PRIMER INFORME DISEO 1 PROTOTIPO INYECCION
1. PROYECTO A DESARROLLAR
Diseo y fabricacin de un prototipo de inyeccin para moldeo de
polietileno y polipropileno, donde se controlaran las principales variables.
Diseo y fabricacin de un molde en aluminio por ser maleable,
resistente a las temperaturas de trabajo del polmero y por su
bajo costo. Elaboracin de un prototipo semiautomtico de lo anterior,
debido al suministro de la materia prima y la extraccin de la piza del
molde. Se realizaran diferentes pruebas utilizando tcnicas
termografas para determinar las condiciones de temperatura del
cilindro antes durante y despus del proceso. Se realizaran una
serie de probetas que sern caracterizadas para poder calibrar el
dispositivo y definir diferentes variables como las condiciones de
temperatura y determinar los defectos de la pieza.
2. RESUMEN
El objetivo de este proyecto es el diseo y fabricacin de una maquina
inyectora con la cual en posteriores proyectos se pueda hacer uso de ella
para diferentes fines como la investigacin de los polmeros.
3. INTRODUCCIN
Los polmeros han tenido un alto desarrollo en las ltimas 3 o 4 dcadas.
En la actualidad es mayor el porcentaje que se produce de polmeros
que de aceros en Europa. El factor que ms influye en el crecimiento de
estos, es la facilidad y la economa en la transformacin de estos
materiales, especialmente los termoplsticos por que admiten altos niveles
de fabricacin a precios relativamente bajos, entre todos los procesos de
fabricacin y/o transformacin de muy comn el proceso de moldeo por
inyeccin, realizando un proceso ms sencillo y rpido, ayudando a
que los materiales polimricos estn reemplazando a los metales, vidrios y
maderas. Este proceso ha generado tanta importancia que se han llevado a
cabo gran cantidad de estudios y trabajos experimentales, en cuanto a
la influencia de las restricciones en el proceso como las propiedades de
sus piezas y la defectologia de estas. Como una consecuencia directa
de estos estudios, actualmente se puede encontrar un gran conjunto de
herramientas que ayudan a analizar y proponer diferentes alternativas
de estudios para fijar condiciones ideales del procesado de los
materiales polimricos. Para llevar a cabo este proceso se necesitan
temperaturas y presiones mucho ms altas que en alguna tcnica
diferente de transformacin, generando piezas y objetos de alta precisin
con superficies lisas, proporcionando un alto aprovechamiento del
material base con altos niveles de produccin. El moldeo por inyeccin
obedece a un adecuado funcionamiento de la mquina, en la que se
procesa un material termo fijo o termoplstico para fabricar o producir
una pieza moldeada mediante el proceso de moldeo por inyeccin.
Este emplea dos dispositivos completamente dependiente el uno del otro
(mquina de moldeo y, molde). La mquina es la encargada de fundir
el material para que este pueda fluir en el interior del cilindro al aplicar
presin hacia el molde, donde es en este donde llega el material fundido
para que se solidifique y tome la forma del mismo.
4. PLANTEAMIENTO DEL PROBLEMA Y DESARROLLO DE LAS
ESPECIFICACIONES
Se requiere trabajar con materiales polietileno y Polipropileno. Se busca
que el sistema de sujecin de los troqueles sea universal, es decir que se
pueda sujetar cualquier molde. El desarrollo de estas especificaciones ser
el poder utilizar ambos materiales en la maquina inyectora a realizar, para
esto se miraran aspectos como las caractersticas de cada material y as
poder determinar cules sern las variables a manejar para cada uno de
ellos. Respecto al sistema de sujecin de los troqueles que sea universal se
tendr eso en cuenta en el diseo preliminar donde se garantic esto y as
poder cumplir con las necesidades del cliente.
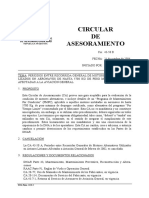
5. CASA DE LA CALIDAD
Casa de la calidad
6. DEFINICIN DE LA NECESIDAD
La necesidad de controlar los parmetros de proceso en la inyeccin del
plstico, junto con la innovacin sobre las tcnicas convencionales ha
dado lugar a estudios y trabajos experimentales que investigan la
influencia de los parmetros de proceso sobre las propiedades de las
piezas y sobre la defectologa de las mismas, as como posibles mejoras
en el control del proceso por eso se hace necesario el desarrollo de un
prototipo para la universidad de Ibagu en donde se puedan comenzar
hacer este tipo de investigaciones sobre los termoplsticos.
