También podría gustarte
- Bombas, Motores, Hidrotransmisiones Fallas y AcumuladoresDocumento400 páginasBombas, Motores, Hidrotransmisiones Fallas y AcumuladoresOscar Rinncòn67% (6)
- Analisis e Interpretación de Planos Hidráulicos de La Motoniveladora 16M CatDocumento15 páginasAnalisis e Interpretación de Planos Hidráulicos de La Motoniveladora 16M CatGustavo Alonso100% (7)
- Mantenimiento de Los Sistemas HidráulicosDocumento11 páginasMantenimiento de Los Sistemas HidráulicosRoberto Le-fort100% (7)
- Hidraulica IDocumento146 páginasHidraulica IJorvin Aburto Dominguez100% (4)
- Curso HidraulicaDocumento29 páginasCurso HidraulicawisephilAún no hay calificaciones
- Presión Compensada y Sensor de Carga (Presentación Resumen)Documento16 páginasPresión Compensada y Sensor de Carga (Presentación Resumen)Diego Jesús Ahumada91% (11)
- Fallas+en+cilindros+y+bombas+hidráulicasDocumento8 páginasFallas+en+cilindros+y+bombas+hidráulicashoweck100% (2)
- Hidraulica GeneralDocumento25 páginasHidraulica Generalel_tirano_regresa7359100% (2)
- Hidraulica I - II - IIIDocumento329 páginasHidraulica I - II - IIIgersson141497% (62)
- Curso Sistemas Hidraulicos Maquinaria PesadaDocumento56 páginasCurso Sistemas Hidraulicos Maquinaria PesadaChristian Ruben Corihuaman Soto90% (10)
- Simbolos HidraulicosDocumento26 páginasSimbolos HidraulicosVictor Hugo Acuña Enciso77% (13)
- Bombas Hidráulicas y Su MantenimientoDocumento23 páginasBombas Hidráulicas y Su MantenimientoCARLOS CESAR URBINA GARCIA81% (16)
- Manual de Mantenimiento HidraulicoDocumento133 páginasManual de Mantenimiento HidraulicoMarco Martinez Santiago100% (8)
- Sistema Hidraulico (Bulldozer) (2.0)Documento12 páginasSistema Hidraulico (Bulldozer) (2.0)Felipe Gutierrez Jeria100% (1)
- Curso Sistema Hidraulico Cargadores FrontalesDocumento49 páginasCurso Sistema Hidraulico Cargadores FrontalesGarcia Manolo Richar100% (1)
- Sistema Hidraulico de Una ExcavadoraDocumento14 páginasSistema Hidraulico de Una ExcavadoraZoni Vilca100% (1)
- Sistema hidráulico excavadora 336D CaterpillarDocumento22 páginasSistema hidráulico excavadora 336D CaterpillarWendyzhita Xinis100% (9)
- Informe Bomba de PistonesDocumento24 páginasInforme Bomba de PistonesJoseZarate100% (2)
- CATERPILLARDocumento45 páginasCATERPILLARZONA U100% (3)
- Oleohidraulica IndustrialDocumento116 páginasOleohidraulica IndustrialJunior BaezAún no hay calificaciones
- Hidraulica de Equipo Pesado 2Documento151 páginasHidraulica de Equipo Pesado 2Enrik AC100% (2)
- Mantenimiento y Fallas en Sistemas HidráulicosDocumento14 páginasMantenimiento y Fallas en Sistemas HidráulicossamuelAún no hay calificaciones
- Falla Sistema HidraulicoDocumento5 páginasFalla Sistema HidraulicoCiro Danilo Urbano ArturoAún no hay calificaciones
- Informe Bomba de AceiteDocumento8 páginasInforme Bomba de AceiteDaniel Gomez0% (1)
- Tarea MaquinariaDocumento9 páginasTarea MaquinariaPUBG MOBILE SG9Aún no hay calificaciones
- Piston Axial ElectroDocumento9 páginasPiston Axial ElectroLeandro SotoAún no hay calificaciones
