También podría gustarte
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- Soldadura 2011Documento36 páginasSoldadura 2011Oo HurriganAún no hay calificaciones
- Diapositivas GmawDocumento66 páginasDiapositivas GmawMigueMarencoS100% (1)
- Material Modulo 1Documento208 páginasMaterial Modulo 1Eudes Armas MatosAún no hay calificaciones
- BatteryTestingGuideES 2 1 PDFDocumento31 páginasBatteryTestingGuideES 2 1 PDFcarlosmandopintoAún no hay calificaciones
- GTAW Maquinas PDFDocumento40 páginasGTAW Maquinas PDFLuis ClementeAún no hay calificaciones
- Control Voltaje 1Documento86 páginasControl Voltaje 1Luis Enrique Bartolo GarciaAún no hay calificaciones
- Precision Tig 275&375Documento8 páginasPrecision Tig 275&375rafaelnezaAún no hay calificaciones
- Crote Arco Aire RanuradoDocumento5 páginasCrote Arco Aire RanuradoresiselecAún no hay calificaciones
- Sesion-7-Mantención Motores Electricos - 1Documento59 páginasSesion-7-Mantención Motores Electricos - 1carlos patricio abett de la torre cheungAún no hay calificaciones
- CargasDocumento28 páginasCargascarlos patricio abett de la torre cheungAún no hay calificaciones
- Diagnostico Averias AlternadoresDocumento62 páginasDiagnostico Averias AlternadorespatricioAún no hay calificaciones
- Sesion #06.Documento108 páginasSesion #06.Fabrizio Jesús Morales SalirrosasAún no hay calificaciones
- Despiece Motor Kohler CH740Documento16 páginasDespiece Motor Kohler CH740Simon CruzAún no hay calificaciones
- Electronica de PotenciaDocumento97 páginasElectronica de PotenciaMaximo Matias Nuñez PonceAún no hay calificaciones
- Clase 11 SEP Control de GeneradoresDocumento49 páginasClase 11 SEP Control de GeneradoresJean Franco Mendoza ZamoraAún no hay calificaciones
- Calidad de La EnergiaDocumento31 páginasCalidad de La EnergiaFrancisco OrdoñezAún no hay calificaciones
- 5 Generadores (Modo de Compatibilidad)Documento34 páginas5 Generadores (Modo de Compatibilidad)cosme481Aún no hay calificaciones
- Curva de CapabilidadDocumento2 páginasCurva de CapabilidadFABIAN ALEXANDER REGALADO CHAMORRO100% (1)
- Síntesis Digital - PHD Alberto SánchezDocumento125 páginasSíntesis Digital - PHD Alberto SánchezJorge Luis FalconAún no hay calificaciones
- Proceso TIG, Alternativa de Soldadura en El Área de MantenimientoDocumento1 páginaProceso TIG, Alternativa de Soldadura en El Área de MantenimientoWELD - TECHAún no hay calificaciones
- Capitulo1 DEYTECCION EN BAJA TENSION PDFDocumento45 páginasCapitulo1 DEYTECCION EN BAJA TENSION PDFjuanpnussAún no hay calificaciones
- 5 Flujo de Potencia PDFDocumento29 páginas5 Flujo de Potencia PDFMATIASAún no hay calificaciones
- 1-Introducción A Las Instalaciones EléctricasDocumento33 páginas1-Introducción A Las Instalaciones EléctricasJuanPabloSandovalAún no hay calificaciones
- Soldadura Por Resistencia en La Industria AutomotrizDocumento35 páginasSoldadura Por Resistencia en La Industria AutomotrizABRAHAM SILVA HERNANDEZAún no hay calificaciones
- EntrenamientoDocumento106 páginasEntrenamientoSimon SosaAún no hay calificaciones
- Proyecto de InvestigaciónDocumento3 páginasProyecto de InvestigaciónDaniel Hidalgo ParedesAún no hay calificaciones