7. PLANEACIN Y ADMINISTRACIN DEL PROYECTO
ACTIVIDADES
AGOSTO SEPTIEMBRE OCTUBRE NOVIEMBRE
SEMANAS
1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4
FASE 1
planeacin del proyecto
Verificacin maquina inyectora
Planteamiento de problema
Anlisis parmetros a mejorar
Estado del arte
creacin nuevo molde
Diseo de la boquilla
Sistema de control de temperatura
FASE 2
Simulacin prototipo inyectora
Fabricacin componentes molde
fabricacin componentes motor
fabricacin componentes generales
FASE 3
Ensamblaje de la maquina
Estudio defectos producidos
Estudio comportamientos inyectora
Presentacin
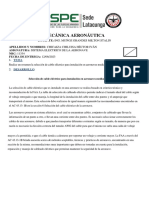
8. DISEO CONCEPTUAL, FUNCIONAL Y EXAMINACIN DE
CONCEPTOS
Examinacin de conceptos:
Calentamiento del material: se refiere al calentamiento que requiere el
plstico para poder ser inyectado en el molde
Movimiento del material : esto es la velocidad y el desplazamiento que
tendr el material fundido en el cilindro para llegar a la boquilla para ser
inyectado
Presin de inyeccin: se refiere a la presin necesaria y el tiempo necesario
de esta presin para que el material se inyecte a ocupar el volumen total del
molde
Presin del molde: se refiere a la presin necesaria y el tiempo necesario
de esta presin para mantener unido el molde fijo y el molde dinmico
mientras es inyectado el material fundido en el molde
inyeccion de plasticos
calentamiento del
material
espancion termica de los
componentes
fluides del plastico temperatura maxima
movimiento del material
paso entre hilos del
tornillo
velocidad del tornillo Rpm del motor
presion de inyeccion
tiempo de presion para
la inyeccion
velocidad del aumento
de la presion
presion del molde
presion necesaria para el
cerrado del molde
mantenimiento de la
presion necesaria
mientras el tiempo de
inyeccion
9. MODELOS INICIALES O PRELIMINARES
Modelo 1: maquina inyectora la cual funciona verticalmente, la inyeccin
es realizada a travs de un pistn el cual ejerce la presin necesaria para
que el plstico entre al molde.
Modelo 2: maquina inyectora horizontal la cual consta de un tornillo sin
fin para arrastre del material el cual es alimentado mediante una tolva
que no se visualiza en el dibujo, la presin de inyeccin es realizada
manualmente por medio de movimiento humano que convierte este en
energa mecnica para generar presin solo del tornillo sin fin contra el
molde fijo, la abertura y cierre del molde ser con energa mecnica
generada por medio del movimiento humano.
Modelo 3: Maquina inyectora la cual arrastra el material por medio de un
tornillo sin fin el cual es alimentado por medio de una tolva. La presin
ser moviendo todo el sistema del sinfn motor contra el molde fijo y
presionando el material para su inyeccin. La abertura y cierre del molde
ser como en el prototipo anterior.
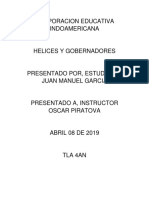
listado caractersticas modelo 1 modelo 2 modelo 3
calentamiento material 6 8 8
transporte de material 3 9 9
presin material 5 6 9
cerrado molde 8 8 8
alimentacin material 5 8 8
tamao maquina 8 6 6
precio maquina 8 7 7
fabricacin 8 7 7
compactacin en la inyeccin 5 7 9
manejo de las variables 6 8 8
Calificacin 1 a 10
TOTAL
62 74 79
mejor modelo numero 3
10. CONCLUSIONES Y RECOMENDACIONES
El modelo numero 3 ofrece las mejores condiciones en cuanto a las
caractersticas base que se seleccionaron, pero hay que tener en cuenta
que el modelo nmero dos en cuanto a puntuacin se refiere estuvo
tambin muy cerca a solo 5 puntos en conclusin se adoptara el modelo
3.
Recomendacin: Como el segundo modelo estuvo tambin muy cerca de
la puntuacin ms alta, se tendrn en cuenta tambin aspectos de este
modelo en la realizacin del prototipo.