También podría gustarte
- Proceso TIG, Alternativa de Soldadura en El Área de MantenimientoDocumento1 páginaProceso TIG, Alternativa de Soldadura en El Área de MantenimientoWELD - TECHAún no hay calificaciones
- Clase 5 Parte 2. Aleaciones No Ferrosas Aluminio y Sus Aleaciones, Cobre y Sus AleacionesDocumento55 páginasClase 5 Parte 2. Aleaciones No Ferrosas Aluminio y Sus Aleaciones, Cobre y Sus Aleacionesandres salasAún no hay calificaciones
- Sistemas Digitales de Soldadura Con Arco SumergidoDocumento28 páginasSistemas Digitales de Soldadura Con Arco SumergidoLuis Eduardo Arellano HernandezAún no hay calificaciones
- Crote Arco Aire RanuradoDocumento5 páginasCrote Arco Aire RanuradoresiselecAún no hay calificaciones
- Aceros de Ultra Alta Resist en CIADocumento9 páginasAceros de Ultra Alta Resist en CIAmanolin969Aún no hay calificaciones
- Introducción Al Análisis de Fallas en Componentes FerrososDocumento14 páginasIntroducción Al Análisis de Fallas en Componentes FerrososSpectrumRaijinAún no hay calificaciones
- Soldadura Por Resistencia en La Industria AutomotrizDocumento35 páginasSoldadura Por Resistencia en La Industria AutomotrizABRAHAM SILVA HERNANDEZAún no hay calificaciones
- Refrigerant EsDocumento21 páginasRefrigerant EsErick Lepin GonzalezAún no hay calificaciones
- Proceso SAW - Arco SumergidoDocumento73 páginasProceso SAW - Arco SumergidoEnriqueMartinezRomero50% (2)
- Recuperacion de Un Eje AISI 4140 Presentación Bolivia - Expositor Ego Aguirre PalaciosDocumento44 páginasRecuperacion de Un Eje AISI 4140 Presentación Bolivia - Expositor Ego Aguirre Palaciosedwar_12100% (1)
- Despiece Motor Kohler CH740Documento16 páginasDespiece Motor Kohler CH740Simon CruzAún no hay calificaciones
- Proceso Gamw - Mig MagDocumento53 páginasProceso Gamw - Mig MagAlexsandro CossioAún no hay calificaciones
- Precision Tig 275&375Documento8 páginasPrecision Tig 275&375rafaelnezaAún no hay calificaciones
- Soldadura 2011Documento36 páginasSoldadura 2011Oo HurriganAún no hay calificaciones
- CDP Proceso GmawDocumento68 páginasCDP Proceso GmawJORGE CAICEDOAún no hay calificaciones
- Gmaw EspañolDocumento76 páginasGmaw EspañolOrlando José MéndezAún no hay calificaciones
- Lincoln Waveform Control Procesos InfoDocumento13 páginasLincoln Waveform Control Procesos InfoestelauAún no hay calificaciones
- Diapositivas GmawDocumento66 páginasDiapositivas GmawMigueMarencoS100% (1)
- PARTES DEL MOTOR Motores y Máquinas Agricolas - Apuntes de ApoyoDocumento15 páginasPARTES DEL MOTOR Motores y Máquinas Agricolas - Apuntes de ApoyoRafa Blanco “RdeDamas”Aún no hay calificaciones
- GTAW Maquinas PDFDocumento40 páginasGTAW Maquinas PDFLuis ClementeAún no hay calificaciones
- Guía de Soldadura 2015 PDFDocumento16 páginasGuía de Soldadura 2015 PDFAlex MadueñoAún no hay calificaciones
- BatteryTestingGuideES 2 1 PDFDocumento31 páginasBatteryTestingGuideES 2 1 PDFcarlosmandopintoAún no hay calificaciones
- Procesos de Soldadura y Corte ClaseDocumento133 páginasProcesos de Soldadura y Corte Clasejose_luciano2901Aún no hay calificaciones
- Diagnostico Averias AlternadoresDocumento62 páginasDiagnostico Averias AlternadorespatricioAún no hay calificaciones
- Proceso GMAW-MIGDocumento86 páginasProceso GMAW-MIGmichelemariAún no hay calificaciones
- RCM Unidad 2 PDFDocumento63 páginasRCM Unidad 2 PDFGiancarlos CasaperaltaAún no hay calificaciones
