También podría gustarte
- Caso 5 - DellDocumento8 páginasCaso 5 - DellJonathan Quinteros Guell100% (2)
- Resumen de ¿Por qué mi plan nunca se cumple? de Beatriz Muñoz-SecaDe EverandResumen de ¿Por qué mi plan nunca se cumple? de Beatriz Muñoz-SecaAún no hay calificaciones
- Documents - Tips Politica de Dividendos 561c24c23ee33Documento49 páginasDocuments - Tips Politica de Dividendos 561c24c23ee33eesa190% (1)
- Maricela - Pinto - Contabilidades para La Toma de Deciciones - Semana 3Documento6 páginasMaricela - Pinto - Contabilidades para La Toma de Deciciones - Semana 3maricelaAún no hay calificaciones
- Ecex y AltexDocumento7 páginasEcex y AltexFashion'n Look MatamorosAún no hay calificaciones
- Historia de La MezclillaDocumento5 páginasHistoria de La MezclillaOscar Amaro Cesar100% (1)
- Resumen de Technology Scorecards de Sam BansalDe EverandResumen de Technology Scorecards de Sam BansalAún no hay calificaciones
- Clasificación de Las Empresas en El EcuadorDocumento5 páginasClasificación de Las Empresas en El EcuadorSebastian Andrade67% (18)
- Trabajo Ciclo PhvaDocumento18 páginasTrabajo Ciclo PhvapedroAún no hay calificaciones
- Pedro - Arancibia - Semana 3Documento8 páginasPedro - Arancibia - Semana 3Pedro Arancibia100% (2)
- Monografia PDCADocumento41 páginasMonografia PDCAAndyAún no hay calificaciones
- Modulo IV Ingenieria de Mantenimiento A. de FallasDocumento41 páginasModulo IV Ingenieria de Mantenimiento A. de FallasAndy RieraAún no hay calificaciones
- Administración de Los Inventario Final.Documento32 páginasAdministración de Los Inventario Final.benny martinezAún no hay calificaciones
- Alicia - Reyes - Tarea 5Documento8 páginasAlicia - Reyes - Tarea 5ali97100% (2)
- Evidencia 2.1Documento8 páginasEvidencia 2.1john miltonAún no hay calificaciones
- Módulo 8 Organización y Gestión de Empresas Turísticas1Documento237 páginasMódulo 8 Organización y Gestión de Empresas Turísticas1Florcita Yovera100% (1)
- Mannual de Seguridad Vial SIECADocumento124 páginasMannual de Seguridad Vial SIECALudmila AlvarezAún no hay calificaciones
- Análisis de Vigas Con Solidworks Deteminación de Esfuerzos de Flexión y Factor de Seguridad Ingeniería Asistida Por Computador.Documento9 páginasAnálisis de Vigas Con Solidworks Deteminación de Esfuerzos de Flexión y Factor de Seguridad Ingeniería Asistida Por Computador.Oscar Amaro CesarAún no hay calificaciones
- Técnicas de La Ing IndustrialDocumento2 páginasTécnicas de La Ing IndustrialSidney Rivera0% (1)
- Metodos Industriales y de ServiciosDocumento7 páginasMetodos Industriales y de ServiciosManuel Garcia50% (4)
- Razonamiento Juridico y Administracion de JusticiaDocumento247 páginasRazonamiento Juridico y Administracion de JusticiadanchristianoAún no hay calificaciones
- Mejora de La Productidad Mediasnte HPVADocumento9 páginasMejora de La Productidad Mediasnte HPVAGorki Whitman Aguila HuamanAún no hay calificaciones
- 5 PDFDocumento9 páginas5 PDFgianellachonlonAún no hay calificaciones
- Mejora de La Productividad en El Area de Confecciones de La Empresa Best Group TextilsDocumento10 páginasMejora de La Productividad en El Area de Confecciones de La Empresa Best Group TextilsArianna NetAún no hay calificaciones
- Apuntes de HerramientasDocumento11 páginasApuntes de HerramientasLuisa CamachoAún no hay calificaciones