- Clase Sep Operacion de GeneradorDocumento77 páginasClase Sep Operacion de GeneradorIvan Alvino Ataucuri HuamaniAún no hay calificaciones
- Unidad 4 Protección de SobrecorrienteDocumento23 páginasUnidad 4 Protección de SobrecorrienteFreddy Jonathan Condori TurpoAún no hay calificaciones
- Procesos de Soldadura y Corte ClaseDocumento133 páginasProcesos de Soldadura y Corte Clasejose_luciano2901Aún no hay calificaciones
- Presentacion Interruptores y Curvas de ProteccionDocumento24 páginasPresentacion Interruptores y Curvas de ProteccionFernando Ibáñez0% (1)
- Problemas de La Vida Útil de Los Consumibles, Corte Por PlasmaDocumento2 páginasProblemas de La Vida Útil de Los Consumibles, Corte Por PlasmaWELD - TECH100% (2)
- Introducción Al Análisis de Fallas en Componentes FerrososDocumento14 páginasIntroducción Al Análisis de Fallas en Componentes FerrososSpectrumRaijinAún no hay calificaciones
- Clase 5 Parte 2. Aleaciones No Ferrosas Aluminio y Sus Aleaciones, Cobre y Sus AleacionesDocumento55 páginasClase 5 Parte 2. Aleaciones No Ferrosas Aluminio y Sus Aleaciones, Cobre y Sus Aleacionesandres salasAún no hay calificaciones
- Informe N1de Evaluacion de Motores DieselDocumento15 páginasInforme N1de Evaluacion de Motores DieselFabrizio Jesus Morales SalirrosasAún no hay calificaciones
- Dispositivos de Proteccion TermomagneticasDocumento42 páginasDispositivos de Proteccion TermomagneticasLuis Alfredo Diaz BenavidesAún no hay calificaciones
- Equipos de Maniobra Protección y Seccionamiento.Documento51 páginasEquipos de Maniobra Protección y Seccionamiento.Martin Rudy Mogrovejo Vasquez100% (1)
- Laboratorio 3 - Turbocompresor PDFDocumento7 páginasLaboratorio 3 - Turbocompresor PDFAndy Pirca100% (1)
- Sistemas Digitales de Soldadura Con Arco SumergidoDocumento28 páginasSistemas Digitales de Soldadura Con Arco SumergidoLuis Eduardo Arellano HernandezAún no hay calificaciones
- T 1 - Inyeccion PDFDocumento65 páginasT 1 - Inyeccion PDFFrancesc Figueras NietoAún no hay calificaciones
- Soldadura - Diego SalinasDocumento21 páginasSoldadura - Diego SalinasMishelAún no hay calificaciones
- CapacitacionDocumento69 páginasCapacitacionchore_o9942100% (1)
- Unidad 1 Introducción A La Protección EléctricaDocumento51 páginasUnidad 1 Introducción A La Protección EléctricaFreddy Jonathan Condori TurpoAún no hay calificaciones
- CDP Proceso GmawDocumento68 páginasCDP Proceso GmawJORGE CAICEDOAún no hay calificaciones
- Procesos de Soldadura Y ElectricidadDocumento37 páginasProcesos de Soldadura Y ElectricidadJairo100% (1)
- Cur Sode Electro Dos Re Vest I DosDocumento50 páginasCur Sode Electro Dos Re Vest I DosDanny José Sánchez RodríguezAún no hay calificaciones
- 4d UP6 15-50Hp, MantenimientoDocumento60 páginas4d UP6 15-50Hp, MantenimientoHfksosnaao50% (2)
- Refrigerant EsDocumento21 páginasRefrigerant EsErick Lepin GonzalezAún no hay calificaciones
- Aplicaciones Con Dispositivos de Potencia-1Documento40 páginasAplicaciones Con Dispositivos de Potencia-1Yordi AlvitrezAún no hay calificaciones
- Aceros para La Automoción-Alexis LirioDocumento17 páginasAceros para La Automoción-Alexis LirioGabrielAún no hay calificaciones