- DesgastesDocumento52 páginasDesgastesJonathan Smith Santos RiveraAún no hay calificaciones
- Proceso FCAW-CENTRAL DE SOLDADURA DE PROTECCIÓN INDUSTRIAL S.ADocumento93 páginasProceso FCAW-CENTRAL DE SOLDADURA DE PROTECCIÓN INDUSTRIAL S.Avricardol100% (1)
- Maquinas InyectorasDocumento30 páginasMaquinas InyectorasJUANDI RODRIGUEZAún no hay calificaciones
- Juntas M-Institucional - 12 - 18 - SP PDFDocumento36 páginasJuntas M-Institucional - 12 - 18 - SP PDFcavnqnAún no hay calificaciones
- Control Voltaje 1Documento86 páginasControl Voltaje 1Luis Enrique Bartolo GarciaAún no hay calificaciones
- Procesos de Soldadura Y ElectricidadDocumento37 páginasProcesos de Soldadura Y ElectricidadJairo100% (1)
- Fatiga TérmicaDocumento29 páginasFatiga TérmicaJAIME BRIAN ROSARIO COSTILLAAún no hay calificaciones
- Páginas DesdeWPS SML 2 20Documento1 páginaPáginas DesdeWPS SML 2 20ELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- Reparaciòn Soldaduras Especiales OerlikonDocumento59 páginasReparaciòn Soldaduras Especiales OerlikonHernan Alvarez100% (4)
- c4. Tecnología de La SoldaduraDocumento9 páginasc4. Tecnología de La SoldaduraYuri JavierAún no hay calificaciones
- Sesion-7-Mantención Motores Electricos - 1Documento59 páginasSesion-7-Mantención Motores Electricos - 1carlos patricio abett de la torre cheungAún no hay calificaciones
- 02-Procesos de SoldadurasDocumento157 páginas02-Procesos de SoldadurasLimbert Ramos RicaldeAún no hay calificaciones
- Material Modulo 1Documento208 páginasMaterial Modulo 1Eudes Armas MatosAún no hay calificaciones
- Proceso GTAWDocumento29 páginasProceso GTAWfito_sAún no hay calificaciones
- Proceso de Corte Plasma Thermal Dynamics - Cut Master TrueDocumento1 páginaProceso de Corte Plasma Thermal Dynamics - Cut Master TrueWilmer Ramírez MerejildoAún no hay calificaciones
- D Corte Oxiacetilenicoparte1 Y2Documento20 páginasD Corte Oxiacetilenicoparte1 Y2Jordan Magaña MoralesAún no hay calificaciones
- Arco Sumergido ACDCDocumento6 páginasArco Sumergido ACDCKléber Chávez CifuentesAún no hay calificaciones
- Proyecto de InvestigaciónDocumento3 páginasProyecto de InvestigaciónDaniel Hidalgo ParedesAún no hay calificaciones
- Física de La SoldaduraDocumento16 páginasFísica de La SoldaduraPaTo VeAs ChAuAún no hay calificaciones
- Examen de Soldadura de Aceros InoxidablesDocumento4 páginasExamen de Soldadura de Aceros InoxidablesJesus Manuel Tambo LimachiAún no hay calificaciones
- Análisis de Falla de Un Eje de PiñónDocumento20 páginasAnálisis de Falla de Un Eje de PiñónVerónica MartínezAún no hay calificaciones
- Formato QW-482Documento3 páginasFormato QW-482Jason PalmerAún no hay calificaciones
- Informe GmawDocumento11 páginasInforme GmawMiguel Ángel Roque VasquezAún no hay calificaciones
- Catálogo CipesaDocumento52 páginasCatálogo CipesaJhonatan VbAún no hay calificaciones
- 11 Agrietamiento en Frio y en CalienteDocumento34 páginas11 Agrietamiento en Frio y en CalienteMarlon GutierrezAún no hay calificaciones
- Reparaciones Por SoldaduraDocumento7 páginasReparaciones Por SoldaduraMiguel RodriguezAún no hay calificaciones
- P&P Mtto - Unidad6 Sistemas de Criticidad de Los EquiposDocumento27 páginasP&P Mtto - Unidad6 Sistemas de Criticidad de Los Equiposjoel_ayala_22Aún no hay calificaciones
- El Corte Con Plasma Exitoso Depende de Los ConsumiblesDocumento7 páginasEl Corte Con Plasma Exitoso Depende de Los ConsumiblesHernan GhibaudoAún no hay calificaciones