- Cuidado y Mantenimiento de Sistemas HidraulicosDocumento4 páginasCuidado y Mantenimiento de Sistemas Hidraulicospaty_cm2100% (1)
- La Aireacion y CavitacionDocumento5 páginasLa Aireacion y CavitacionAlexTonRM100% (1)
- Deshidratación aire comprimidoDocumento9 páginasDeshidratación aire comprimidoJonathanGutierrezAún no hay calificaciones
- Bomba de PaletasDocumento6 páginasBomba de PaletasRichard SulcaAún no hay calificaciones
- Manual Compresores 2012Documento38 páginasManual Compresores 2012Lubrication´s Room100% (4)
- Tipos de Bombas 1Documento18 páginasTipos de Bombas 1Cristian PalaciosAún no hay calificaciones
- Bombas Problemas ResueltosDocumento4 páginasBombas Problemas ResueltosfrankiesierraAún no hay calificaciones
- Block Hidráulico KleenoilDocumento3 páginasBlock Hidráulico KleenoilGerman Assencio JeresAún no hay calificaciones
- Averías Frecuentes en Sistemas HidráulicosDocumento8 páginasAverías Frecuentes en Sistemas Hidráulicoswilliampereira23Aún no hay calificaciones
- Consumo de AceiteDocumento52 páginasConsumo de AceiteDenis UgeñoAún no hay calificaciones
- Ventajas compresor rotativoDocumento3 páginasVentajas compresor rotativoRoberto Quintero Bracho50% (2)
- Afiche Fractografia E Espejo Sept 2011 700x1000Documento31 páginasAfiche Fractografia E Espejo Sept 2011 700x1000Anonymous F2Q7hAtscAún no hay calificaciones
- Mantenimiento equipos hidráulicosDocumento26 páginasMantenimiento equipos hidráulicosManuel TeranAún no hay calificaciones
- Electrohidraulica ....Documento31 páginasElectrohidraulica ....ivan100% (1)
- Bombas de Engranajes ExternasDocumento9 páginasBombas de Engranajes ExternasRaúl Anibal Carrasco GutierrezAún no hay calificaciones
- Averías sistemas hidráulicos cabrestantesDocumento12 páginasAverías sistemas hidráulicos cabrestantesJuan PabloAún no hay calificaciones
- Boba de PaletasDocumento7 páginasBoba de Paletasluis felipe cobo canalAún no hay calificaciones
- Instituto Tecnologico Superior de Alvarado: Campus MedellínDocumento16 páginasInstituto Tecnologico Superior de Alvarado: Campus MedellínCristina VillalobosAún no hay calificaciones
- Mantenimiento de Compresores de AireDocumento4 páginasMantenimiento de Compresores de AireJavier NuñezAún no hay calificaciones
- Regulación de VálvulasDocumento11 páginasRegulación de VálvulasPabloJorqueraAún no hay calificaciones
- Unidad de Mantenimiento de Aire ComprimidoDocumento27 páginasUnidad de Mantenimiento de Aire ComprimidoMiguel MunguiaAún no hay calificaciones
- Guia 1 DiagnosticoDocumento16 páginasGuia 1 DiagnosticoDiego Quiridunbay100% (1)
- Prueba de Aire en El MotorDocumento4 páginasPrueba de Aire en El MotorCarlos Vicente Guananga RuizAún no hay calificaciones
- 03 Diagnóstico y Pruebas de Un Motor A Gasolina, Antes de La Reparación.Documento25 páginas03 Diagnóstico y Pruebas de Un Motor A Gasolina, Antes de La Reparación.Mirian Francia Salinas GonzalezAún no hay calificaciones
- Guia 7 OleohidraulicaDocumento7 páginasGuia 7 OleohidraulicaElvis Reales TorresAún no hay calificaciones
