También podría gustarte
- Dibujo Tecnico Engranajes Cilíndricos RectosDocumento34 páginasDibujo Tecnico Engranajes Cilíndricos Rectosalexis cruz100% (1)
- Motor Zetec 2.0Documento145 páginasMotor Zetec 2.0angelvillalobos78% (9)
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Moleteado DIN 82Documento2 páginasMoleteado DIN 82pabloticon100% (10)
- Disparo Del Protector Térmico Del Motor de Un RefrigeradorDocumento6 páginasDisparo Del Protector Térmico Del Motor de Un RefrigeradorAntonio Florido100% (3)
- Dibujo Técnico. Rodamientos. Elemen Tos de Protección y Seguridad. Soportes. Engrasadores. CojinetesDocumento55 páginasDibujo Técnico. Rodamientos. Elemen Tos de Protección y Seguridad. Soportes. Engrasadores. Cojinetesricardobrtlm88% (26)
- Tabla Roscas NORMASDocumento20 páginasTabla Roscas NORMASSegundo C. G.100% (2)
- 3.3 Procedimiento de Fabricacion de Silo de Almacenamiento de NitratoDocumento13 páginas3.3 Procedimiento de Fabricacion de Silo de Almacenamiento de Nitratojorge villaAún no hay calificaciones
- Elementos de Máquinas - Uniones Atornilladas PDFDocumento30 páginasElementos de Máquinas - Uniones Atornilladas PDFVictor Guillermo Lanchipa GamarraAún no hay calificaciones
- Árboles, Ejes, Bulones. Elementos de Unión y SeguridadDocumento38 páginasÁrboles, Ejes, Bulones. Elementos de Unión y Seguridadricardobrtlm100% (18)
- Árboles, Ejes, Bulones. Elementos de Unión y SeguridadDocumento38 páginasÁrboles, Ejes, Bulones. Elementos de Unión y Seguridadricardobrtlm100% (18)
- Ajustes y Tolerancias (Metrología Avanzada)Documento87 páginasAjustes y Tolerancias (Metrología Avanzada)Anonymous PedDFc9wIi100% (3)
- Dibujo Técnico. Perfiles MetálicosDocumento13 páginasDibujo Técnico. Perfiles Metálicosricardobrtlm63% (8)
- Dibujo Técnico. Perfiles MetálicosDocumento13 páginasDibujo Técnico. Perfiles Metálicosricardobrtlm63% (8)
- Dibujo Técnico. Vistas de Un Objeto en Posición NormalizadaDocumento19 páginasDibujo Técnico. Vistas de Un Objeto en Posición Normalizadaricardobrtlm100% (4)
- ACOTACIÓNDocumento49 páginasACOTACIÓNricardobrtlm100% (10)
- ACOTACIÓNDocumento49 páginasACOTACIÓNricardobrtlm100% (10)
- Tolerancias GeometricasDocumento40 páginasTolerancias GeometricasMina Felipe100% (1)
- Ruedas Dentadas. EngranajesDocumento33 páginasRuedas Dentadas. Engranajesricardobrtlm100% (16)
- Dibujo Técnico. Soldadura: Representaciones Gráficas. Designaciones Segun NormaDocumento35 páginasDibujo Técnico. Soldadura: Representaciones Gráficas. Designaciones Segun Normaricardobrtlm94% (108)
- Dibujo Técnico. Acabado Superficial. Tratamientos y Mecanizados Especiales.Documento19 páginasDibujo Técnico. Acabado Superficial. Tratamientos y Mecanizados Especiales.ricardobrtlm81% (42)
- Dibujo Técnico. Acabado Superficial. Tratamientos y Mecanizados Especiales.Documento19 páginasDibujo Técnico. Acabado Superficial. Tratamientos y Mecanizados Especiales.ricardobrtlm81% (42)
- Análisis Mecánico - SolidWorksDocumento30 páginasAnálisis Mecánico - SolidWorksJosé A. Ramírez100% (2)
