También podría gustarte
- 0107 B01 T02 D Ejemplos Pilares ApeadosDocumento36 páginas0107 B01 T02 D Ejemplos Pilares ApeadosKa KnsatAún no hay calificaciones
- Orientaciones para la evaluación de riesgos y las reglas de decisión según la Norma ISO/IEC 17025De EverandOrientaciones para la evaluación de riesgos y las reglas de decisión según la Norma ISO/IEC 17025Calificación: 4.5 de 5 estrellas4.5/5 (4)
- Nte Inen Iso 2859 2extractoDocumento8 páginasNte Inen Iso 2859 2extractoangelitomhtAún no hay calificaciones
- Manual de Calidad ISO 17025 Guía de ImplementaciónDocumento9 páginasManual de Calidad ISO 17025 Guía de ImplementaciónFlo ChiandoniAún no hay calificaciones
- SolarDocumento3 páginasSolarJoel Jorge VelardeAún no hay calificaciones
- Rutina de Mantenimiento-Equipo ChillerDocumento1 páginaRutina de Mantenimiento-Equipo ChillerJose Mera100% (2)
- Tarea 2 Automatizacion Hibrida-MixtaDocumento5 páginasTarea 2 Automatizacion Hibrida-MixtaAngel XocoyotlAún no hay calificaciones
- NMX Ec 17025 Imnc 2006Documento42 páginasNMX Ec 17025 Imnc 2006Gilberto Cruz RuizAún no hay calificaciones
- Elaboracion Lista de Chequeo Norma 17025Documento6 páginasElaboracion Lista de Chequeo Norma 17025jesus david franco barriosAún no hay calificaciones
- Norma 17025Documento10 páginasNorma 17025Jonathan Alonso Yupanqui QuispeAún no hay calificaciones
- Matriz de RiesgoDocumento4 páginasMatriz de Riesgonorman ariasAún no hay calificaciones
- Política de Equipos Críticos de Control de CalidadDocumento11 páginasPolítica de Equipos Críticos de Control de CalidadMariana AvilaAún no hay calificaciones
- NMX FF 110 Scfi 2008Documento32 páginasNMX FF 110 Scfi 2008Daniel MartínezAún no hay calificaciones
- Norma Iso 10012 Paso PasoDocumento5 páginasNorma Iso 10012 Paso PasoLuis Arturo Ramirez Esteban100% (1)
- Cronograma de Mantenimiento Calibracion y Verificacion de EquiposDocumento2 páginasCronograma de Mantenimiento Calibracion y Verificacion de EquiposjesusAún no hay calificaciones
- Placas Coalescentes (Tecnoil 253 2003)Documento2 páginasPlacas Coalescentes (Tecnoil 253 2003)Eduardo Atoche100% (1)
- Formato Verificacion IntermediaDocumento1 páginaFormato Verificacion Intermediacarolina rinconAún no hay calificaciones
- Lista de Procedimientos 17025Documento5 páginasLista de Procedimientos 17025Gaby RiveraAún no hay calificaciones
- Poe - 011 - Procedimiento de Liberación Del Producto TerminadoDocumento3 páginasPoe - 011 - Procedimiento de Liberación Del Producto TerminadowuilliamAún no hay calificaciones
- Como Calibrar en TemperaturaDocumento8 páginasComo Calibrar en TemperaturananizooAún no hay calificaciones
- Lista de Verificacion Residuos Cromatografia FinalDocumento12 páginasLista de Verificacion Residuos Cromatografia FinalLuis LozoyaAún no hay calificaciones
- 2013 Validacion AnaliticaDocumento11 páginas2013 Validacion AnaliticaISRAEL SOTOAún no hay calificaciones
- Trazabilidad e IncertidumbreDocumento38 páginasTrazabilidad e IncertidumbreRivero Luis100% (1)
- Procedimiento Gestion de EquiposDocumento4 páginasProcedimiento Gestion de EquiposToni RodriguezAún no hay calificaciones
- Calibración de TanquesDocumento53 páginasCalibración de TanquesLuis SiuLAún no hay calificaciones
- Lab Calibracion Lab Ensayo Lista de Verificacion Lab Ensayo FDA Acr 11P 09F Ver 02ADocumento46 páginasLab Calibracion Lab Ensayo Lista de Verificacion Lab Ensayo FDA Acr 11P 09F Ver 02AjoseAún no hay calificaciones
- gc-pr-04 Salidas No Conformes 0 PDFDocumento7 páginasgc-pr-04 Salidas No Conformes 0 PDFBrunoLuyaAún no hay calificaciones
- TC-IN-TAC-16-V1 Control de Proceso en Máquina Compactadora Abierta 02Documento3 páginasTC-IN-TAC-16-V1 Control de Proceso en Máquina Compactadora Abierta 02katherine delgadoAún no hay calificaciones