- Preguntas Realizadas Por El Sistema RCM de MantenimientoDocumento4 páginasPreguntas Realizadas Por El Sistema RCM de MantenimientoAntonio Tabares TorresAún no hay calificaciones
- Balotario AuomotrizDocumento11 páginasBalotario AuomotrizYoshua Leonardo ParionaAún no hay calificaciones
- Teoria Sistemas Hidraulicos y Modelo MatematicoDocumento36 páginasTeoria Sistemas Hidraulicos y Modelo MatematicoEduardo TorresAún no hay calificaciones
- Compresor ReciprocanteDocumento10 páginasCompresor ReciprocantejoseAún no hay calificaciones
- Compresores RotativosDocumento7 páginasCompresores RotativosHector Guioassif Moreira SossaAún no hay calificaciones
- Mantenimiento para Una Bomba Schwing SP 750Documento20 páginasMantenimiento para Una Bomba Schwing SP 750Santiago Morales60% (5)
- Diagnóstico y Fallas Del Sistema CulataDocumento8 páginasDiagnóstico y Fallas Del Sistema CulataAnonymous oTal5OAún no hay calificaciones
- Taller HidraulicaDocumento3 páginasTaller HidraulicaDiana LopezAún no hay calificaciones
- Check List para El Mantenimiento Preventivo de Bombas CentrífugasDocumento26 páginasCheck List para El Mantenimiento Preventivo de Bombas CentrífugasCindy Tutillo67% (6)
- Guia para Presupuestar Una Instalacion ElectricaDocumento5 páginasGuia para Presupuestar Una Instalacion ElectricaDaniel GarnicaAún no hay calificaciones
- Como Presupuestar Una Obra ElectricaDocumento4 páginasComo Presupuestar Una Obra Electricaoreste9560Aún no hay calificaciones
- Topografía Aplicada A La Construcción de Carreteras PDFDocumento44 páginasTopografía Aplicada A La Construcción de Carreteras PDFDiego Armando TorresAún no hay calificaciones
- AtfDocumento4 páginasAtfMarlon MoraAún no hay calificaciones
- Movimiento de TierrasDocumento144 páginasMovimiento de TierrasJimPjl89% (19)
- EQUIPOS I Manual Capacitacion MaquinistasDocumento94 páginasEQUIPOS I Manual Capacitacion MaquinistasJuan José Catalán100% (4)
- Verion-Hidraulica Básica (R1)Documento114 páginasVerion-Hidraulica Básica (R1)Juan José CatalánAún no hay calificaciones
- Chapingo - TESISMCH2011Documento77 páginasChapingo - TESISMCH2011JorGs8100% (1)
- Aspectos Ambientales Del Espacio PublicoDocumento14 páginasAspectos Ambientales Del Espacio Publicoamuniver100% (1)
- Practica n3Documento9 páginasPractica n3Moises CajiaAún no hay calificaciones
- Características, monitoreo y evaluación del H2SDocumento18 páginasCaracterísticas, monitoreo y evaluación del H2SCesar Samuel Justil OlivaresAún no hay calificaciones
- 4pdf CorrugadoDocumento12 páginas4pdf CorrugadoeduardoAún no hay calificaciones
- Guia PapayaDocumento68 páginasGuia PapayaMARIO ROBERTO CABEZAS CASTAÑEDAAún no hay calificaciones
- ASG-OT-002 Apertura Cierre de Zanjas Cruzadas y Excavaciones en SETs y LT Rev 2-SET-2015Documento6 páginasASG-OT-002 Apertura Cierre de Zanjas Cruzadas y Excavaciones en SETs y LT Rev 2-SET-2015betty1rosa1socualayaAún no hay calificaciones
- 10.manual Aquablock 6 A 30 PDFDocumento61 páginas10.manual Aquablock 6 A 30 PDFEmilioArayaCortesAún no hay calificaciones
