho SiguenzaAún no hay calificaciones
- Mantenimiento de Un HembragueDocumento21 páginasMantenimiento de Un HembragueFreddy CajamarcaAún no hay calificaciones
- Informe Del Embrague BuenoDocumento14 páginasInforme Del Embrague BuenoSheba CardenasAún no hay calificaciones
- Guías de Laboratorio EmbragueDocumento12 páginasGuías de Laboratorio EmbragueDiánelis OcampoAún no hay calificaciones
- Practica 3Documento22 páginasPractica 3CarolAún no hay calificaciones
- Embrague Monodisco de FricionDocumento5 páginasEmbrague Monodisco de FriciondarwinAún no hay calificaciones
- Powerpoint 100204112708 Phpapp02Documento35 páginasPowerpoint 100204112708 Phpapp02Joseph JacobAún no hay calificaciones
- Tarea 1 Calculo de Embrague NissanDocumento23 páginasTarea 1 Calculo de Embrague Nissanheraclio fernandezAún no hay calificaciones
- Informe - 1 - Sistema de EmbragueDocumento19 páginasInforme - 1 - Sistema de EmbragueJhon Lozada100% (1)
- Manteninimiento Del Sistema EmbragueDocumento13 páginasManteninimiento Del Sistema EmbragueDario Mayancela0% (1)
- El EmbragueDocumento15 páginasEl Embraguedveintimilla9Aún no hay calificaciones
- 01 03 04 Sistema de EmbraguesDocumento16 páginas01 03 04 Sistema de Embraguesdaniel coelloAún no hay calificaciones
- Actividad Numero 4 Embrague. Meybin Aponte DiazDocumento4 páginasActividad Numero 4 Embrague. Meybin Aponte DiazMAD JUNIOR APONTE100% (2)
- Actividad 4Documento4 páginasActividad 4Natalia100% (1)
- Diseño de Un Freno de Bloque o de Zapata CortaDocumento19 páginasDiseño de Un Freno de Bloque o de Zapata CortaHenrry Maquera QAún no hay calificaciones
- Como Cambiar Un EmbragueDocumento7 páginasComo Cambiar Un EmbragueDavid GayossoAún no hay calificaciones
- Guia de Practicas Taller I EMBRAGUEDocumento11 páginasGuia de Practicas Taller I EMBRAGUEHector GarciaAún no hay calificaciones
- Manual Mecanica AutomotrizDocumento59 páginasManual Mecanica AutomotrizVittorio100% (1)
- Sistema de Embrague de Fricción, Parte 1Documento20 páginasSistema de Embrague de Fricción, Parte 1Familia BerardiAún no hay calificaciones
- Despiece de Ballestas y Barras de TorsionDocumento10 páginasDespiece de Ballestas y Barras de TorsionGabriela RibadeneiraAún no hay calificaciones
- Embrague RDocumento8 páginasEmbrague RRoger RodriguezAún no hay calificaciones
- Como Es Un Embrague Normal y de CompeticionDocumento23 páginasComo Es Un Embrague Normal y de Competicionjlrllfn81Aún no hay calificaciones
- Embrague Tren de FuerzaDocumento12 páginasEmbrague Tren de FuerzaChristian AmendañoAún no hay calificaciones
- Informe 1 Embrague MonodiscoDocumento20 páginasInforme 1 Embrague MonodiscoStevin BonifazAún no hay calificaciones
- Sistema de EmbriagueDocumento9 páginasSistema de Embriagueareval592Aún no hay calificaciones
- Frenos y EmbraguesDocumento35 páginasFrenos y EmbraguesMaximiliano Ortega CamargoAún no hay calificaciones
- Sistema de Freneo Mecánico1Documento12 páginasSistema de Freneo Mecánico1Raquel ValeroAún no hay calificaciones
- Metodo de Proyecto Senati Profe IrisDocumento15 páginasMetodo de Proyecto Senati Profe IrisYuniorAún no hay calificaciones
- Frenos y Embragues PDFDocumento27 páginasFrenos y Embragues PDFadurancasAún no hay calificaciones
- Frenado T y DDocumento15 páginasFrenado T y DLuis CorderoAún no hay calificaciones
- Reparación Del Sistema de TransmisiónDocumento129 páginasReparación Del Sistema de TransmisiónDario Luis Flores Collas100% (2)
- Guia 2 Embrague Monodisco de FriccionDocumento4 páginasGuia 2 Embrague Monodisco de FriccionWagner RamirezAún no hay calificaciones
- FORMATODocumento14 páginasFORMATOEfrain CrespoAún no hay calificaciones
