También podría gustarte
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosDe EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosAún no hay calificaciones
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- TT ASTM A532 Bernal-CanalesDocumento4 páginasTT ASTM A532 Bernal-CanalesPaolo Sebastián Bernal GómezAún no hay calificaciones
- Soldabilidad Del Fe FundidoDocumento26 páginasSoldabilidad Del Fe FundidoElder Lima GalindoAún no hay calificaciones
- Acero 2316Documento8 páginasAcero 2316DanielJoseLancherosAún no hay calificaciones
- 152 - Hardox - 500 - MX - Ficha Tecnica PDFDocumento2 páginas152 - Hardox - 500 - MX - Ficha Tecnica PDFAgustin Chavez0% (1)
- Ejercicios Manu IIDocumento8 páginasEjercicios Manu IIGonzalo Arce100% (1)
- STT PDFDocumento13 páginasSTT PDFGonzalo TelleríaAún no hay calificaciones
- Charla de MantencionDocumento43 páginasCharla de Mantenciongonzalo_campbell100% (1)
- Padron de Empresas en CoahuilaDocumento189 páginasPadron de Empresas en CoahuilatocinopAún no hay calificaciones
- Tipos de ElectrodoDocumento21 páginasTipos de Electrodojesus landa galarza100% (1)
- Proceso de Soldadura SawDocumento19 páginasProceso de Soldadura Sawdiana cardenasAún no hay calificaciones
- 02 Catalogo PoleasDocumento20 páginas02 Catalogo PoleasMary Huaylla AAún no hay calificaciones
- Tensiones y DeformacionesDocumento23 páginasTensiones y Deformacioneseddi0403Aún no hay calificaciones
- Defectos de La Soldadura....Documento34 páginasDefectos de La Soldadura....GERLIAún no hay calificaciones
- Plegable Soldadura Aplicaciones Especiales Ed1 PDFDocumento2 páginasPlegable Soldadura Aplicaciones Especiales Ed1 PDFClaudio ApablazaAún no hay calificaciones
- Aceros Catalogo 2015Documento12 páginasAceros Catalogo 2015ssssreyesAún no hay calificaciones
- Informe SMAW 3Documento13 páginasInforme SMAW 3Jhon undaAún no hay calificaciones
- Informe de Lixiviacion de Cu en ColumnaDocumento5 páginasInforme de Lixiviacion de Cu en ColumnaEdwin Rodriguez MelgarejoAún no hay calificaciones
- 1.-Pets 01 Cambio - de - Piso - de - Impacto - de - Tolva (Camion 730 E) - KomatsuDocumento10 páginas1.-Pets 01 Cambio - de - Piso - de - Impacto - de - Tolva (Camion 730 E) - KomatsuKjatunMayu GutierrezAún no hay calificaciones
- Folleto Recuperación de Piezas2Documento119 páginasFolleto Recuperación de Piezas2manueleme66Aún no hay calificaciones
- Control de Calidad de Uniones SoldadasDocumento99 páginasControl de Calidad de Uniones SoldadasAbel PariapazaAún no hay calificaciones
- Aceros OteroDocumento64 páginasAceros OteroLalo SepulvedaAún no hay calificaciones
- Pgt-Proy-009 (Proc. Arenado y Pintado)Documento9 páginasPgt-Proy-009 (Proc. Arenado y Pintado)German Laura VelaAún no hay calificaciones
- Clasificacion de Los AcerosDocumento13 páginasClasificacion de Los AcerosJaime Alfonso Gonzalez Vivas100% (1)
- Gantt Tolva 793Documento1 páginaGantt Tolva 793Carlos RosasAún no hay calificaciones
- Historia de La EconometriaDocumento3 páginasHistoria de La EconometriaBrian Woods100% (1)
- KENNAMETAL - Productos - DesgasteDocumento27 páginasKENNAMETAL - Productos - Desgasteyomer20004Aún no hay calificaciones
- PERFORADORASDocumento3 páginasPERFORADORASIris Huamani MartinezAún no hay calificaciones
- Aplicación de Proceso MIG-MAG en Reparación de Ruedas Pelton PDFDocumento37 páginasAplicación de Proceso MIG-MAG en Reparación de Ruedas Pelton PDFElmar CuellarAún no hay calificaciones
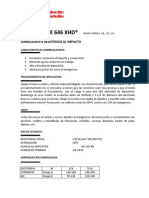
- E646 XHD EspañolDocumento1 páginaE646 XHD EspañolBrian HernandezAún no hay calificaciones