- Herramientas de Gestión EmpresarialDocumento14 páginasHerramientas de Gestión EmpresarialIRMITA GAMA DAZAAún no hay calificaciones
- Mejora Continua de La Productividad de La Empresa Modasa Mediante La Metodología PhvaDocumento10 páginasMejora Continua de La Productividad de La Empresa Modasa Mediante La Metodología Phvaosvald97Aún no hay calificaciones
- Definiciones de Metodologías Japonesas de Administración EmpresarialDocumento5 páginasDefiniciones de Metodologías Japonesas de Administración EmpresarialBryan Rodríguez AlcaldeAún no hay calificaciones
- 1 PDFDocumento8 páginas1 PDFKarla Polo PiminchumoAún no hay calificaciones
- 3 PDFDocumento11 páginas3 PDFAlexis BullonAún no hay calificaciones
- Ejercicios Unidad 3 Paso 4Documento5 páginasEjercicios Unidad 3 Paso 4Luis Andres Ospino CoboAún no hay calificaciones
- Implementación de La Mejora ContinuaDocumento8 páginasImplementación de La Mejora ContinuaGrimsonJaurapomaAún no hay calificaciones
- T1A4. ResumenDocumento13 páginasT1A4. ResumenGaby JimenezAún no hay calificaciones
- Hillary Bucklin Control01Documento5 páginasHillary Bucklin Control01Hillary BucklinAún no hay calificaciones
- TAREA 3.3 Herramientas de LeanDocumento19 páginasTAREA 3.3 Herramientas de LeanYomar AguilarAún no hay calificaciones
- DemingDocumento3 páginasDemingVania Díaz AndradeAún no hay calificaciones
- Universidad Laica Eloy Alfaro de Manabí Facultad de Ingeniería IndustrialDocumento4 páginasUniversidad Laica Eloy Alfaro de Manabí Facultad de Ingeniería IndustrialLisseth Mejia VeraAún no hay calificaciones
- 102501-Grupo2 f3p2 DesarrolloDocumento23 páginas102501-Grupo2 f3p2 DesarrolloGabriel RojasAún no hay calificaciones
- Kaizen Vs Seis SigmaDocumento3 páginasKaizen Vs Seis SigmaJorgeAún no hay calificaciones
- Taller de Tendencias AdministrativasDocumento9 páginasTaller de Tendencias AdministrativasTatiiana GarciaAún no hay calificaciones
- Actividad en El Aula 3 Ing de La ProductividadDocumento7 páginasActividad en El Aula 3 Ing de La ProductividadKarina Gabino0% (3)
- Calidad TotalDocumento5 páginasCalidad TotalElvia PalmaAún no hay calificaciones
- Instituto Tecnológico SuperiorDocumento20 páginasInstituto Tecnológico Superioralberto hernandezAún no hay calificaciones
- Cuestionario de Organizacion y MetodosDocumento6 páginasCuestionario de Organizacion y MetodosWilly VargasAún no hay calificaciones
- 4Documento8 páginas4stefanymor10Aún no hay calificaciones
- Taller OPA - Mejora ContinuaDocumento31 páginasTaller OPA - Mejora ContinuaRenzo ManzanoAún no hay calificaciones
- La Herramienta Lean TPM O Mantenimiento Productivo TotalDocumento5 páginasLa Herramienta Lean TPM O Mantenimiento Productivo TotalDaniel CubasAún no hay calificaciones
- Organización IrmerEchenique 285B1Documento6 páginasOrganización IrmerEchenique 285B1Irmer EcheniqueAún no hay calificaciones
- CristobalRomero Tarea7Documento5 páginasCristobalRomero Tarea7Cristóbal RomeroAún no hay calificaciones
- Aseguramiento Tarea 1.4 Técnicas de CalidadDocumento8 páginasAseguramiento Tarea 1.4 Técnicas de CalidadKARLA VERONICA DIAZ AMAYAAún no hay calificaciones
- Metodologías y Estrategias de Los Procesos de ProducciónDocumento10 páginasMetodologías y Estrategias de Los Procesos de ProducciónKrishyun AkabaneAún no hay calificaciones
