Administracin de
operaciones
Cap. 7. Calidad Seis Sigma
Prof. Juan Pino E.
9/8/2016
Chase, Richard. B, et. Al., ADMINISTRACIN DE LA PRODUCCIN Y DE LAS
OPERACIONES PARA UNA VENTAJA COMPETITIVA, 10. Edicin, McGraw Hill
Interamericana, Mxico, 2004
�CALIDAD SEIS SIGMA
Agosto 2016
J. Pino /
Contenido
1. Seis Sigma............................................................................................4
Valor y fundamentos de Seis Sigma.....................................................4
Seis Sigma como estrategia...............................................................4
Qu es Sigma? ().............................................................................5
Capacidad de procesos.......................................................................6
Las fases DMAIC de Seis Sigma.............................................................8
Las fases de Seis Sigma (DMAIC).......................................................8
Factores crticos de xito para Seis Sigma.............................................8
Resultados de Seis Sigma......................................................................9
Razones por las que funciona Seis Sigma............................................10
Empresas que han adoptado la filosofa Seis Sigma........................10
Infraestrura de apoyo a SS..................................................................10
2. Herramientas para Seis Sigma............................................................11
Hoja de verificacin o registro.............................................................11
Diagrama de Pareto.............................................................................12
Diagrama de Dispersin......................................................................13
Histogramas.........................................................................................14
Diagrama de Causa efecto..................................................................15
Diagrama de flujo................................................................................17
Estratificacin......................................................................................18
Las cartas de control...........................................................................19
3. Costos de calidad...............................................................................22
Concepto tradicional............................................................................22
Antecedentes....................................................................................22
Categoras de costos de calidad..........................................................23
Costos de calidad ptimos................................................................25
Bases de comparacin de los costos de calidad...............................26
Reporte tpico de costos de calidad..................................................27
4. Seis Sigma DMAIC para Solucin de Problemas.................................28
FASE DE DEFINICIN:...........................................................................29
FASE DE MEDICIN:.............................................................................30
2
�CALIDAD SEIS SIGMA
Agosto 2016
J. Pino /
PASO 4.- Establecimiento del objetivo o meta.....................................30
FASE DE ANLISIS:...............................................................................31
FASE DE MEJORA:.................................................................................32
FASE DE CONTROL:..............................................................................33
�CALIDAD SEIS SIGMA
Agosto 2016
J. Pino /
1. Seis Sigma
Valor y fundamentos de Seis Sigma
Seis Sigma como estrategia
Es una estrategia de mejora de negocios que busca encontrar y eliminar
causas de errores o defectos en los procesos de negocio enfocndose a
los resultados que son de importancia crtica para el cliente.
Es una estrategia y filosofa de negocios enfocada a que las
organizaciones puedan tener una ventaja competitiva al reducir los
defectos en sus procesos industriales y comerciales. (Harry, 2000)
Seis Sigma es un proceso altamente disciplinado enfocado a desarrollar
y entregar productos y servicios casi perfectos consistentemente. Es una
estrategia de gestin que usa herramientas estadsticas y mtodos de
proyectos para lograr mejoras en calidad y utilidades significativas.
http://tjgloblalconsulting.com/Seis%20Sigma.htm
�CALIDAD SEIS SIGMA
Agosto 2016
J. Pino /
Por qu es importante lograr niveles de calidad Seis Sigma?
Un 99.9% de rendimiento equivale a un nivel de calidad de 1 sigma,
representa 10 minutos sin transmisin de TV o 10 minutos sin lnea
telefnica por semana
Qu es Sigma? ()
Sigma es un concepto estadstico que representa cuanta variacin hay
en un proceso respecto a los requerimientos del cliente. Sigma es un
trmino estadstico que se refiere a la desviacin estndar de un proceso
en relacin con la media. En un proceso normal 99.73% de valores caen
dentro de +-3 y 99.99966% dentro de +-4.5 .