- El Acero en El AutomóvilDocumento5 páginasEl Acero en El AutomóvilFrancis Ruiz PeñaAún no hay calificaciones
- Tipos de Aceros de Carroceria y Su ReparabilidadDocumento5 páginasTipos de Aceros de Carroceria y Su ReparabilidadMecanico A DomicilioAún no hay calificaciones
- UDNº3C3Documento4 páginasUDNº3C3Felipe MoraAún no hay calificaciones
- Material EsDocumento8 páginasMaterial Esnachojavi634Aún no hay calificaciones
- Materiales Industria AutomotrizDocumento40 páginasMateriales Industria AutomotrizPaul MirandaAún no hay calificaciones
- Aceros HSLADocumento4 páginasAceros HSLABuciioXAún no hay calificaciones
- Exposición Estructuras en Acero para EdificiosDocumento44 páginasExposición Estructuras en Acero para EdificiosSebastian AraozAún no hay calificaciones
- Acero y Concreto 20% - 1er CorteDocumento16 páginasAcero y Concreto 20% - 1er CorteAprilis MosquedaAún no hay calificaciones
- Acero EstructuralDocumento27 páginasAcero EstructuralJorge García Bruno100% (1)
- Aceros Patinables Resistentes A La Corrosión - Arquitectura en AceroDocumento7 páginasAceros Patinables Resistentes A La Corrosión - Arquitectura en AceroAnonymous 3dnlCIVUMAún no hay calificaciones
- Averia VehiculoDocumento2 páginasAveria Vehiculomanolin969Aún no hay calificaciones
- Proyectos Con Leds - Intermitente (Flashing)Documento4 páginasProyectos Con Leds - Intermitente (Flashing)manolin969Aún no hay calificaciones
- 2F37 2F36 2F35 3785 3786 3784 Mini BMWDocumento5 páginas2F37 2F36 2F35 3785 3786 3784 Mini BMWmanolin969Aún no hay calificaciones
- Documentos Oficiales de EvaluaciónDocumento5 páginasDocumentos Oficiales de Evaluaciónmanolin969Aún no hay calificaciones
- Practicas CeaDocumento11 páginasPracticas Ceamanolin969Aún no hay calificaciones
- Tipos de BateriasDocumento7 páginasTipos de Bateriasmanolin969Aún no hay calificaciones
- U1133 U1134 Star Atop PsaDocumento2 páginasU1133 U1134 Star Atop Psamanolin969Aún no hay calificaciones
- Arranque Del Motor Térmico Con El AlternadorDocumento3 páginasArranque Del Motor Térmico Con El Alternadormanolin969Aún no hay calificaciones
- Proyectos Con Leds - Intermitente (Flashing)Documento5 páginasProyectos Con Leds - Intermitente (Flashing)manolin969Aún no hay calificaciones
- TEMARIO OPOS PTFP Mantenimiento de Vehículos (1) CYLDocumento5 páginasTEMARIO OPOS PTFP Mantenimiento de Vehículos (1) CYLChinchetaAún no hay calificaciones
- Etiquetado Energético de Los VehículosDocumento4 páginasEtiquetado Energético de Los Vehículosmanolin969Aún no hay calificaciones
- Tecnicas y Procesos de EnmascaradoDocumento33 páginasTecnicas y Procesos de Enmascaradomanolin9690% (1)
- LunasDocumento23 páginasLunasmanolin969Aún no hay calificaciones
- Fibrocemento DuralitDocumento17 páginasFibrocemento DuralitNicol Nogales Nuñez100% (1)
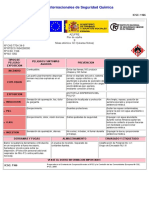
- Ficha Técnica de MetanolDocumento1 páginaFicha Técnica de MetanolNatalia Estupiñán100% (1)
- Papel de Los Fluidos en La Formación de Yacimientos MineralesDocumento4 páginasPapel de Los Fluidos en La Formación de Yacimientos Mineralescaleb guevaraAún no hay calificaciones
- Características de La LlamaDocumento16 páginasCaracterísticas de La LlamaLuis Enrique Cóndor PorrasAún no hay calificaciones