- TALLER EN CLASE - Docx 2Documento12 páginasTALLER EN CLASE - Docx 2Jorge Lindarte serranoAún no hay calificaciones
- Apo - ToyotaDocumento3 páginasApo - ToyotadeogoreAún no hay calificaciones
- ACTIVIDAD 1. Ciclo de DEMING VS MTP de D. SUMANTHDocumento4 páginasACTIVIDAD 1. Ciclo de DEMING VS MTP de D. SUMANTHChrissRobGarciaRamosAún no hay calificaciones
- Intervenciones InnovadorasDocumento13 páginasIntervenciones InnovadorassenaidaAún no hay calificaciones
- Tema Crear Una Organización Capaz de Ejecutar Una Estrategía #3Documento21 páginasTema Crear Una Organización Capaz de Ejecutar Una Estrategía #3DELKI MARIZOL GARCIA MATEOAún no hay calificaciones
- TrabajoDocumento54 páginasTrabajoMariana GomezAún no hay calificaciones
- Actividad FinalDocumento7 páginasActividad FinalJOSUE RAMON GARCIA ORTIZAún no hay calificaciones
- Proyecto CMCDocumento16 páginasProyecto CMCFrankoAún no hay calificaciones
- Tesis Maderera Fase Iv 1903 UnefmDocumento8 páginasTesis Maderera Fase Iv 1903 UnefmJairo GaunaAún no hay calificaciones
- SIPOC LascarroDocumento5 páginasSIPOC LascarrojoseAún no hay calificaciones
- Propuesta de Mejora en Seguridad IndustrialDocumento10 páginasPropuesta de Mejora en Seguridad IndustrialJesùsGabrielVigilSanchezAún no hay calificaciones
- Actividad 2. Administración de Programas de CalidadDocumento9 páginasActividad 2. Administración de Programas de CalidadMaria BernalAún no hay calificaciones
- Lean ManufacturingDocumento45 páginasLean Manufacturingkhristiano1099Aún no hay calificaciones
- Grupo N.°7 U1 Herminda Araneda Danilo Aliaga Nicol ParedesDocumento15 páginasGrupo N.°7 U1 Herminda Araneda Danilo Aliaga Nicol ParedesHerminda Del Carmen Araneda DelgadoAún no hay calificaciones
- ADCG01 - U4 - Diseño e Implementación de Un Sistema de Control de GestiónDocumento7 páginasADCG01 - U4 - Diseño e Implementación de Un Sistema de Control de GestiónjazminAún no hay calificaciones
- Actividad Justo A TiempoDocumento6 páginasActividad Justo A TiempoLuisa AvilaAún no hay calificaciones
- MONOGRAFIADocumento20 páginasMONOGRAFIAJackeline SuarezAún no hay calificaciones
- Lean Manufacturing: Optimiza tu producción, elimina el desperdicio y dispara tu productividadDe EverandLean Manufacturing: Optimiza tu producción, elimina el desperdicio y dispara tu productividadAún no hay calificaciones
- Examen de Termo ResueltoDocumento9 páginasExamen de Termo ResueltoOscar Amaro CesarAún no hay calificaciones
- Loto PPT 221Documento71 páginasLoto PPT 221Oscar Amaro CesarAún no hay calificaciones
- Compendio de Normas y AcerosDocumento66 páginasCompendio de Normas y AcerosOscar Amaro CesarAún no hay calificaciones
- Control Estadístico de Procesos Clase 1Documento35 páginasControl Estadístico de Procesos Clase 1Oscar Amaro CesarAún no hay calificaciones
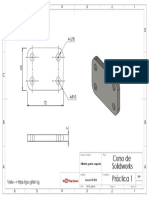
- Soporte de Placa PDFDocumento1 páginaSoporte de Placa PDFOscar Amaro CesarAún no hay calificaciones
- Manual de Prácticas Diseño de HerramentalesDocumento26 páginasManual de Prácticas Diseño de HerramentalesOscar Amaro CesarAún no hay calificaciones
- PDF UthDocumento72 páginasPDF UthOscar Amaro CesarAún no hay calificaciones
- Calor y EnergiaDocumento3 páginasCalor y EnergiaOscar Amaro CesarAún no hay calificaciones
- Calor y EnergiaDocumento2 páginasCalor y EnergiaOscar Amaro Cesar100% (1)