0 2 sigmas, dificultades para cumplir especificaciones
2 4.5 sigmas, se cumple la mayora de especificaciones
4.5 6 sigmas, cumplimiento total a requerimientos. Un proceso 6
tiene rendimiento del 99.9997%
Interpretacin de Sigma y Z
�CALIDAD SEIS SIGMA
Agosto 2016
J. Pino /
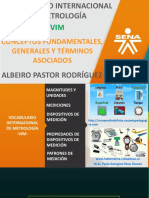
Capacidad de procesos
Motorola not que muchas operaciones en productos complejos tendan
a desplazarse 1.5 sobre el tiempo, por tanto un proceso de 6 a la
larga tendr 4.5 hacia uno de los lmites de especificacin, generando
3.4 DPMOs (defectos por milln de oportunidades).
Corrimiento de 1.5
Corrimiento de 1.5
sigmas en el largo plazo
La tasa de falla puede ser referida como los defectos por oportunidad
(DPO), o defectos por milln de oportunidades (DPMO)
Algunas capacidades a largo plazo son:
Para 2 se tienen 308,770 ppm con Ppk = 0.66
Para 3 se tienen 66,810 ppm con Ppk =1
Para 4 se tienen 6,210 ppm con Ppk =1.33
El trmino Seis Sigma se ha aplicado a operaciones aun con
distribuciones no normales, para los cuales la sigma es inapropiada, sin
embargo el principio es el mismo, desarrollar productos y servicios casi
perfectos al mejorar el proceso y eliminar los defectos, para deleitar al
cliente.
�CALIDAD SEIS SIGMA
Agosto 2016
J. Pino /
Interpretacin estadstica de Seis Sigma
�CALIDAD SEIS SIGMA
Agosto 2016
J. Pino /
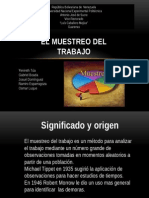
Las fases DMAIC de Seis Sigma
http://eniogt.blogspot.com/2009_06_01_archive.html
Las fases de Seis Sigma (DMAIC)
Definir: seleccionar las respuestas apropiadas (Ys a ser mejoradas)
Medir: Recoleccin de datos para medir la variable de respuesta
Analizar: Identificar la causa raz de los defectos o de las mediciones
que se desvan de las especificaciones de manera significativa
(variables independientes X)
Mejorar: Reducir la variabilidad o eliminar la causa
Control: Una vez implementadas las mejoras, monitorear los procesos
para mantener la mejora. Modificado de
Factores crticos de xito para Seis Sigma
Se requiere una cultura caracterizada por:
Orientacin al cliente: el inicio del anlisis de la cadena de valor es el
conocimiento de lo que el cliente valora ms, para deleitarlo. Descubrir
tantos defectos como sea posible, Kiichiro Toyoda de Toyota indica que
cada defecto es un tesoro ya que permite prevenirlos. Sus impulsores
son:
Voz del cliente: lo que dicen los clientes que quieren
8
�CALIDAD SEIS SIGMA
Agosto 2016
J. Pino /
Requerimientos: la traduccin de la voz del cliente dentro de
elementos medibles
Crticos para la calidad (CTQs): los requerimientos ms
importantes para el cliente
Defectos: no cumplimiento de los CTQs
Diseo para Seis Sigma: diseo de productos y procesos con
base en los requerimientos del cliente
Resultados financieros: Seis sigma habla el lenguaje de la direccin, a
pesar de que hay que hacer una inversin alta inicial en capacitacin, a
la larga se paga. No se inicia ningn proyecto o esfuerzo, a menos que
haya evidencia de los beneficios que se obtendrn. A cada Black Belt se
le asigna una meta de beneficios anuales.
Compromiso de la direccin: La alta direccin debe estar
comprometida con Seis Sigma, su responsabilidad es revisar y guiar los
proyectos de mejora, para asegurar que se reenfoquen a las prioridades
de la organizacin
Compromiso con los recursos: Pueden asignarse entre 1% a 3% del
personal staff a los esfuerzos de Seis sigma a tiempo completo y se
espera que otros empleados participen de manera regular en los
proyectos.
Infraestructura de ejecucin: el establecimiento de roles especficos
como Black Belts y Master Black Belts, proporcionan la estructura para
integrar los proyectos Seis Sigma al mundo real y mantener la tasa de
mejora. Los Champions son altos directivos que apoyan a los proyectos.