- Especificaciones técnicas en procesos de mecanizado por arranque de viruta. FMEH0109De EverandEspecificaciones técnicas en procesos de mecanizado por arranque de viruta. FMEH0109Calificación: 4 de 5 estrellas4/5 (1)
- Asme Y14 1 Y14 1m Español PDFDocumento33 páginasAsme Y14 1 Y14 1m Español PDFDaniel Tueros0% (1)
- Manual de Prácticas Diseño Mecánico B P PDFDocumento104 páginasManual de Prácticas Diseño Mecánico B P PDFElChack100% (1)
- Troquelado - PDF y Estampado Muy BuenoDocumento86 páginasTroquelado - PDF y Estampado Muy Buenochicho640491% (11)
- Tolerancia de Elementos RoscadosDocumento4 páginasTolerancia de Elementos RoscadosOliver Mendez CubaAún no hay calificaciones
- Manual Chapa MetalicaDocumento33 páginasManual Chapa MetalicaIVÁN ANDRÉS RÍOS GUIRALESAún no hay calificaciones
- Presentacion Roscas Tipos y PerfilDocumento26 páginasPresentacion Roscas Tipos y Perfiltucuman_69100% (7)
- Dibujo Técnico. Números NormalesDocumento15 páginasDibujo Técnico. Números Normalesricardobrtlm100% (3)
- Dibujo Técnico. Normalización Industrial. Elementos de Uniones Desmontables: Tornillos, Tuercas, Arandelas, Esparragos, PernosDocumento37 páginasDibujo Técnico. Normalización Industrial. Elementos de Uniones Desmontables: Tornillos, Tuercas, Arandelas, Esparragos, Pernosricardobrtlm91% (74)
- Norma Ansi Asme Y14.5 e Iso 8015Documento2 páginasNorma Ansi Asme Y14.5 e Iso 8015Danny Olmedo TorresAún no hay calificaciones
- Dibujo Técnico. Tolerancias DimensionalesDocumento30 páginasDibujo Técnico. Tolerancias Dimensionalesricardobrtlm88% (43)
- Dibujo Técnico. Tolerancias GeométricasDocumento25 páginasDibujo Técnico. Tolerancias Geométricasricardobrtlm93% (84)
- Curso Tolerancias GeometricasDocumento190 páginasCurso Tolerancias Geometricasgercastro28100% (8)
- Tabla Par AprietesDocumento4 páginasTabla Par AprietesEnriqueGDAún no hay calificaciones
- Conjuntos Mecánicos. Subconjuntos, Representaciones.Documento8 páginasConjuntos Mecánicos. Subconjuntos, Representaciones.ricardobrtlm75% (4)
- Conjuntos Mecánicos. Subconjuntos, Representaciones.Documento8 páginasConjuntos Mecánicos. Subconjuntos, Representaciones.ricardobrtlm75% (4)
- Dibujo Técnico Designación Normalizada de MaterialesDocumento20 páginasDibujo Técnico Designación Normalizada de Materialesricardobrtlm100% (6)
- Formatos de Papel. Márgenes. Plegado y Archivado de Planos.Documento10 páginasFormatos de Papel. Márgenes. Plegado y Archivado de Planos.ricardobrtlm100% (4)
- Formatos de Papel. Márgenes. Plegado y Archivado de Planos.Documento10 páginasFormatos de Papel. Márgenes. Plegado y Archivado de Planos.ricardobrtlm100% (4)
- PF05 TAREA R78 Ejercicio Hoja Proceso Fresadora PDFDocumento1 páginaPF05 TAREA R78 Ejercicio Hoja Proceso Fresadora PDFChichojefe PmcAún no hay calificaciones
- Recomendaciones de MecanizadoDocumento16 páginasRecomendaciones de MecanizadoGabriela TGAún no hay calificaciones
- Dibujo Técnico. Cables, Cadenas, Correas y PoleasDocumento33 páginasDibujo Técnico. Cables, Cadenas, Correas y Poleasricardobrtlm97% (30)
- Planos Técnicos. Cuadros de Identificación y Despiezo. Escalas. Líneas y Rotulación NormalizadasDocumento11 páginasPlanos Técnicos. Cuadros de Identificación y Despiezo. Escalas. Líneas y Rotulación Normalizadasricardobrtlm88% (8)
