También podría gustarte
- Matriceria Cuestionario ML PDFDocumento10 páginasMatriceria Cuestionario ML PDFLuis PilcoAún no hay calificaciones
- Molde InyeccionDocumento14 páginasMolde InyeccionDiego AndresAún no hay calificaciones
- PrensasDocumento34 páginasPrensasLuis Gabriel GallucciAún no hay calificaciones
- ADRIAN PILLAJO Cuestionario 1Documento14 páginasADRIAN PILLAJO Cuestionario 1Jose Ernesto Pillajo CabezasAún no hay calificaciones
- Matriceria Cuestionario 1Documento8 páginasMatriceria Cuestionario 1Jose Ernesto Pillajo Cabezas100% (1)
- Tarea de Procesos Embutido y TroqueladoDocumento5 páginasTarea de Procesos Embutido y TroqueladoGio MousatAún no hay calificaciones
- Elaboracion de Prototipo de Conformado de Metales Unidad2Documento14 páginasElaboracion de Prototipo de Conformado de Metales Unidad2Romeo Wilfrido Salvador ValenciaAún no hay calificaciones
- Matriceria ProgresivaDocumento8 páginasMatriceria ProgresivaJosue Mamani AquinoAún no hay calificaciones
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209De EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Aún no hay calificaciones
- AlcayataDocumento19 páginasAlcayataoswaldomaynascondoriAún no hay calificaciones
- Introducción A Los Procesos de FabricaciónDocumento27 páginasIntroducción A Los Procesos de FabricaciónLupita BarbosaAún no hay calificaciones
- Práctica 7Documento8 páginasPráctica 7Nicolas SalgueroAún no hay calificaciones
- Forjado PDFDocumento28 páginasForjado PDFLuis Muñoz Villegas50% (4)
- Maquina Dobladora de LaminasDocumento18 páginasMaquina Dobladora de Laminascristian50% (2)
- Maquina Cortadora de LáminasDocumento25 páginasMaquina Cortadora de LáminasJhon HaylerAún no hay calificaciones
- Área Técnica, CLASE 4 CLASEDocumento59 páginasÁrea Técnica, CLASE 4 CLASEelunapAún no hay calificaciones
- Trabajo de Procesos de ManufacturaDocumento9 páginasTrabajo de Procesos de ManufacturaDaniel VelázquezAún no hay calificaciones
- Desarrollo y Manufactura de Un Herramental para CorteDocumento64 páginasDesarrollo y Manufactura de Un Herramental para CorteArmando SánchezAún no hay calificaciones
- Silva Paul Resumen TaladradoDocumento7 páginasSilva Paul Resumen Taladradopaul edvaldo silva ayalaAún no hay calificaciones
- Recopilación de PreguntasDocumento24 páginasRecopilación de Preguntasphilipmaister98Aún no hay calificaciones
- Diseño Matriz ProgresivaDocumento164 páginasDiseño Matriz ProgresivaRafael FernandezAún no hay calificaciones
- Asignación II ProcesoDocumento9 páginasAsignación II ProcesoCarlos GerdezAún no hay calificaciones
- 031 TroquelesDocumento7 páginas031 TroquelesLara WalshAún no hay calificaciones
- Procesos de ManofacturaDocumento8 páginasProcesos de ManofacturaGassy HernandezAún no hay calificaciones
- Capítulo 2Documento72 páginasCapítulo 2Alejandro PereyraAún no hay calificaciones
- CNC Dobladora de AlambronDocumento11 páginasCNC Dobladora de AlambronEDWYN RUBEN CAZARES TORRESAún no hay calificaciones
- QFD Moldeado Por RecinasDocumento21 páginasQFD Moldeado Por RecinasGustavo MartinezAún no hay calificaciones
- 2PRINCIPIOS DE EMBUTICION DE LA CHAPA METALICAimpresoDocumento57 páginas2PRINCIPIOS DE EMBUTICION DE LA CHAPA METALICAimpresoPedroAún no hay calificaciones
- Máquina Roll FormingDocumento6 páginasMáquina Roll FormingMarko's Brazon'Aún no hay calificaciones
- Actividad4 - Conformado de MaterialesDocumento8 páginasActividad4 - Conformado de MaterialesCarlos RuizAún no hay calificaciones