Resultados de Seis Sigma
Reducciones de costo
Incremento de participacin de mercado
Reduccin de defectos
Mejoras en la productividad
Mejora en la satisfaccin del cliente
Reducciones de tiempos de ciclo
Cambios culturales (Pande, 2000)
�CALIDAD SEIS SIGMA
Agosto 2016
J. Pino /
Razones por las que funciona Seis Sigma
Resultados en las utilidades
Involucramiento de la direccin
Un mtodo disciplinado utilizado (DMAIC)
Conclusin de proyectos en 3 a 6 meses
Medicin del xito clara
Infraestructura de personal entrenado (black belts, green belts)
Enfoque al proceso y al cliente
Mtodos estadsticos utilizados adecuados (Snee, September,
1999)
Empresas que han adoptado la filosofa Seis Sigma
Las empresas que han seguido el proceso de mejora Seis Sigma por
varios aos, han obtenido desempeo de algunos procesos mayores a la
calidad seis sigma. Cuando ocurren los defectos, como son raros, se les
presta la atencin debida y se corrigen las causas raz, al final se
exceden los requerimientos de la calidad seis sigma. Entre las empresas
que han adoptado Seis Sigma se encuentran las siguientes: Motorola,
General Electric, Dupont, Polaroid, Kodak, Sony, Toshiba, Allied Signal,
Black and Decker, Dow Chemical, Federal Express, Boeing, Johnson &
Johnson, Navistar
Infraestrura de apoyo a SS
Champions
Directivos de alto nivel que facilitan los recursos
Black belts:
Promotores de proyectos de mejora con base en SS
Instructores del personal en la empresa
Apoyo al personal en proyectos locales SS
Identifica oportunidades de mejora
Influye y aboga en el uso de herramientas y estrategia de Seis
Sigma
Green Belts
Lderes de proyecto en su rea
10
�CALIDAD SEIS SIGMA
Agosto 2016
J. Pino /
Miembros de equipos multidisciplinarios Seis Sigma
11
�CALIDAD SEIS SIGMA
Agosto 2016
J. Pino /
2. Herramientas para Seis Sigma
LAS 7 HERRAMIENTAS ESTADSTICAS
Las 7 herramientas estadsticas de calidad
Hoja de verificacin o registro
Se utiliza para reunir datos basados en la observacin del
comportamiento de un proceso. Anotar frecuencia de ocurrencia de los
eventos (con signos |, X, *, etc.)
Ejemplo de hoja de verificacin o registro
12
�CALIDAD SEIS SIGMA
Agosto 2016
J. Pino /
Ejercicio: Hacer hoja de registro con las antigedades en la empresa y
concluir:
Antigedad
0.5 -1 aos
1.1 2 aos
2.1 4 aos
4.1 7 aos
Ms de 7 aos
Conclusiones:
Registro
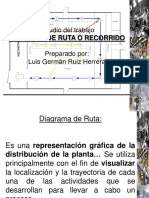
Diagrama de Pareto
Se utiliza para identificar problemas o causas principales:
Ejemplo: Se tienen los defectos siguientes:
A. Emulsin
20
B. Grasa
60
C. Derrame
80
D. Tapa barrida
30
E. Mal impresa
10
Construir un diagrama de Pareto y su lnea acumulativa
Pareto Chart of C1
200
100
Count
60
100
40
50
0
C1
Count
Percent
Cum %
20
C
80
40.0
40.0
B
60
30.0
70.0
D
30
15.0
85.0
A
20
10.0
95.0
Diagrama de Pareto
13
Other
10
5.0
100.0
Percent
80
150
�CALIDAD SEIS SIGMA
Agosto 2016
J. Pino /
Ejercicio: Hacer un diagrama de Pareto con los principales defectos en
una lnea:
Tipo de
defecto
A
B
C
D
E
Descripcin del
defecto
Frecuencia
Frecuencia
Diagrama de Dispersin
Se utiliza para analizar la correlacin entre dos variables, se puede
encontrar: Correlacin positiva o negativa, fuerte o dbil o sin
correlacin.
14
�CALIDAD SEIS SIGMA
Agosto 2016
J. Pino /
Diagrama de dispersin y su correlacin entre X,Y
Ejercicio: Hacer un diagrama de dispersin con los datos siguientes:
Espesor (escala 5 por divisin)
Tiempo Espesor
4
20
2
12
8
36
6
28
10
44
5
25
7
32
1
5
Tiempo (esc. 1/div.)
Conclusiones:
Histogramas
Se utilizan para ver la distribucin de frecuencia de una tabla de datos
Figura 2.5 Distribucin de frecuencias o histograma
Pasos para hacer un histograma:
1. Contar el nmero de datos, identificar el valor mximo, el mnimo y el
rango.