- Sistema de Corte Por Plasma HyperthermDocumento40 páginasSistema de Corte Por Plasma HyperthermGerardo FloresAún no hay calificaciones
- Proyecto HowardDocumento26 páginasProyecto HowardHoward Sequeiros75% (4)
- INforme SOLDADURADocumento4 páginasINforme SOLDADURACinthia LlanquiAún no hay calificaciones
- Soldadura GmawDocumento138 páginasSoldadura GmawmigalbertAún no hay calificaciones
- Explicacion BaconectoresstudecuadorDocumento3 páginasExplicacion BaconectoresstudecuadorWalter LeonAún no hay calificaciones
- Catalogo Moldes Grafito PDFDocumento59 páginasCatalogo Moldes Grafito PDFRoberto TreviñoAún no hay calificaciones
- Consideraciones Prácticas Del Proceso TIGDocumento2 páginasConsideraciones Prácticas Del Proceso TIGWELD - TECHAún no hay calificaciones
- Procedimientos Típicos para La Soldadura MIG en AluminioDocumento3 páginasProcedimientos Típicos para La Soldadura MIG en AluminioWELD - TECHAún no hay calificaciones
- Preguntas y Respuestas Acerca de Los Electrodos de TungstenoDocumento2 páginasPreguntas y Respuestas Acerca de Los Electrodos de TungstenoWELD - TECHAún no hay calificaciones
- La Importancia de Las Pinzas de TierraDocumento2 páginasLa Importancia de Las Pinzas de TierraWELD - TECHAún no hay calificaciones
- La Importancia de Las Copas Cerámicas en El Proceso TIGDocumento2 páginasLa Importancia de Las Copas Cerámicas en El Proceso TIGWELD - TECH100% (1)
- CAC-A, Corte y Biselado Con Electrodo de Carbón y AireDocumento2 páginasCAC-A, Corte y Biselado Con Electrodo de Carbón y AireWELD - TECH100% (1)
- La Selección de Las Guías de Alambre de Las Antorchas MIGDocumento1 páginaLa Selección de Las Guías de Alambre de Las Antorchas MIGWELD - TECHAún no hay calificaciones
- La Importancia Del Equipo de Seguridad en Las Labores de Corte y SoldaduraDocumento2 páginasLa Importancia Del Equipo de Seguridad en Las Labores de Corte y SoldaduraWELD - TECHAún no hay calificaciones
- Alambre Tubular Auto-Protegido Una Opción en La Soldadura Semi-Automática.Documento2 páginasAlambre Tubular Auto-Protegido Una Opción en La Soldadura Semi-Automática.WELD - TECHAún no hay calificaciones
- La Importancia de La Calidad de Los Alambres MIG-MAGDocumento1 páginaLa Importancia de La Calidad de Los Alambres MIG-MAGWELD - TECHAún no hay calificaciones
- La Importancia de Las Antorchas y La Aleación de Aluminio en MIGDocumento1 páginaLa Importancia de Las Antorchas y La Aleación de Aluminio en MIGWELD - TECHAún no hay calificaciones
- La Importancia Del Mantenimiento Preventivo de Las Antorchas MIG-MAGDocumento1 páginaLa Importancia Del Mantenimiento Preventivo de Las Antorchas MIG-MAGWELD - TECHAún no hay calificaciones
- La Importancia de Los Electrodos de Tungsteno en El Proceso TIGDocumento1 páginaLa Importancia de Los Electrodos de Tungsteno en El Proceso TIGWELD - TECHAún no hay calificaciones
- La Importancia Del Sistema de Enfriamiento, en Antorchas Refrigeradas TIGDocumento1 páginaLa Importancia Del Sistema de Enfriamiento, en Antorchas Refrigeradas TIGWELD - TECHAún no hay calificaciones
- La Geometrial y El MandilDocumento5 páginasLa Geometrial y El MandilOficina ComprasAún no hay calificaciones
- Etiqueta y Protocolo Tarea 1Documento2 páginasEtiqueta y Protocolo Tarea 1Leanny MarielAún no hay calificaciones
- Constancia Fiscal 2022Documento3 páginasConstancia Fiscal 2022Josue SimonAún no hay calificaciones