- ISO NormasDocumento3 páginasISO NormasJonathanAún no hay calificaciones
- Practicas Fresadora 1 de 2Documento40 páginasPracticas Fresadora 1 de 2profedemecanizadofp100% (5)
- Dibujo Técnico. Cortes, Secciones y Roturas.Documento20 páginasDibujo Técnico. Cortes, Secciones y Roturas.ricardobrtlm89% (9)
- Representación Gráfica de Elementos MaquinasDocumento66 páginasRepresentación Gráfica de Elementos MaquinasFaustoVinicioAcuñaCoelloAún no hay calificaciones
- Curso Ajustes y Tolerancias PDFDocumento336 páginasCurso Ajustes y Tolerancias PDFPablito Alfa GtAún no hay calificaciones
- Iso 1101-2018 Material de ApoyoDocumento69 páginasIso 1101-2018 Material de ApoyoGaetanoD'Aloia100% (1)
- Elementos Roscados. Sistemas de Roscas y Su Representación.Documento24 páginasElementos Roscados. Sistemas de Roscas y Su Representación.ricardobrtlm100% (23)
- Elementos Roscados. Sistemas de Roscas y Su Representación.Documento24 páginasElementos Roscados. Sistemas de Roscas y Su Representación.ricardobrtlm100% (23)
- Dibujo Técnico. Símbolos Gráficos para Esquemas EléctricosDocumento73 páginasDibujo Técnico. Símbolos Gráficos para Esquemas Eléctricosricardobrtlm67% (12)
- Procesos de Calcinación en Minerales (Completo)Documento29 páginasProcesos de Calcinación en Minerales (Completo)Mayra Alejandra Jaimes Patiño0% (1)
- TPN° 4 - Medición Directa e Indirecta de Ángulos PDFDocumento13 páginasTPN° 4 - Medición Directa e Indirecta de Ángulos PDFCharly MonterosAún no hay calificaciones
- Tema 3 - TorneadoDocumento41 páginasTema 3 - TorneadoING RIVERA100% (4)
- Geometria Descriptiva. Diédrico Directo. Aplicaciones en El Dibujo Técnico.Documento175 páginasGeometria Descriptiva. Diédrico Directo. Aplicaciones en El Dibujo Técnico.ricardobrtlm67% (6)
- Manual de Estudio de Mecánica PDFDocumento15 páginasManual de Estudio de Mecánica PDFJefMur50% (2)
- Iso 1302Documento5 páginasIso 1302edualoviAún no hay calificaciones
- Proyecto TornilloDocumento26 páginasProyecto TornilloJose Eduardo Garcia Lopez80% (5)
- Unidad III Craqueo CataliticoDocumento21 páginasUnidad III Craqueo Cataliticohugolujano100% (2)
- Signos de Acabado SuperficialDocumento17 páginasSignos de Acabado SuperficialIgnacio MaldonadoAún no hay calificaciones
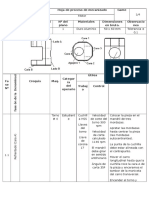
- Hoja de ProcesosDocumento4 páginasHoja de ProcesosCristian LudeñaAún no hay calificaciones
- Muelles, ResortesDocumento10 páginasMuelles, Resortesricardobrtlm100% (5)
- Cálculo de La Longitud RoscadaDocumento8 páginasCálculo de La Longitud Roscadawalter ivanAún no hay calificaciones
- Iso 406 NCDocumento8 páginasIso 406 NCPedro NavaAún no hay calificaciones
- Tablas g2Documento22 páginasTablas g2Pascual MaldonadoAún no hay calificaciones
- Hexagon Metrology - Guia de Metrologia IndustriaDocumento120 páginasHexagon Metrology - Guia de Metrologia IndustriatheflamebearerAún no hay calificaciones
- 2019 - I Clase 05 Foll Acabados Superficiales Dibujo MecanicoDocumento24 páginas2019 - I Clase 05 Foll Acabados Superficiales Dibujo MecanicoAmalex AbdiAún no hay calificaciones