2. Determinar el ancho de clase = Rango / 5 a 8.
3. Contar cuantos datos entran dentro de cada celda.
4. Graficar las frecuencias de cada celda.
15
�CALIDAD SEIS SIGMA
Agosto 2016
J. Pino /
Ejercicio: Realizar un histograma con los datos siguientes:
2.41
3.34
4.04
4.46
8.46
9.15
11.59
12.73
13.18
15.47
17.87
18.03
18.69
19.94
20.20
20.31
24.19
28.75
30.36
30.63
33.51
33.76
34.58
35.58
35.93
36.08
36.14
36.80
36.92
37.23
38.65
39.02
39.64
40.41
40.58
40.64
43.61
44.06
44.52
45.01
45.70
45.91
46.50
47.09
47.21
47.56
47.93
48.02
48.31
48.55
49.36
49.95
50.02
50.10
50.10
50.72
51.40
51.41
51.77
52.43
55.08
55.23
55.56
55.87
56.04
56.29
58.18
59.03
59.37
59.61
62.53
62.78
62.98
63.03
64.12
64.29
65.44
66.18
66.56
67.45
70.37
71.05
71.14
72.46
72.77
74.03
74.10
76.26
76.69
77.91
81.21
82.37
82.79
83.31
85.83
88.67
89.28
89.58
94.07
94.47
Paso 1. Nmero de datos =
Valor mayor =
Valor menor =
Rango =
Paso 2. Ancho de clase = Rango / 6 =
redondear a:
Paso 3. Contar elementos para cada clase:
Columna
Intervalo
Registro de frecuencias
Frecuencia
1
2
3
4
5
6
0 -17
18-35
36-53
54-71
72-89
90 en
adelante
Paso 4. Hacer la grfica del histograma:
En Minitab
FILE > OPEN WORKSHEET > CAMSHAFT
GRAPH > HISTOGRAM
Seleccionar SUPP1
OPTIONS > seleccionar Number of Intervals > 6
OK
Diagrama de Causa efecto
Muestra la relacin entre una caracterstica de calidad y los factores de
influencia, para encontrar las causas posibles. Se usa
16
�CALIDAD SEIS SIGMA
Agosto 2016
J. Pino /
la lluvia de ideas, debe hacerse sin juicios previos y respetando las
opiniones.
Tcnica para generar ideas creativas cuando la mejor solucin no
es obvia.
Reunir a un equipo de trabajo (4 a 10 miembros) en un lugar
adecuado
El problema a analizar debe estar siempre visible
Generar y registrar en el diagrama de Ishikawa un gran nmero de
ideas, sin juzgarlas, ni criticarlas
Motivar a que todos participen con la misma oportunidad
Diagrama de causa efecto, de Ishikawa o espina de pescado
Ejercicio: Realizar un Diagrama de Causa efecto para identificar las
causas potenciales de un problema y concluir.
17
�CALIDAD SEIS SIGMA
Agosto 2016
J. Pino /
Diagrama de flujo
Se utiliza para identificar los procesos, las caractersticas crticas en
cada uno, la forma de evaluacin, los equipos a usar, los registros y plan
de reaccin, se tienen los tipos siguientes:
Diagramas de flujo de proceso detallados
Diagramas fsicos de proceso
Diagramas de flujo de valor
Smbolos de diagrama de flujo
18
�CALIDAD SEIS SIGMA
Agosto 2016
J. Pino /
Ejercicio: Hacer diagrama de flujo de una lnea o proceso, identificar
problemas.
Estratificacin
Se utiliza para separar el problema general en los estratos que lo
componen,
por
ejemplo,
por
reas,
departamentos,
productos,
proveedores, turnos, etc. Clasificacin de los datos o factores sujetos a
estudio en una serie de grupos con caractersticas similares.
Problema de rechazos
Rechazos por lnea de productos
Rechazos por lnea y mquina
Estratificacin de un problema
Ejercicio: Describir un ejemplo re estratificacin de un problema.
Inicio:
Primer paso:
Segundo paso:
Tercer paso:
19
�CALIDAD SEIS SIGMA
Agosto 2016
J. Pino /
Las cartas de control
Sirven para monitorear el proceso, prevenir defectivos y facilitar la
mejora. Hay dos tipos de cartas de control: por atributos (juzga
productos como buenos o malos) y por variables (variables como,
temperaturas).
Carta de control con sus lmites de control y lnea central
Patrones de anormalidad en cartas de control
20
�CALIDAD SEIS SIGMA
Agosto 2016
J. Pino /
Las cartas de control detectan la variacin anormal en un proceso,
denominadas causas especiales o causas asignables de
variacin.
El patrn normal de un proceso se llama causas de variacin
comunes.
El patrn anormal debido a eventos especiales se llama causa
especial de variacin.
CARTAS PARA LECTURAS INDIVIDUALES / RANGO MVIL (I-MR)
Se aplican para un tamao de muestra n =1, por ejemplo:
1. Cuando hay inspeccin automtica de parmetros o piezas
individuales.
2. La tasa de produccin es muy baja y conviene tomar muestras de una
pieza.
3. Las mediciones entre unidades muestra difieren muy poco (slo por
errores de medicin de laboratorio) como en procesos qumicos.