- Materiales de ImpresiónDocumento28 páginasMateriales de Impresiónanggie cuevaAún no hay calificaciones
- 83 y 84. La Comarca de La Mesa de Ocana, Por FJGDocumento98 páginas83 y 84. La Comarca de La Mesa de Ocana, Por FJGCharo SuárezAún no hay calificaciones
- Instalacion Sanitaria de Aguas NegrasDocumento8 páginasInstalacion Sanitaria de Aguas NegrasRaul AviñaAún no hay calificaciones
- Aditivos para ConcretoDocumento48 páginasAditivos para ConcretoJhon Max DelgadoAún no hay calificaciones
- 18 19. Obras en Ejecutadas 2019Documento4 páginas18 19. Obras en Ejecutadas 2019brandonAún no hay calificaciones
- Ejercicios Relacionados A Los Parámetros de Calidad Del AguaDocumento4 páginasEjercicios Relacionados A Los Parámetros de Calidad Del AguaRicardo PadillaAún no hay calificaciones
- 7-Diseño de Red de Alcantarillado PluvialDocumento24 páginas7-Diseño de Red de Alcantarillado PluvialBreydi CaceresAún no hay calificaciones
- Suelos ContamidadosDocumento16 páginasSuelos ContamidadosMuñoz JonathanAún no hay calificaciones
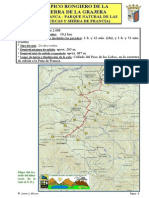
- El Pico Rongiero de La Sierra de La GrajeraDocumento15 páginasEl Pico Rongiero de La Sierra de La GrajerasantosjalvaAún no hay calificaciones
- Lixiviados TrabajoDocumento4 páginasLixiviados Trabajoyirlean tania palacios palaciosAún no hay calificaciones
- De Rios y Quebradas Ciudad de La PazDocumento228 páginasDe Rios y Quebradas Ciudad de La PazOscar Monroy100% (1)
- Construcciones Hidráulicas I - Murga Cuadra JhonDocumento7 páginasConstrucciones Hidráulicas I - Murga Cuadra JhonAlexander EscobalAún no hay calificaciones
- Captacion de Aguas PluvialesDocumento7 páginasCaptacion de Aguas PluvialesNelson Li Machi100% (1)
- Relieve SelvaDocumento4 páginasRelieve SelvaNadia Leonela BURGOS GUERRAAún no hay calificaciones
- Preparación de Los LodosDocumento18 páginasPreparación de Los LodosAmilkar CandiaAún no hay calificaciones
- Linea de Tiempo Gestión AmbientalDocumento12 páginasLinea de Tiempo Gestión AmbientalJohanna SUAREZ QUIPOAún no hay calificaciones
- Cuencas Del PacificoDocumento5 páginasCuencas Del PacificoPaul AguilarAún no hay calificaciones
- Terracerías: Estudios y Proyectos de Vías Terrestres Ing. Francis Patricia Pérez CardeñaDocumento79 páginasTerracerías: Estudios y Proyectos de Vías Terrestres Ing. Francis Patricia Pérez CardeñaPatito CardeñaAún no hay calificaciones
- Parametros Del Agua InformeDocumento9 páginasParametros Del Agua InformewilmerAún no hay calificaciones
- Anexo A2. Alc Sanitario CAM Soacha Octubre 14 2021Documento10 páginasAnexo A2. Alc Sanitario CAM Soacha Octubre 14 2021Jessik AngelAún no hay calificaciones
- Empleo de Geosinteticos en Filtro y Drenaje PalmeiraDocumento80 páginasEmpleo de Geosinteticos en Filtro y Drenaje PalmeiraJessica Paola Verdugo GallegosAún no hay calificaciones
- Gorilas en la niebla: los primeros viajes del autor a ÁfricaDocumento33 páginasGorilas en la niebla: los primeros viajes del autor a ÁfricaWilliam Paucar GarciaAún no hay calificaciones