- Actividad 1. Analisis de La Norma ISO 10012-2003Documento8 páginasActividad 1. Analisis de La Norma ISO 10012-2003KatherineRiveroAún no hay calificaciones
- Ginf-Pg-01 Mantenimiento y CalibraciónDocumento3 páginasGinf-Pg-01 Mantenimiento y CalibraciónLucia CortesAún no hay calificaciones
- Procedimiento de Quejas y ReclamosDocumento4 páginasProcedimiento de Quejas y ReclamosCARVERPMAAún no hay calificaciones
- Formato Reporte de No Conformidades y Oportunidades de Mejora V7Documento2 páginasFormato Reporte de No Conformidades y Oportunidades de Mejora V7Nini Johanna Celis Ospina100% (1)
- Matriz Listado Maestros de Documentos y RegistrosDocumento4 páginasMatriz Listado Maestros de Documentos y RegistrosAndresLoaizaRuizAún no hay calificaciones
- Quito Ecuador Extracto Almidones y Féculas Nativos. Determinación Del Contenido de Almidón. Método Polarimétrico de Ewers. (Iso 10520 - 1997, Idt)Documento5 páginasQuito Ecuador Extracto Almidones y Féculas Nativos. Determinación Del Contenido de Almidón. Método Polarimétrico de Ewers. (Iso 10520 - 1997, Idt)jazmin1992Aún no hay calificaciones
- Lista VerificacionDocumento6 páginasLista VerificacionAntonio Chávez CadenaAún no hay calificaciones
- El Plan Maestro de Validación Al Detalle - Quality by DesignDocumento8 páginasEl Plan Maestro de Validación Al Detalle - Quality by DesignivanAún no hay calificaciones
- Nom 010Documento8 páginasNom 010Manuel BarretosAún no hay calificaciones
- BUENAS PRÁCTICAS DE LABORATORIO (BPL) MetrologíaDocumento47 páginasBUENAS PRÁCTICAS DE LABORATORIO (BPL) MetrologíaRobyn StoAún no hay calificaciones
- Vocabulario Internacional de Términos Fundamentales y Generales de MetrologíaDocumento64 páginasVocabulario Internacional de Términos Fundamentales y Generales de MetrologíaViktor Hernandez100% (2)
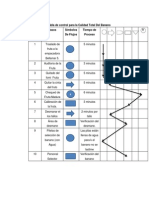
- Tabla de Control para La Calidad Total Del BananoDocumento4 páginasTabla de Control para La Calidad Total Del BananoMike CastilloAún no hay calificaciones
- Pie de ReyDocumento33 páginasPie de ReyEliana CristinaAún no hay calificaciones
- FOR-AC-107 (Contrato de Prestacin de Servicios) 01Documento13 páginasFOR-AC-107 (Contrato de Prestacin de Servicios) 01lehilunaAún no hay calificaciones
- Capítulo 9.4 Revisión Por La DirecciónDocumento5 páginasCapítulo 9.4 Revisión Por La DirecciónRUTH MILENA CASTELLANOS NUÑEZAún no hay calificaciones
- 01 - CHECK LIST - FP - 01 Gestión de La Información Documentada - R01 - Ejemplo PDFDocumento8 páginas01 - CHECK LIST - FP - 01 Gestión de La Información Documentada - R01 - Ejemplo PDFOmar DSAún no hay calificaciones
- Análisis de Peligros y Medidas Preventivas para Materia Prima, Envases e Insumos de Producción (1Documento3 páginasAnálisis de Peligros y Medidas Preventivas para Materia Prima, Envases e Insumos de Producción (1yoAún no hay calificaciones
- M-S-Lc-I050 Instructivo de Buenas Prácticas de Laboratorio e Iso 17025Documento20 páginasM-S-Lc-I050 Instructivo de Buenas Prácticas de Laboratorio e Iso 17025joseAún no hay calificaciones
- GC-MT-001 Matriz Responsabilidad, Autoridad, Rendicion de Cuentas y CompetenciasDocumento2 páginasGC-MT-001 Matriz Responsabilidad, Autoridad, Rendicion de Cuentas y CompetenciasJohana MogollónAún no hay calificaciones
- Aceite de PalmaDocumento14 páginasAceite de PalmalaboratorioiqrhgAún no hay calificaciones
- SG-FO-007 - Seguimiento de Acciones Correctivas y PreventivasDocumento1 páginaSG-FO-007 - Seguimiento de Acciones Correctivas y PreventivasJacob MelendezAún no hay calificaciones
- Checklist de La Norma ISO 17025 - SafetyCultureDocumento47 páginasChecklist de La Norma ISO 17025 - SafetyCultureNikolás PerikoAún no hay calificaciones