Los rangos mviles se empiezan a calcular a partir de la segunda
muestra, tomando la diferencia entre cada dos valores consecutivos
como sigue:
MR i =
X i X i 1
Ejmplo: Se toman varios datos de viscosidades y se construye una carta
de lecturas individuales, donde el rango se calcula tomando cada dos
valores consecutivos, por tanto el valor de n = 2 y habr (m 1) rangos
en total. Con m = nmero de valores individuales. Por ejemplo:
Valores
individuales
12
15
11
14
8
9
Ran
go
3
4
3
6
1
Al final se hace un promedio de los valores individuales X y un promedio
de rangos mviles R y los lmites de control para la carta I-MR se
calculan con las frmulas siguientes:
Para la carta I:
y para la carta R:
LSCx X (2.66 * R )
LICr 0
LICx X (2.66 * R )
LSCr 3.27 * R
21
�CALIDAD SEIS SIGMA
Agosto 2016
J. Pino /
I-MR Chart of Supp1
1
UCL=601.176
I ndividual Value
601
600
_
X=599.548
599
598
LCL=597.920
1
10
20
30
40
50
60
Observation
70
80
90
100
Moving Range
2.4
1
UCL=2.000
1.8
1.2
__
MR=0.612
0.6
0.0
LCL=0
1
10
20
30
40
50
60
Observation
70
80
90
100
Carta de control I-MR. El proceso no est en control estadstico.
Ejercicio
Hacer una carta I-MR utilizando las fichas de ejemplo por
equipos.
En Minitab
FILE > OPEN WORKSHEET > CAMSHAFT
STAT > CONTROL CHARTS > I-MR
Seleccionar SUPP1
OK
22
�CALIDAD SEIS SIGMA
Agosto 2016
J. Pino /
3. Costos de calidad
Concepto tradicional
Muchas organizaciones utilizan reportes financieros para comparar
costos reales contra costos presupuestados, la diferencia se denomina
variacin y si es significante, puede requerir accin gerencial. Los
presupuestos departamentales tambin se establecieron con los
resultados reportados mensual o trimestralmente. Estos costos son
necesarios para realizar las operaciones de los departamentos,
incluyendo el control del proceso y la calidad.
Hasta los 1950s se empezaron a enfocar a los costos de pobre calidad,
costos escondidos entre las categoras de mano de obra, materiales y
gastos indirectos, solo se diferenciaban los cargos del departamento de
calidad.
Antecedentes
En los 1950s y 1960s las empresas se enfocaron a reportar costos de
calidad debido a que:
Los productos cada vez eran ms complejos
Los clientes se volvieron ms sofisticados
Los proyectos de mejora deben ser justificados en trminos
monetarios
Los costos de proveedores y clientes se incrementaron por el
personal y el mantenimiento
Se incluyeron a tcnicos especialistas para hacer mejoras
Las alternativas de gestin necesitaron ser expresadas en
trminos monetarios
Por lo anterior se vio la necesidad de definir y medir los costos de
calidad y reportarlos de manera peridica, mensual o trimestral. Los
costos de calidad son un vehculo para:
Determinar el estado de los esfuerzos de control de costos, al
inicio son del 25 a 30% del costo de ventas
23
�CALIDAD SEIS SIGMA
Agosto 2016
J. Pino /
Identificar oportunidades para reducir costos por medio de
mejoras sistemticas
Evaluar los esfuerzos de control de costos e identificar
oportunidades de reduccin de costos por medio de mejoras al
sistema
24
�CALIDAD SEIS SIGMA
Agosto 2016
J. Pino /
Categoras de costos de calidad
Hay cuatro categoras de costos: costos de falla interna (costos
asociados con defectos encontrados antes de que el cliente reciba el
producto o servicio), costos de falla externa (costos asociados con
defectos encontrados despus de que el cliente recibe el producto o
servicio), costos de evaluacin (costos incurridos en determinar el grado
de conformancia a los requerimientos de calidad) y costos de prevencin
(costos incurridos para mantener los costos de falla y evaluacin a un
mnimo).
Sus definiciones son las siguientes:
Costos de prevencin: costos de actividades especficamente
diseados para prevenir calidad inferior en los productos y
servicios.
http://lal.cas.psu.edu/EXTENSION/Training/index.asp
Costos de evaluacin: costos asociados con medir, evaluar o
auditar productos o servicios para asegurar conformancia a
estndares de calidad y requisitos de desempeo.
25
�CALIDAD SEIS SIGMA
Agosto 2016
J. Pino /
http://www.landscapeonline.com/research/article/11674
Costos de falla: costos resultantes de productos o servicios no
conformes con los requisitos o necesidades del cliente/usuario, se
dividen en costos de falla interna y costos de falla externa:
o Costos de falla interna: costos de falla que ocurren antes de
enviar o embarcar el producto o proporcionar el servicio al
cliente.
http://www.nexlogic.com/Assembly-Capabilities.aspx
o Costos de falla externa: costos que ocurren despus del
embarque del producto o despus de proporcional el servicio
al cliente.