- Datos CayambeDocumento13 páginasDatos CayambeJaime CedeñoAún no hay calificaciones
- MONOGRAF Ju-Jutsu PDFDocumento10 páginasMONOGRAF Ju-Jutsu PDFOrlando Manuel Capote LunaAún no hay calificaciones
- Trabajo de BioecologiaDocumento12 páginasTrabajo de BioecologiaDayanis VargasAún no hay calificaciones
- Administracion de ProcesosDocumento41 páginasAdministracion de ProcesosLisbethVargasAún no hay calificaciones
- Reserva Ecológica El ÁngelDocumento19 páginasReserva Ecológica El ÁngelLady SánchezAún no hay calificaciones
- Mano de Obra CimbraDocumento1 páginaMano de Obra Cimbragutierres vallesAún no hay calificaciones
- Reflexiones Sobre EvaluaciónDocumento3 páginasReflexiones Sobre EvaluaciónJohanny TaverasAún no hay calificaciones
- Marco Teorico UrgenteDocumento2 páginasMarco Teorico UrgenteYenny MatiasAún no hay calificaciones
- Práctica Pedagógica en El ContextoDocumento294 páginasPráctica Pedagógica en El ContextoLUIS ALBERTO URBANO MARTINEZAún no hay calificaciones
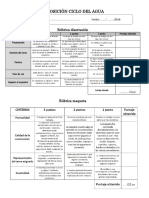
- Rubrica Ciclo Del AguaDocumento1 páginaRubrica Ciclo Del Aguaangmil0% (1)
- Literaturagauchesca 131218131300 Phpapp02 PDFDocumento9 páginasLiteraturagauchesca 131218131300 Phpapp02 PDFMelisa BenelliAún no hay calificaciones
- La Filiación y La Gestación Por SustituciónDocumento16 páginasLa Filiación y La Gestación Por SustituciónIrma Salinas SalinasAún no hay calificaciones
- Teoría de La Organización y Postmodernismo: Una ExploraciónDocumento15 páginasTeoría de La Organización y Postmodernismo: Una ExploraciónFernando GalindoAún no hay calificaciones
- Apuntes Históricos - Primera Parte (Versión Corregida)Documento48 páginasApuntes Históricos - Primera Parte (Versión Corregida)Pablo Martín AgüeroAún no hay calificaciones
- Redes GeodesicasDocumento6 páginasRedes GeodesicasDaniel Ortega CotrinaAún no hay calificaciones
- Bitacoras Tecnoacademia 2022Documento8 páginasBitacoras Tecnoacademia 2022Miguel Angel Muñoz AlvarezAún no hay calificaciones
- Proyecto 2 Emprendimiento - 2023Documento5 páginasProyecto 2 Emprendimiento - 2023XAVIER ISRAEL CHANCUSIG QUILUMBAAún no hay calificaciones
- La Efectividad de La ApocDocumento7 páginasLa Efectividad de La ApocCesar SotomayorAún no hay calificaciones
- Material de La Cruz Peregrina NacionalDocumento36 páginasMaterial de La Cruz Peregrina NacionalJuan CarlosAún no hay calificaciones
- El Rico y LázaroDocumento15 páginasEl Rico y LázarokayuliAún no hay calificaciones
- Escrito para Suspender El Procedimiento Administrativo de EjecucionDocumento2 páginasEscrito para Suspender El Procedimiento Administrativo de EjecucionCristian RoseAún no hay calificaciones
- Norma Internacional de Auditoria 580Documento2 páginasNorma Internacional de Auditoria 580UzzielAún no hay calificaciones
- 86-4 Sintesis de La Vida y Obra de Maria Teresa PDFDocumento12 páginas86-4 Sintesis de La Vida y Obra de Maria Teresa PDFDavid Contreras AraujoAún no hay calificaciones
- LIBRO 6 Derecho Fiscal PDFDocumento219 páginasLIBRO 6 Derecho Fiscal PDFDani O100% (1)
- Compraventa de Bien Gravado Con GarantiaDocumento4 páginasCompraventa de Bien Gravado Con GarantiaWilliamvaldiviaAún no hay calificaciones
- Taller Prueba Saber 11Documento3 páginasTaller Prueba Saber 11Ana GambaAún no hay calificaciones
- Radio, Cubito, Carpio, Metacarpio y Falanges.Documento9 páginasRadio, Cubito, Carpio, Metacarpio y Falanges.MarlonVaquerano1995Aún no hay calificaciones