- Concepto de ManufacturaDocumento26 páginasConcepto de ManufacturaMauro E Hernández CAún no hay calificaciones
- Procesos de Conformado Sin Arranque de VirutaDocumento9 páginasProcesos de Conformado Sin Arranque de Virutaadrian_azuryAún no hay calificaciones
- Informe EmbutidoDocumento12 páginasInforme EmbutidoWilmar Huaccachi100% (1)
- EQUIPOS ConmetalDocumento7 páginasEQUIPOS ConmetalGerman Alexis VillaAún no hay calificaciones
- 1 Beneficios Del Troquelado PDFDocumento23 páginas1 Beneficios Del Troquelado PDFandy ggAún no hay calificaciones
- Metodo Construcion Ceta RamDocumento13 páginasMetodo Construcion Ceta RamGuillermo ClaraAún no hay calificaciones
- RefrentadoDocumento6 páginasRefrentadoJordy AlAún no hay calificaciones
- Practica 1 SoldaduraDocumento8 páginasPractica 1 SoldaduraJehú Martínez MirandaAún no hay calificaciones
- Informe Visita A La Empresa IdsDocumento16 páginasInforme Visita A La Empresa IdsAseguramiento de calidad Lácteos la Holandesa N.2Aún no hay calificaciones
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Guia No 1 MicrofundicionDocumento19 páginasGuia No 1 MicrofundicionJavier Mauricio Neira CastrillonAún no hay calificaciones
- Investigacion U6Documento7 páginasInvestigacion U6Jorge RamirezAún no hay calificaciones
- MATRICERÍADocumento2 páginasMATRICERÍAERik MuSoAún no hay calificaciones
- Zinc Aluminium Casting Machanical Screwdriver (Spanish)Documento5 páginasZinc Aluminium Casting Machanical Screwdriver (Spanish)Jorge Daniel Gallo SanabriaAún no hay calificaciones
- Grupo - 5 MC216D Informe Trefilado PDFDocumento19 páginasGrupo - 5 MC216D Informe Trefilado PDFPierre CornejoAún no hay calificaciones
- Compactadora de Viruta de Metal12Documento22 páginasCompactadora de Viruta de Metal12Pedro Cueva CalderonAún no hay calificaciones
- Inf Proc 2 - Moldeo y ColadaDocumento26 páginasInf Proc 2 - Moldeo y ColadaAnonymous qMLK5yxZsFAún no hay calificaciones
- Actividad - 4 PMDocumento6 páginasActividad - 4 PMEdgar GonzálezAún no hay calificaciones
- Prototipado Rapido y ElectroconformadoDocumento5 páginasPrototipado Rapido y ElectroconformadoJUAN RAMIREZ GARCIAAún no hay calificaciones
- Tarea Tres Procesos de Manufactura 2022 ADocumento6 páginasTarea Tres Procesos de Manufactura 2022 AJulio Cesar MontielAún no hay calificaciones
- STL EdmDocumento26 páginasSTL EdmJesus Antonio Hernandez RodriguezAún no hay calificaciones
- Entrega Completa Procesos IndustrialesDocumento3 páginasEntrega Completa Procesos IndustrialesNicolle PinzónAún no hay calificaciones
- Proceso de FundicionDocumento12 páginasProceso de FundicionYered GuzmanAún no hay calificaciones
- Banco de Preguntas Ultimas ExposicionesDocumento15 páginasBanco de Preguntas Ultimas ExposicionesJoe BotelloAún no hay calificaciones
- Tarea Semana 4Documento10 páginasTarea Semana 4victor torres burgos83% (6)
- Capitulo .16Documento11 páginasCapitulo .16RorodriddrAún no hay calificaciones
- Marco Teorico ForjadoDocumento7 páginasMarco Teorico ForjadoGonzalo Sarmiento Benito100% (1)
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- Rotafolio - Eglimar ToroDocumento16 páginasRotafolio - Eglimar Toroeglimar toroAún no hay calificaciones
- Control Electrónico (Sistema de Tren de Fuerza)Documento7 páginasControl Electrónico (Sistema de Tren de Fuerza)Ever SaavedraAún no hay calificaciones
- PNLDocumento4 páginasPNLmigu3Lito0100% (1)
- Recopilatorio Erótico "Juego de Verano"Documento72 páginasRecopilatorio Erótico "Juego de Verano"Patricia K. Olivera100% (3)