26
�CALIDAD SEIS SIGMA
Agosto 2016
J. Pino /
http://www.artifexbalear.org/quejas.htm
Costos de calidad ptimos
Algunos autores indican que por cada peso invertido en prevencin, se
ahorran siete pesos en fallas. La mezcla de costos de calidad depende
del tipo de producto y de la organizacin, algunos datos de
organizaciones se muestran a continuacin:
Categora de costos
Prevencin
Evaluacin
Falla interna
Falla externa
Porcentaje del total
05
10 - 50
20 -40
20 -40
La implementacin de medidas preventivas para controlar la calidad es
muy tardada. Inicialmente al incrementar los costos de evaluacin, se
incrementan los costos de falla interna, pero se reducen los costos de
falla externa. La grfica siguiente muestra el punto ptimo.
27
�CALIDAD SEIS SIGMA
Agosto 2016
J. Pino /
Costos de calidad ptimos
Bases de comparacin de los costos de calidad
Los costos de calidad deben estar relacionados a tantas bases de
diferente volumen como sea prctico, dos o tres comparaciones son
normales.
Mano de obra directa: Incurrida o planeada (estndar)
Costos de manufactura: Costo total de lo producido (mano de obra
directa + materiales directos y costos indirectos)
Costo total de manufactura (costo de lo producido + costos y
gastos de ingeniera + reserva para quejas + costo de empaque y
embarque)
Ventas: ventas netas facturadas, valor agregado (ventas netas
materiales directos)
Bases unitarias: Costos de calidad por unidad producida, Costos de
calidad referida a produccin
28
�CALIDAD SEIS SIGMA
Agosto 2016
J. Pino /
Reporte tpico de costos de calidad
29
�CALIDAD SEIS SIGMA
Agosto 2016
J. Pino /
4. Seis Sigma DMAIC para Solucin de Problemas
A continuacin se describen con ms detalle cada una de sus fases:
DEFINICIN: sirve para la seleccin y definicin del problema,
incluye: la formacin del equipo, observar el proceso actual e
identificar el Muda, seleccionar y definir el problema y hacer un
plan de trabajo.
MEDICIN: permite hacer un diagnstico de la situacin
alrededor del problema, a travs de mediciones y observacin de
hechos. Incluye el establecimiento de la meta a alcanzar.
FASE DE ANLISIS: sirve para identificar las causas potenciales
de un problema a travs de una lluvia de ideas plasmadas en un
diagrama de causa efecto, las cuales despus se comprueban con
pruebas fsicas o experimentacin, para identificar las causas
reales o raz.
FASE DE MEJORA: esta fase incluye la generacin de alternativas
de solucin, seleccin de las alternativas ms adecuadas,
implementacin de las soluciones y verificacin de su efectividad,
comparando lo alcanzado con la meta establecida.
FASE DE CONTROL: en esta fase se toman las medidas
necesarias para evitar la reincidencia del problema. Se
documentan las soluciones, se capacita al personal en los nuevos
mtodos y se da reconocimiento al equipo.
Los equipos se enfocan a resolver o mejorar situaciones no complejas de
manera que slo tomen de dos a cinco das. El xito de estos equipos es
la gran cantidad de proyectos de mejora que realizan anualmente.
La metodologa Seis Sigma que utilizan los equipos con base en la ruta
de la calidad se puede resumir en 11 pasos, que varan en funcin del
problema:
FASE DE DEFINICIN
Paso 1. Formacin del equipo
Paso 2. Seleccin del tema, problema o rea a mejorar.
FASE DE MEDICIN
Paso 3. Conocimiento de la situacin actual.
Paso 4. Establecimiento de la meta.
30
�CALIDAD SEIS SIGMA
Agosto 2016
J. Pino /
FASE DE ANLISIS
Paso 5. Anlisis de las causas del problema.
Paso 6. Generacin, evaluacin y seleccin de alternativas de solucin.
Paso 7. Implementacin de soluciones.
Paso 8. Verificacin de resultados.
FASE DE CONTROL
Paso 9. Prevencin de la reincidencia y estandarizacin.
Paso 10. Reconocimiento al equipo
Paso 11. Cierre del proyecto
Este ltimo paso es relevante ya que si no da los equipos pierden la
motivacin a emprender nuevos proyectos de mejora.
FASE DE DEFINICIN:
PASO 1. Seleccin del equipo
Seleccionar a los miembros y lder del equipo, relacionados con el rea.
PASO 2.- Seleccin del tema, problema o rea a mejorar.