- Criterios Generales de Balanzas y Pesas, Interpretación de Certificados de CalibraciónDocumento44 páginasCriterios Generales de Balanzas y Pesas, Interpretación de Certificados de CalibraciónPaul CruzAún no hay calificaciones
- EA-PO-015-03 Procedimiento de Evaluación y Acreditación de Laboratorios de Ensayo y Calibración - PúblicoDocumento29 páginasEA-PO-015-03 Procedimiento de Evaluación y Acreditación de Laboratorios de Ensayo y Calibración - Públicooswaldo morales resendizAún no hay calificaciones
- SGC-MC-002 V22 Manual de Calidad 17025-2017Documento40 páginasSGC-MC-002 V22 Manual de Calidad 17025-2017francisco monsivais100% (1)
- M-S-LC-I082 INSTRUCTIVO DE VERIFICACIÓN DE TERMÓMETROS Y MEDIOS ISOTERMICOS v2Documento6 páginasM-S-LC-I082 INSTRUCTIVO DE VERIFICACIÓN DE TERMÓMETROS Y MEDIOS ISOTERMICOS v2Marcela DuckardtAún no hay calificaciones
- Auditoria PruebaDocumento1 páginaAuditoria PruebaMichi ZieglerAún no hay calificaciones
- Presentación Curso Norma ISO 17025Documento2 páginasPresentación Curso Norma ISO 17025Yova GutierrezAún no hay calificaciones
- 264-1r Azúcar Determinación de La PolarizaciónDocumento12 páginas264-1r Azúcar Determinación de La PolarizaciónMeyler Villalobos BravoAún no hay calificaciones
- Curso 80 e Iso 35Documento121 páginasCurso 80 e Iso 35MariAún no hay calificaciones
- U PR 10.004.003 Procedimiento Aseguramiento MetrologicoDocumento9 páginasU PR 10.004.003 Procedimiento Aseguramiento Metrologicocancha100% (1)
- Anodizado de AluminioDocumento3 páginasAnodizado de AluminioEliezer MendozaAún no hay calificaciones
- GTC 99-1 Orientación Sobre La Selección y El Uso de Los Sistemas de Muestreo de Aceptación para La Inspección de Elementos Discretos en Lotes - Parte 1 Muestreo de Aceptación - 20100725Documento58 páginasGTC 99-1 Orientación Sobre La Selección y El Uso de Los Sistemas de Muestreo de Aceptación para La Inspección de Elementos Discretos en Lotes - Parte 1 Muestreo de Aceptación - 20100725sentimiento azulAún no hay calificaciones
- 3255 Norma Iso 17025Documento153 páginas3255 Norma Iso 17025luis antonio criollo riveraAún no hay calificaciones
- Iso 15189Documento34 páginasIso 15189Erik Bautista Quiroz100% (1)
- Interpretacion 17025Documento38 páginasInterpretacion 17025MJ Valdivia100% (1)
- RefrigeracionDocumento40 páginasRefrigeracionpepillo2006Aún no hay calificaciones
- Bonos de Carbono y BiodigestoresDocumento19 páginasBonos de Carbono y BiodigestoresJose MeraAún no hay calificaciones
- Diagrama ChillerDocumento4 páginasDiagrama ChillerJose Mera100% (1)
- Alvarado Quinteros Idealismo Berkeley Mente1Documento60 páginasAlvarado Quinteros Idealismo Berkeley Mente1Jose MeraAún no hay calificaciones
- Gabinete para FiltrosDocumento2 páginasGabinete para FiltrosJose MeraAún no hay calificaciones
- 01 Final j0z Estructura de Proyecto de Ingenieria 2016 - ModificadoDocumento10 páginas01 Final j0z Estructura de Proyecto de Ingenieria 2016 - ModificadoJose MeraAún no hay calificaciones
- Aire Acondicionado ELITEDocumento46 páginasAire Acondicionado ELITEJose Mera100% (1)
- Tecsup Chiller-TesisDocumento17 páginasTecsup Chiller-TesisJose Mera0% (1)
- Sensores Chiller Tecnicas de Servicio DAIKIN McQUAYDocumento22 páginasSensores Chiller Tecnicas de Servicio DAIKIN McQUAYJose MeraAún no hay calificaciones
- Tesis Mantto Met RCMDocumento85 páginasTesis Mantto Met RCMJose MeraAún no hay calificaciones
- Técnicas de Servicio para ChillersDocumento12 páginasTécnicas de Servicio para ChillersJose MeraAún no hay calificaciones
- Be Products Catalog 2015 EsDocumento247 páginasBe Products Catalog 2015 EsReina RodriguezAún no hay calificaciones
- Alfa Laval m6 Che00071esDocumento2 páginasAlfa Laval m6 Che00071esJose MeraAún no hay calificaciones