- PLAN DE CONTINGENCIA TRANSLAGO 2022 CisternasDocumento26 páginasPLAN DE CONTINGENCIA TRANSLAGO 2022 CisternasGuillermo AcostaAún no hay calificaciones
- Examen de Distribucion PDFDocumento2 páginasExamen de Distribucion PDFAnthony Gastañadui GutierrezAún no hay calificaciones
- UntitledDocumento116 páginasUntitledJesus Omar CabralAún no hay calificaciones
- Conferencia Comercio JustoDocumento4 páginasConferencia Comercio JustoManuel ReyesAún no hay calificaciones
- Conalbos02 02Documento20 páginasConalbos02 02DERECHOTK.COMAún no hay calificaciones
- Reconocimiento Judicial de Embarazo - SilviaDocumento3 páginasReconocimiento Judicial de Embarazo - SilviaCarmen Melgar O̲̲̅̅f̲̲̅̅ı̲̲̅̅c̲̲̅̅ı̲̲̅̅a̲̲̅̅l̲FbAún no hay calificaciones
- Acuerdo de Cancelación de Contrato Entre Las PartesDocumento2 páginasAcuerdo de Cancelación de Contrato Entre Las PartesFausto Alejandro NietoAún no hay calificaciones
- Tarea 3 de Pruebas PsicométricasDocumento4 páginasTarea 3 de Pruebas PsicométricasAna Paula Torres CoronaAún no hay calificaciones
- Entrega 3 RSEDocumento11 páginasEntrega 3 RSEcieris gomez cortesAún no hay calificaciones
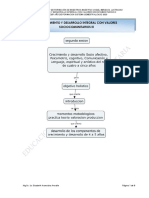
- U.F Crecimiento Y Desarrollo Integral Con Valores Sociocomunitarios IiiDocumento8 páginasU.F Crecimiento Y Desarrollo Integral Con Valores Sociocomunitarios IiiPriscila PardoAún no hay calificaciones
- Mi Identidad Como Docente (Ensayo)Documento5 páginasMi Identidad Como Docente (Ensayo)Angel JairAún no hay calificaciones
- Oraciones de ReparacionDocumento7 páginasOraciones de ReparacionELSA100% (2)
- Actividad 3Documento10 páginasActividad 3Caterlin Del Carmen BENAVIDEZ GALANAún no hay calificaciones
- Oficio TolucaDocumento3 páginasOficio TolucaDiana Caroina L. N.Aún no hay calificaciones
- Mejores Diseñadores Web AndorraDocumento2 páginasMejores Diseñadores Web AndorraAd700managementAún no hay calificaciones
- La Lectoescritura A Través Del Aprendizaje Con OtrosDocumento143 páginasLa Lectoescritura A Través Del Aprendizaje Con OtrosManuel OchoaAún no hay calificaciones
- Nanotecnologia en El AceroDocumento20 páginasNanotecnologia en El AceroerickferbAún no hay calificaciones
- LV-03 Lista Verificacion Instrumentos de MedicionDocumento1 páginaLV-03 Lista Verificacion Instrumentos de MedicionFabian FloresAún no hay calificaciones
- Actividad de Puntos Evaluables - Finanzas Corporativas - Escenario 2Documento6 páginasActividad de Puntos Evaluables - Finanzas Corporativas - Escenario 2juanchoAún no hay calificaciones
- Esquema de Portafolio Andres Bello 2020 IIDocumento2 páginasEsquema de Portafolio Andres Bello 2020 IISahara Maron CalsinAún no hay calificaciones
- 08 Aleaciones y Diagrama de FasesDocumento46 páginas08 Aleaciones y Diagrama de FasesLuis ApoyalaAún no hay calificaciones
- Circuito Productivo Del VinoDocumento30 páginasCircuito Productivo Del VinoRashel ThomasAún no hay calificaciones
- Presentacion Tipo 2023Documento50 páginasPresentacion Tipo 2023Pascale Díaz GonzálezAún no hay calificaciones
- Planificación Lenguaje Unidad 1 4° A 2023Documento7 páginasPlanificación Lenguaje Unidad 1 4° A 2023Marcela QuilodranAún no hay calificaciones
- Rendimiento de Cultivos Por Hectárea - Cómo Calcularlo - AgroptimaDocumento13 páginasRendimiento de Cultivos Por Hectárea - Cómo Calcularlo - AgroptimaGemar CelisAún no hay calificaciones
- ControlCalidad Laboratorio1 20181Documento3 páginasControlCalidad Laboratorio1 20181Joel GarciaAún no hay calificaciones