Despus de observar el proceso y tomar datos. Se debe definir un tema,
el cual debe de expresar concretamente el grado del problema.
Seleccin del problema
31
�CALIDAD SEIS SIGMA
Agosto 2016
J. Pino /
FASE DE MEDICIN:
PASO 3. Conocimiento de la situacin actual
En este paso se investiga la situacin del problema y los factores
de influencia, estratificando por tiempo, proceso, turno, etc. tomando
mediciones en en el proceso y cuantificando los hechos.
Por ejemplo:
Diagnostico de la situacin actual
PASO 4.- Establecimiento del objetivo o meta
En este punto se establece la meta a alcanzar indicndola con
valores numericos en lo que sea posible y de forma concreta.
Figura 4.4 Establecimiento gradual de objetivos
(
%
V P
)E E
NR
T D
A I
S D
A
S
6
5
4
3
2
1
0
CONDICION
ACTUAL
OBJ.
PRIMARIO
OBJETIVO
0
FINAL
OBJ.
SECUNDARIO
%
4
Realizacin de un programa de trabajo utilizando la herramienta de las
5W-1H para programar las actividades especficas:
32
�CALIDAD SEIS SIGMA
Agosto 2016
J. Pino /
FASE DE ANLISIS:
PASO NO. 5 Anlisis de las causas del problema
En base a todo lo encontrado en la situacin actual analizar todos los
datos obtenidos considerando los puntos siguientes:
Identificar las posibles causas que originan el problema y
estratificarlas.
Preguntar varias veces por qu? por qu? hasta llegar a la causa
raz del problema.
Relacionar claramente las causas y los efectos
Cuantificar las posibles causas
Se puede usar el diagrama de Ishikawa o diagrama de causa efecto para
realizar una lluvia de ideas e identificar las causas potenciales como
sigue:
Diagrama de Ishikawa / Diagrama de causa efecto / Diagrama de
espina de pescado
Figura 4.5 Diagrama de Ishikawa
METODO
MANO DE OBRA
PROBLEMA,
DEFECTO O
SITUACIN A
MEJORAR
MEDIO AMBIENTE
MAQUINARIA
MATERIALES
A continuacin se hace un plan de comprobacin de las causas reales o
causas raz, utilizando un diagrama 5W 1H:
33
�CALIDAD SEIS SIGMA
Agosto 2016
J. Pino /
FASE DE MEJORA:
PASO NO. 6 Generacin, evaluacin, seleccin y planeacin de
soluciones
En este paso se debe de realizar un plan de accin para cada una de las
causas reales encontradas en el paso anterior, tomando en cuenta lo
siguiente:
Analizar todas las posibles alternativas de solucin para las causas
ms probables, sus ventajas, desventajas y factibilidad..
Realizar una definicin analtica y seleccin cuantitativa de las
alternativas de solucin, adems de analizar y evaluar cada una de
ellas.
Realizar un plan y programa de implantacin.
PASO NO. 7 Ejecucin de acciones correctivas
Probar las soluciones investigando los efectos secundarios que
puedan afectar a otras reas y despus ponerlas en practica.
Planear la implantacin de las alternativas seleccionadas.
Ejecutar las acciones del plan de acciones, comprobando su
efectividad
con: diagramas, fotos, cartas de control, Paretos,
histogramas, etc.
PASO NO: 8 Verificacin de resultados
En este paso se debe de tomar en cuenta lo siguiente:
Verificar hasta obtener efectos estables ampliando los datos
histricos confirmacin inicial.
Comparar el efecto antes y despus respecto al objetivo.
Verificar los efectos intangibles sin omisiones
(relacin
humana,
capacidad, trabajo en equipo, entusiasmo, rea de trabajo alegre).
Convertirlo en monto de ahorro en lo posible.
Ejemplo de verificacin de resultados:
90
80
0
COSTO 7
60
Este
Oeste
$ 5,000 50
Norte
40
30
20
10
01ertrim.2dotrim.3ertrim.4totrim.
ANTES
34
90
80
COSTO
MEJORA
70
$ 1,000
E
ste
60
O
e
ste
50
Norte
40
30
20
10
01ertrim.2dotrim.3ertrim.4totrim.
DESPUES
�CALIDAD SEIS SIGMA
Agosto 2016
J. Pino /
Verificacin de resultados antes y despus
FASE DE CONTROL:
PASO NO. 9 Prevencin de la reincidencia (Estandarizacin)
En este paso se deben de describir las actividades realizadas para
asegurar la no reincidencia del problema.
Se debe de tener un control de las mejoras y de los nuevos
estndares, estas deben de ser acciones que realmente eliminen las
causas de los problemas.