- SINTESIS 7° La Tabla Periodica, El Átomo y La Tabla PeriodicaDocumento11 páginasSINTESIS 7° La Tabla Periodica, El Átomo y La Tabla PeriodicaQuimica SebastianaAún no hay calificaciones
- Trabalenguas Expresion Oral Atencion y MemorizacionDocumento13 páginasTrabalenguas Expresion Oral Atencion y MemorizacionkarulkeAún no hay calificaciones
- Cultivo de JojobaDocumento8 páginasCultivo de JojobaGiraldoCarpioRamos100% (1)
- Trabajo Práctico 3 TAI. AGiudiciDocumento6 páginasTrabajo Práctico 3 TAI. AGiudiciAbril GiudiciAún no hay calificaciones
- Vicerrectorado BarquisimetoDocumento98 páginasVicerrectorado BarquisimetoAnthony Rojas LopezAún no hay calificaciones
- Catalogo Jofel 2014-15Documento36 páginasCatalogo Jofel 2014-15arqd7Aún no hay calificaciones
- Hallazgo de Yacimientos de Sales de Potasio en ColombiaDocumento9 páginasHallazgo de Yacimientos de Sales de Potasio en ColombiaDiego Uribe100% (1)
- 210 - FT Rifampicina 300mg Cap Dura - Colmed - Caja X 20 Capsulas - 300000802Documento2 páginas210 - FT Rifampicina 300mg Cap Dura - Colmed - Caja X 20 Capsulas - 300000802ing.andrescubillosAún no hay calificaciones
- 7.-Agentes ExtintoresDocumento5 páginas7.-Agentes ExtintoresJuan AntonioAún no hay calificaciones
- WPS SmawDocumento4 páginasWPS SmawMarcos Gajardo0% (1)
- Resumen Clareamiento IntracameralDocumento3 páginasResumen Clareamiento IntracameralxmigueldhxAún no hay calificaciones
- Qa - 04. - Cubiertas Planas Encuentros ParamentosDocumento6 páginasQa - 04. - Cubiertas Planas Encuentros ParamentosRicardoVarelaAún no hay calificaciones
- Informe Solido-Liquido Extracción de CaféDocumento15 páginasInforme Solido-Liquido Extracción de CaféJenni Lopez100% (1)
- Columna de FraccionamientoDocumento29 páginasColumna de FraccionamientoNarciso Jose Reyes Lizarazo100% (3)
- QUIZ 1 Corregido TermodinámicaDocumento7 páginasQUIZ 1 Corregido TermodinámicaTracy KnowlesAún no hay calificaciones
- Separación de MezclasDocumento8 páginasSeparación de MezclasAnghi StefanyAún no hay calificaciones
- 253 IQS Spinetoram DOWDocumento2 páginas253 IQS Spinetoram DOWRicardo Manuel Ventura Tito AstoAún no hay calificaciones
- Qué Es Nomenclatura QuímicaDocumento5 páginasQué Es Nomenclatura QuímicaFranklin Santiago SebastianAún no hay calificaciones
- Cómo Funcionan Los AntiespumantesDocumento2 páginasCómo Funcionan Los AntiespumantesAndres RodriguezAún no hay calificaciones
- Ciclohexanona PrácticaDocumento6 páginasCiclohexanona PrácticaSain Bear RAún no hay calificaciones
- CUESTIONARIO Metales y AcidosDocumento9 páginasCUESTIONARIO Metales y AcidosSergio Mauricio Betancur Hincapie100% (2)
- 196-Texto Del Artículo-408-1-10-20180527Documento6 páginas196-Texto Del Artículo-408-1-10-20180527JeissonAún no hay calificaciones
- AzufreDocumento2 páginasAzufreElbita MiraAún no hay calificaciones
- Tarea 3 Cuanti PDFDocumento5 páginasTarea 3 Cuanti PDFGonzalo Carlosama SandovalAún no hay calificaciones
- Aditivos Humectantes y DispersantesDocumento21 páginasAditivos Humectantes y DispersantesRonny MorenoAún no hay calificaciones
- Etiq - Med.nom 072Documento25 páginasEtiq - Med.nom 072Margarita CeccopieriAún no hay calificaciones