- Grand-Vitara - Manual de Taller SUSPENSIÓNDocumento7 páginasGrand-Vitara - Manual de Taller SUSPENSIÓNlucianoescalanteAún no hay calificaciones
- Sistema de Embrague de FricciónDocumento62 páginasSistema de Embrague de FricciónYiran NarvaezAún no hay calificaciones
- Separata TA1 3ra ParteDocumento47 páginasSeparata TA1 3ra ParteAlejandro Valdivia Ortega100% (1)
- Desarmado D MotorDocumento15 páginasDesarmado D Motorruben_cruz_34Aún no hay calificaciones
- GL TMS3401 L02Mdoc 2010RDocumento13 páginasGL TMS3401 L02Mdoc 2010RAlberto Ignacio Orellana PlazaAún no hay calificaciones
- Calculo de Embragues NIssan B13Documento22 páginasCalculo de Embragues NIssan B13Alberto CompeanAún no hay calificaciones
- Solidworks TutorialDocumento23 páginasSolidworks TutorialConxy GastroandalusiAún no hay calificaciones
- Reparación Del Sistema de SuspensiónDocumento14 páginasReparación Del Sistema de SuspensiónNixon Zambrano MontenegroAún no hay calificaciones
- Estudio de CasoDocumento3 páginasEstudio de CasoJennyfer Campbell JAún no hay calificaciones
- Manual Embrague Diseno Componentes Tipos Montaje Clases Mecanismo Diagnostico PDFDocumento17 páginasManual Embrague Diseno Componentes Tipos Montaje Clases Mecanismo Diagnostico PDFpedroAún no hay calificaciones
- 1 Guia Embrague Disco TMSDocumento11 páginas1 Guia Embrague Disco TMSmauriciolapierreAún no hay calificaciones
- Informe de La Practica Del Despiece de Embrague Martin Garcia 1Documento11 páginasInforme de La Practica Del Despiece de Embrague Martin Garcia 1Sebas BcAún no hay calificaciones
- Paper Practica de Frenos Taller IIDocumento8 páginasPaper Practica de Frenos Taller IIJose ZhawAún no hay calificaciones
- Des MonteDocumento4 páginasDes MonteJorge Luis Villa AzañeroAún no hay calificaciones
- Informe de EmbragueDocumento8 páginasInforme de EmbragueChristian Tuarez CruzAún no hay calificaciones
- PRACTICA 1 ReconocimientoDocumento8 páginasPRACTICA 1 ReconocimientoSggAún no hay calificaciones
- 104 Reparación de Motores Mediciones Semana 11 - H.O. Ok.Documento6 páginas104 Reparación de Motores Mediciones Semana 11 - H.O. Ok.Edwin Adiche FloresAún no hay calificaciones
- Baby Lover DistribucionDocumento7 páginasBaby Lover DistribucionMarcelo MatAún no hay calificaciones
- Informe Partes Fijas y MovilesDocumento6 páginasInforme Partes Fijas y MovilesErick Nikolalde0% (1)
- Tr2 Jimy Navarrete CasasDocumento12 páginasTr2 Jimy Navarrete CasasleonardoAún no hay calificaciones
- PRACTICA 1 Embrague de FriccionDocumento16 páginasPRACTICA 1 Embrague de FriccionDagnes RenatoAún no hay calificaciones
- Plan de Trabajo Del EstudianteDocumento7 páginasPlan de Trabajo Del EstudianteWilfredo Yupanqui HuamanAún no hay calificaciones
- El EmbragueDocumento5 páginasEl EmbragueAlonso Trancon ArellanoAún no hay calificaciones
- Guia Del Motor DieselDocumento12 páginasGuia Del Motor DieselSara María Galvis diazAún no hay calificaciones
- Mantenimiento auxiliar de sistemas mecánicos y fluidos de aeronaves. TMVO0109De EverandMantenimiento auxiliar de sistemas mecánicos y fluidos de aeronaves. TMVO0109Aún no hay calificaciones
- Analisis Del Mercado ConsumidorDocumento5 páginasAnalisis Del Mercado ConsumidorAdrian LojanoAún no hay calificaciones
- Análisis Del Mercado ConsumidorDocumento5 páginasAnálisis Del Mercado ConsumidorAdrian LojanoAún no hay calificaciones
- AUTORREGULACIONDocumento19 páginasAUTORREGULACIONAdrian Lojano0% (1)
- Regulador de CombustibleDocumento62 páginasRegulador de CombustibleAdrian LojanoAún no hay calificaciones
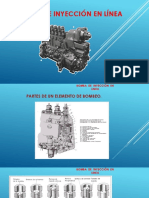
- Bomba de Inyección Linea A, PDocumento26 páginasBomba de Inyección Linea A, PAdrian LojanoAún no hay calificaciones