Herramientas a utilizar: hojas de verificacin, cartas de control,
histogramas, mtodos de documentacin de archivos, ISO- QS 9000,
5W +1H, etc.
Ejemplos de Estandarizacin
PASO NO. 10 Reconocimiento al equipo
Este paso es de los ms importantes ya que sin un reconocimiento
adecuado a los resultados alcanzados, se enva el mensaje de ganar
perder para el personal y se elimina la motivacin para trabajar en
nuevos proyectos de mejora. Los reconocimientos son muy variados y
dependen de la empresa y los resultados alcanzados en particular.
PASO 11. Gua para cerrar un proyecto
Eventualmente cada proyecto o iniciativa alcanza su punto final,
sorpresivamente esto puede ser difcil para algunos equipos, el
reconocer cuando es tiempo de terminar, cuando por ejemplo:
El propsito del proyecto se ha cumplido
El plan de trabajo ha sido completado
35
�CALIDAD SEIS SIGMA
Agosto 2016
J. Pino /
Los datos u otros indicadores de mejora, muestran algn progreso
y es claro que un mayor progreso requerir un nuevo esfuerzo
Existe acuerdo de que el equipo no es el adecuado para continuar
el trabajo
Elementos para un buen cierre
Evaluacin del trabajo del equipo
Lista de lecciones clave aprendidas
Revisin de las fortalezas y alcances del equipo
Discusin de las debilidades y mayores obstculos que se
presentaron durante el desarrollo.
Recomendaciones para dnde pueden repetirse las mejoras del
equipo
Complemento de documentacin: La documentacin del equipo sirve
como memoria de la Organizacin del trabajo de equipo; es importante
terminar escribiendo los resultados y lo que se aprendi.
Compartir resultados: una manera es dar una presentacin sobre lo
sobresaliente del trabajo de equipo, otra manera es escribir un artculo
para el peridico de la Organizacin.
Celebrar los esfuerzos del equipo: Asegrese de celebrar el esfuerzo
de cada uno. Traiga pizza o proporcione un regalo como una playera
para reconocer a cada uno. Incluya a las personas que apoyaron los
esfuerzos del equipo cubrindolos mientras estaban en juntas, a
aquellos que ayudaron en la recoleccin de datos o anlisis de datos, o
aquellos que estarn implementando los cambios en sus trabajos.
Ejercicio:
Caso: Alto consumo de artculos de papelera en la empresa
ABC
Se ha observado un alto consumo de artculos de papelera, la cual
ocupa mucho espacio en los archivos y se ha ido incrementando.
Los datos siguientes muestran la situacin actual:
CODIGO
ARTCULO
IMPORTE $
CONSUMO
A1
HOJAS
BLANCAS
11,200
240,000
CARTA
A2
TONER
PARA
10,000
9
36
�CALIDAD SEIS SIGMA
Agosto 2016
A3
A4
J. Pino /
IMPRESORA
CARTUCHOS
IMPRESORA
RECIBOS DE PAGO
TOTAL
P.
2,400
2,000
25,60
4
10,500
0
HOJAS BLANCAS CARTA
DEPTO.
IMPORTE $
VENTAS
1,000
PRODUCCIN
6,000
MANTTO.
2,000
CAPACITACIN
2,200
CONTABILIDAD
$11,20
0
HOJAS BLANCAS CARTA EN PRODUCCIN
CONCEPTO
IMPORT
E$
CONTROL DE
3,000
ASISTENCIA
REPORTES
1,000
FORMATOS
500
REGISTROS
1,500
OTROS
$6,000
Preguntas:
1. Cul es el problema ms importante? (Diagrama de Pareto)
2. Donde se consumen ms copias? (Pareto por rea)
3. Por qu concepto se consumen ms copias? (Pareto por
concepto)
4. Cmo se definira el problema especfico?
5. Cmo se formara un equipo de trabajo?
6. Qu meta sera adecuada para el problema?
7. Cmo se analizaran las causas del problema? (Diagrama de
Ishikawa)
8. Cmo se hara un diagrama de 5W-1H para verificar las causas
reales?
Soluciones del caso
37
�CALIDAD SEIS SIGMA
Agosto 2016
J. Pino /
1. Proponer para cada causa real encontrada al menos dos
soluciones, evaluar sus ventajas, desventajas y factibilidad.
2. Seleccionar las mejores soluciones.
3. Cmo se podran implementar esas soluciones?
4. Cmo se puede verificar la efectividad de las soluciones?
5. Qu se recomendara para que no se repita el problema?
6. Qu reconocimientos se le deberan dar a los participantes del
equipo?
38