- Resumen-Abstrac-universidad Nacional Tecnologica de Lima SurDocumento3 páginasResumen-Abstrac-universidad Nacional Tecnologica de Lima SurJose MeraAún no hay calificaciones
- KAESER Catalogo CompresoresDocumento11 páginasKAESER Catalogo CompresoresProcesos Brincolines MiguelinAún no hay calificaciones
- 1b Coeficientes de Creager y LowryDocumento3 páginas1b Coeficientes de Creager y LowryestefanuAún no hay calificaciones
- Guia Actividades 6tos Energía Electrica y Circuitos EléctricosDocumento4 páginasGuia Actividades 6tos Energía Electrica y Circuitos EléctricosAraceli Andrea Araos FaríasAún no hay calificaciones
- Manual Metodología 5 SDocumento22 páginasManual Metodología 5 SMaria Angelica Diaz RodriguezAún no hay calificaciones
- Plano de GRADASDocumento1 páginaPlano de GRADASDerek AnthonyAún no hay calificaciones
- INSCRIPCIONDocumento23 páginasINSCRIPCIONNatalia Belén AriasAún no hay calificaciones
- Estudio de Factibilidad para La Creacion de Un Taller Especializado de Diagnostico yDocumento235 páginasEstudio de Factibilidad para La Creacion de Un Taller Especializado de Diagnostico ycarolinaAún no hay calificaciones
- Comunicarse Oralmente y Por Escrito Con Distintos Interlocutores y en Distintos EscenariosDocumento32 páginasComunicarse Oralmente y Por Escrito Con Distintos Interlocutores y en Distintos EscenariosmaxyuyayAún no hay calificaciones
- MatrizDocumento1 páginaMatrizPedro Ivar Bohorquez AliagaAún no hay calificaciones
- Unidad III Examen Sumativo Didactica RespuestasDocumento2 páginasUnidad III Examen Sumativo Didactica RespuestasCrhistian1612Aún no hay calificaciones
- Riesgo MecánicoDocumento2 páginasRiesgo Mecánicojoseoliveros1986Aún no hay calificaciones
- Multiplicación y División de Fracciones (Con Problemas Resueltos) 4Documento1 páginaMultiplicación y División de Fracciones (Con Problemas Resueltos) 4Emilio Raga Vila0% (1)
- Elasticidad 23455Documento48 páginasElasticidad 23455Cristhian Abel Sosa VillcaAún no hay calificaciones
- Tarea 3 OP2Documento7 páginasTarea 3 OP2LINO PENA NOELIA GUADALUPEAún no hay calificaciones
- Sistemas de Ecuaciones Lineales IIDocumento2 páginasSistemas de Ecuaciones Lineales IIMatiasAún no hay calificaciones
- Laboratorio 1 Auditoria IvDocumento4 páginasLaboratorio 1 Auditoria IvCesar HerreraAún no hay calificaciones
- Material Didactico Huella HidricaDocumento130 páginasMaterial Didactico Huella HidricaYaniz LaLo100% (1)
- Tesis Cusco CuscoDocumento4 páginasTesis Cusco CuscoJhon Richar Churata ChAún no hay calificaciones
- Cya Sesion 6 Guia EVOLUCION BIOLOGICADocumento4 páginasCya Sesion 6 Guia EVOLUCION BIOLOGICALoren Paredes GarayAún no hay calificaciones
- Ultraflex 2 SP PDFDocumento4 páginasUltraflex 2 SP PDFAlejandro D AAún no hay calificaciones
- Ex Amen Parcial 1Documento3 páginasEx Amen Parcial 1Eva Rodríguez PugaAún no hay calificaciones
- Ambientes de La InvestigaciónDocumento3 páginasAmbientes de La InvestigaciónClaudia Conrad100% (4)
- 2-Referentes Parques Urbanos Ce-CmDocumento20 páginas2-Referentes Parques Urbanos Ce-CmcamiloAún no hay calificaciones
- Definición Nominal y Real de La ÉticaDocumento2 páginasDefinición Nominal y Real de La ÉticaJeffry Trujillo Herrera100% (3)
- Hoja de Seguridad - Stroby® DFDocumento10 páginasHoja de Seguridad - Stroby® DFSalud Ocupacional - Agricola El Cactus S.A.Aún no hay calificaciones
- Coherencia, Cohesión y Adecuación Textuales PDFDocumento3 páginasCoherencia, Cohesión y Adecuación Textuales PDFCarmen Haro SegoviaAún no hay calificaciones
- Libro Ecologia Ii Ocr PDFDocumento281 páginasLibro Ecologia Ii Ocr PDFJuanMariaSeguraGarrido83% (6)
- Inspección de EscalerasDocumento2 páginasInspección de Escaleraskristel limaAún no hay calificaciones