- Guia RugosidadDocumento9 páginasGuia RugosidadNoel HerreraAún no hay calificaciones
- DG&TDocumento5 páginasDG&TrafaelAún no hay calificaciones
- Dibujo IndustrialDocumento7 páginasDibujo IndustrialAndrés C BriceñoAún no hay calificaciones
- Tolerancias DimensionalesDocumento33 páginasTolerancias Dimensionalesoscarche92Aún no hay calificaciones
- Arboles Ejes Bulones Elementos de Union y Seguridad PDFDocumento38 páginasArboles Ejes Bulones Elementos de Union y Seguridad PDFAnonymous PyebvmAún no hay calificaciones
- Catalogo Adelca Ed20 PDFDocumento17 páginasCatalogo Adelca Ed20 PDFfranciscoo07Aún no hay calificaciones
- Dibujo MecánicoDocumento51 páginasDibujo MecánicoByron Ayala0% (1)
- Capitulo 3 - Uniones RoscadasDocumento15 páginasCapitulo 3 - Uniones RoscadasMigvelito219Aún no hay calificaciones
- S07.s1 - DCAD - Uso de La Libreria de InventorDocumento18 páginasS07.s1 - DCAD - Uso de La Libreria de InventorLucero LuAún no hay calificaciones
- JDN200Documento4 páginasJDN200Armando NamesaAún no hay calificaciones
- Guia de RemachesDocumento4 páginasGuia de RemachesLeonardoAún no hay calificaciones
- Guia de Remaches - Jun2020Documento4 páginasGuia de Remaches - Jun2020Fabiola De CastroAún no hay calificaciones
- Guia de Remaches - Jun2020Documento4 páginasGuia de Remaches - Jun2020Fabiola De CastroAún no hay calificaciones
- Uniones AtornilladasDocumento18 páginasUniones AtornilladasHugo Eduardo Barahona ValenzuelaAún no hay calificaciones
- Dem-Mott 4ta Edi - PDF (Uniones Atornilladas)Documento18 páginasDem-Mott 4ta Edi - PDF (Uniones Atornilladas)Oscar Grover CarhuapomaAún no hay calificaciones
- Rem AchesDocumento13 páginasRem AchesDiego MendozaAún no hay calificaciones
- Dibujo Mecanico, RoscasDocumento36 páginasDibujo Mecanico, Roscasroger_villegas_m4783Aún no hay calificaciones
- Poliedros en Proyección Acotada. (4/5) Dodecaedro.Documento8 páginasPoliedros en Proyección Acotada. (4/5) Dodecaedro.ricardobrtlmAún no hay calificaciones
- A Vueltas Con La Cuarta Dimensión PDFDocumento4 páginasA Vueltas Con La Cuarta Dimensión PDFricardobrtlmAún no hay calificaciones
- Poliedros en Proyección Acotada - (5/5) IcosaedroDocumento8 páginasPoliedros en Proyección Acotada - (5/5) IcosaedroricardobrtlmAún no hay calificaciones
- Poliedros en Proyección Acotada - (1/5) TetraedroDocumento13 páginasPoliedros en Proyección Acotada - (1/5) TetraedroricardobrtlmAún no hay calificaciones
- Poliedros en Proyección Acotada, (3/5) OctaedroDocumento15 páginasPoliedros en Proyección Acotada, (3/5) Octaedroricardobrtlm100% (1)
- Perspectivas: Axonométrica, Caballera y CónicaDocumento262 páginasPerspectivas: Axonométrica, Caballera y Cónicaricardobrtlm100% (17)
- Doc2 (22-05-2011) Problemas Resueltos y Comentados de Ingeniería Gráfica. Tema 2/15 Giros y Cambios de PlanoDocumento49 páginasDoc2 (22-05-2011) Problemas Resueltos y Comentados de Ingeniería Gráfica. Tema 2/15 Giros y Cambios de PlanoricardobrtlmAún no hay calificaciones