- Calor y EnergiaDocumento3 páginasCalor y EnergiaOscar Amaro CesarAún no hay calificaciones
- Problemas Resueltos de Programación LinealDocumento50 páginasProblemas Resueltos de Programación LinealRicardo AriasAún no hay calificaciones
- Barra de Aluminio-Análisis Estático 1-1Documento11 páginasBarra de Aluminio-Análisis Estático 1-1Oscar Amaro CesarAún no hay calificaciones
- Diagrama de FlujoDocumento10 páginasDiagrama de FlujoOscar Amaro CesarAún no hay calificaciones
- 7 Principios Básicos para La Salud Financiera de La EmpresaDocumento4 páginas7 Principios Básicos para La Salud Financiera de La EmpresaCass BernalAún no hay calificaciones
- Tesis DoctoralDocumento209 páginasTesis DoctoralElizabeth Carmen50% (2)
- Administracion Por ObjetivosDocumento12 páginasAdministracion Por ObjetivosMauricio LiendoAún no hay calificaciones
- Plan Anual de Seguridad y Salud en El Trabajo - SJCDocumento15 páginasPlan Anual de Seguridad y Salud en El Trabajo - SJCJorge Raul Vergara FernandezAún no hay calificaciones
- Contratos A Prueba en La Propuesta de Ley Abascal PDFDocumento7 páginasContratos A Prueba en La Propuesta de Ley Abascal PDFSebastianAún no hay calificaciones
- Tesis Final - MasitaDocumento105 páginasTesis Final - Masitaedwin yoel fernandez pacherresAún no hay calificaciones
- Set Lince TPVDocumento4 páginasSet Lince TPVHector JurcichAún no hay calificaciones
- David López LópezDocumento424 páginasDavid López LópezAnonymous rbU67O8Aún no hay calificaciones
- Comportamiento InnatoDocumento3 páginasComportamiento InnatoCarlosMoscolAún no hay calificaciones
- El Capital Humano Como Fuente de Ventaja CompetitivaDocumento14 páginasEl Capital Humano Como Fuente de Ventaja CompetitivaeutomidoAún no hay calificaciones
- La Comunicacion Escrita PDFDocumento8 páginasLa Comunicacion Escrita PDFYorela Torres CastilloAún no hay calificaciones
- Estructura Organizacion Empresa PeriodisticaDocumento127 páginasEstructura Organizacion Empresa PeriodisticaCristian Barria100% (1)
- Capitulo 2 Turron ProcesoDocumento22 páginasCapitulo 2 Turron ProcesoMaarlenii Carbajal0% (1)
- Plan Prospectivo Estratégico Cacao VRAEDocumento65 páginasPlan Prospectivo Estratégico Cacao VRAETito Arnaldo Hernández TerronesAún no hay calificaciones
- Aspectos Generales de La Empresa MercantilDocumento32 páginasAspectos Generales de La Empresa MercantilJose Eduardo Murillo0% (1)
- APERTURADocumento4 páginasAPERTURATäNy MönAún no hay calificaciones
- 02-Plan de Gestión para La Compra de Maquinaria para Una Línea de Producción de QuesosDocumento19 páginas02-Plan de Gestión para La Compra de Maquinaria para Una Línea de Producción de QuesosBruno ValenciaAún no hay calificaciones
- El Mundo de Nestle PDFDocumento56 páginasEl Mundo de Nestle PDFanimetidos15Aún no hay calificaciones
- Ejemplodejustificacin 131213072510 Phpapp02Documento5 páginasEjemplodejustificacin 131213072510 Phpapp02zerjitoAún no hay calificaciones
- 1a Sesion Adm Estrategica y Competividad Estrategica PDFDocumento72 páginas1a Sesion Adm Estrategica y Competividad Estrategica PDFLuis Daniel Gaitan LopezAún no hay calificaciones
- Formacion de ArchivosDocumento44 páginasFormacion de Archivossjustiniano68100% (1)
- Outsourcing en SaludDocumento12 páginasOutsourcing en SaludStefanyTunjarOliva100% (1)