- Trabajo Integrador 3 - TermodinamicaDocumento7 páginasTrabajo Integrador 3 - TermodinamicaAdrian LojanoAún no hay calificaciones
- Interpretacion de Diagramas Electricos Del AutomovilDocumento19 páginasInterpretacion de Diagramas Electricos Del AutomovilAdrian Lojano100% (1)
- Propiedades Elasticas de La MateriaDocumento11 páginasPropiedades Elasticas de La MateriaRoberto Laguna100% (8)
- Factor MáquinaDocumento4 páginasFactor MáquinaNapoleón CAD CAE CAM CIMAún no hay calificaciones
- Desarenador DDocumento5 páginasDesarenador Djosue bustamante quirozAún no hay calificaciones
- Clarifier Thickener Design Version PreliminarDocumento26 páginasClarifier Thickener Design Version PreliminarCésar VásquezAún no hay calificaciones
- Ecuacion de RichardDocumento12 páginasEcuacion de RichardAndres Felipe PinedaAún no hay calificaciones
- Unidad VII Geometría Molecular y Teoría de Enlace CDocumento51 páginasUnidad VII Geometría Molecular y Teoría de Enlace CVictor MendezAún no hay calificaciones
- BarrajesDocumento8 páginasBarrajesAlder AmayaAún no hay calificaciones
- Ejercicios Resueltos UNIDAD 2 BDocumento7 páginasEjercicios Resueltos UNIDAD 2 BJuan Alejandro Rosales CoronelAún no hay calificaciones
- Flujos de Potencia Con MatlabDocumento15 páginasFlujos de Potencia Con Matlabdavid torresAún no hay calificaciones
- Tipos de Botella de Vidrio Ind-333Documento7 páginasTipos de Botella de Vidrio Ind-333Alvaro AlvAún no hay calificaciones
- Puig Adam. Curso de Geometría Métrica. Tomo IDocumento130 páginasPuig Adam. Curso de Geometría Métrica. Tomo Ijoantarrasso100% (1)
- Reconocimiento Direccion HidraulicaDocumento13 páginasReconocimiento Direccion HidraulicaSeverino AntillancaAún no hay calificaciones
- Materiales de MetalDocumento13 páginasMateriales de MetalYndira RamirezAún no hay calificaciones
- Informe # Determin. de AluminasDocumento14 páginasInforme # Determin. de AluminasAmérico RumínAún no hay calificaciones
- Acetato de CromoDocumento8 páginasAcetato de CromoSusan L. Bazán Castro100% (1)
- 7-Manual Del Uso Adecuado Del Espectrofotometro IrDocumento56 páginas7-Manual Del Uso Adecuado Del Espectrofotometro IrCecilia Diaz de FlamencoAún no hay calificaciones
- 53 E.050 Suelos y CimentacionesDocumento56 páginas53 E.050 Suelos y CimentacionesJOSE MONTENEGROAún no hay calificaciones
- Red ModularDocumento20 páginasRed Modularrosa_blanco6263100% (6)
- Principios Proc QuímicosDocumento17 páginasPrincipios Proc QuímicosJuanPerezAún no hay calificaciones
- EsclerometriaDocumento14 páginasEsclerometriaAlexander Quispe Huarca100% (1)
- Diapositivasexpofinal 151113161243 Lva1 App6892Documento34 páginasDiapositivasexpofinal 151113161243 Lva1 App6892Ricardo FabelaAún no hay calificaciones
- Matriz de CapacitacionDocumento4 páginasMatriz de Capacitacionmauricio alexander arias arancibiaAún no hay calificaciones
- CuestionarioDocumento2 páginasCuestionarioCarmen SandovalAún no hay calificaciones
- ED Taller 1 PUJDocumento4 páginasED Taller 1 PUJAna LizarazoAún no hay calificaciones
- Teoria09 - Correlacion de Imagenes PDFDocumento19 páginasTeoria09 - Correlacion de Imagenes PDFWilly MerloAún no hay calificaciones
- Ejercicios 1 QuimicaDocumento3 páginasEjercicios 1 QuimicamarisolAún no hay calificaciones
- Manual de Instrucciones y de Mantenimiento para TaladroDocumento6 páginasManual de Instrucciones y de Mantenimiento para TaladroDiany MoraAún no hay calificaciones
- Ensayo Registros de PozosDocumento4 páginasEnsayo Registros de PozosCristhian SolizAún no hay calificaciones
- Neo 3-50 Móvil - Año 2006Documento93 páginasNeo 3-50 Móvil - Año 2006Marcelo Limarino Lòpez67% (3)
- TERMODINÁMICA I Proyecto FinalDocumento3 páginasTERMODINÁMICA I Proyecto FinalPablo Martin CadenaAún no hay calificaciones