- Doc4 (02-05-2011) - Problemas Resueltos y Explicados de Ingeniería Gráfica. Tema 4/15 - Triedros y Ángulos.Documento31 páginasDoc4 (02-05-2011) - Problemas Resueltos y Explicados de Ingeniería Gráfica. Tema 4/15 - Triedros y Ángulos.ricardobrtlmAún no hay calificaciones
- M.D. y E.T. Instalaciones EléctricasDocumento18 páginasM.D. y E.T. Instalaciones EléctricasLuis GyAún no hay calificaciones
- Lab1 G15 VisitaVirtualEmpresa MaterialBiologicoDocumento13 páginasLab1 G15 VisitaVirtualEmpresa MaterialBiologicoJonathan TipantaAún no hay calificaciones
- AluminaDocumento2 páginasAluminaJesus IzaguireAún no hay calificaciones
- Comercializadora Señor de Los Milagros VF (PDF - Io)Documento196 páginasComercializadora Señor de Los Milagros VF (PDF - Io)Kuroker VurtneAún no hay calificaciones
- Local Comunal - AcuDocumento38 páginasLocal Comunal - Acuelindo maik espada cristobalAún no hay calificaciones
- Protección Diferencial y Protección BuchholzDocumento12 páginasProtección Diferencial y Protección BuchholzAlberto Chavez Ortiz100% (1)
- Hacer Jabon en CasaDocumento2 páginasHacer Jabon en Casaaudreymar100% (1)
- Medio Ambiente Plastico CorregidoDocumento32 páginasMedio Ambiente Plastico Corregidoroosbel75% (4)
- Construccion de Puente Peatonal en La Carretera Camino Al SocorroDocumento12 páginasConstruccion de Puente Peatonal en La Carretera Camino Al SocorroJean Rodriguez QuirozAún no hay calificaciones
- Riego en La MineriaDocumento14 páginasRiego en La MineriaLaura MilaAún no hay calificaciones
- Innovación TecnologicaDocumento5 páginasInnovación TecnologicaRodriguez Lopez Antonio de JesusAún no hay calificaciones
- Sikaflex Construction PlusDocumento3 páginasSikaflex Construction PlusGerardo HerreraAún no hay calificaciones
- Ficha Tecnica Flow Guard PDFDocumento3 páginasFicha Tecnica Flow Guard PDFRodro SolísAún no hay calificaciones
- Refractarios PDFDocumento17 páginasRefractarios PDFAlexiz Alvarado MendozaAún no hay calificaciones
- Tarea 4 TRABAJO DE METALES FERROSOSDocumento5 páginasTarea 4 TRABAJO DE METALES FERROSOSVictoria MonteroAún no hay calificaciones
- 201509221051070.iee-Mir-01 2015Documento10 páginas201509221051070.iee-Mir-01 2015Luis GarciaAún no hay calificaciones
- Word Teoria de BombasDocumento22 páginasWord Teoria de BombasMiguel Mamani CastroAún no hay calificaciones
- Ficha Tecnica de Guante Ninja en Naylon N96785 MCR CormancolDocumento4 páginasFicha Tecnica de Guante Ninja en Naylon N96785 MCR CormancolSalud Ocupacional CoburgosAún no hay calificaciones
- Bilbao Sep 19Documento2 páginasBilbao Sep 19R Robles BernaAún no hay calificaciones
- Practica de Laboratorio de Quimica Nº6 (2023-1)Documento5 páginasPractica de Laboratorio de Quimica Nº6 (2023-1)Mayra Yashir Angel BarretoAún no hay calificaciones
- Emol Sototarea4Documento8 páginasEmol Sototarea4Emol Soto AlfaroAún no hay calificaciones
- Insumos 01-2021Documento410 páginasInsumos 01-2021Philippe de SouzaAún no hay calificaciones
- Ficha Rejilla para Sumidero Ref. R-50-50-cDocumento1 páginaFicha Rejilla para Sumidero Ref. R-50-50-cLoperacoAún no hay calificaciones
- Cemento Apu QuimicaDocumento5 páginasCemento Apu QuimicajoelAún no hay calificaciones