- Materiales CIA General de AcerosDocumento237 páginasMateriales CIA General de AcerosFreddy AntonioAún no hay calificaciones
- Tigfil 316lg5 PDFDocumento1 páginaTigfil 316lg5 PDFRenzo TuestasAún no hay calificaciones
- iNSPECCIÓN VISUALDocumento2 páginasiNSPECCIÓN VISUALCINCOM Ingeniería y Consultoría EstratégicaAún no hay calificaciones
- Electrodos ContinuosDocumento12 páginasElectrodos ContinuosDeivid OtApAún no hay calificaciones
- Joaquin Marin Pineda - CVDocumento4 páginasJoaquin Marin Pineda - CVsareluis30Aún no hay calificaciones
- JFE-EVERHARD - Plancha de Acero Resistente A La Abrasión. - CompressedDocumento12 páginasJFE-EVERHARD - Plancha de Acero Resistente A La Abrasión. - CompressedMiguel Angel Segovia TejadaAún no hay calificaciones
- Mrincono Defectos3Documento87 páginasMrincono Defectos3PauAún no hay calificaciones
- PDF Folleto Recuperacion de Piezas - CompressDocumento119 páginasPDF Folleto Recuperacion de Piezas - Compressnestor paccayaAún no hay calificaciones
- 0xicorte para GuiarseDocumento38 páginas0xicorte para GuiarseMauricio Santiago CristobalAún no hay calificaciones
- Análisis de Falla de Un Eje de PiñónDocumento20 páginasAnálisis de Falla de Un Eje de PiñónVerónica MartínezAún no hay calificaciones
- IF. SUFICIENCIA (25-01-15) para ClaseDocumento83 páginasIF. SUFICIENCIA (25-01-15) para ClaseJuan Carlos Donayre SalasAún no hay calificaciones
- Astm A Base de AsmeDocumento4 páginasAstm A Base de AsmefeelingsudoAún no hay calificaciones
- Soldabilidad Del Acero Al Carbono Con ASTM A 487Documento8 páginasSoldabilidad Del Acero Al Carbono Con ASTM A 487EDISON ESCALANTE VILCAAún no hay calificaciones
- FCAW Recubrimientos Duros (C)Documento44 páginasFCAW Recubrimientos Duros (C)pablocp901100% (1)
- Analisis MetalograficosDocumento42 páginasAnalisis MetalograficosRodrigo CarizAún no hay calificaciones
- Fabricacion de CañeriasDocumento7 páginasFabricacion de CañeriasgusdanyAún no hay calificaciones
- Tratamiento Térmico de Acero Austenítico Al ManganesoDocumento12 páginasTratamiento Térmico de Acero Austenítico Al ManganesoMaría Ignacia HenríquezAún no hay calificaciones
- Avance Foro TIGDocumento3 páginasAvance Foro TIGdelhuXD xAún no hay calificaciones
- Ficha Técnica Acero 1060Documento3 páginasFicha Técnica Acero 1060Juan Carlos NievaAún no hay calificaciones
- Ficha Tecnica TK60 HRC Rev11691939Documento3 páginasFicha Tecnica TK60 HRC Rev11691939RodrigoAún no hay calificaciones
- 78 - Gestión de Soldadura - Introducción (Pag1-8)Documento8 páginas78 - Gestión de Soldadura - Introducción (Pag1-8)Luis MerkiAún no hay calificaciones
- A 514Documento1 páginaA 514RodrigoAún no hay calificaciones
- TempleDocumento10 páginasTempleVictor Ingeniro IndustrialAún no hay calificaciones
- SUMITEN780SDocumento42 páginasSUMITEN780SLuis Chiara LoayzaAún no hay calificaciones
- Recubrimientos Soldexa 2011Documento54 páginasRecubrimientos Soldexa 2011Eder Arturo Changano LinaresAún no hay calificaciones
- D Corte Oxiacetilenicoparte1 Y2Documento20 páginasD Corte Oxiacetilenicoparte1 Y2Jordan Magaña MoralesAún no hay calificaciones
- Fierro BlancoDocumento17 páginasFierro BlancoAngel rojas sotoAún no hay calificaciones
- Fundicion ParcialDocumento6 páginasFundicion ParcialJorge HernandezAún no hay calificaciones
- Fundición BlancaDocumento6 páginasFundición BlancaBrian HernandezAún no hay calificaciones
- Acero Al Carbono Con Alto Contenido de CromoDocumento3 páginasAcero Al Carbono Con Alto Contenido de CromoKarla Ramos RodriguezAún no hay calificaciones
- Practica CementadoDocumento9 páginasPractica CementadoGermán Moncayo GalárragaAún no hay calificaciones
- NitruracionDocumento5 páginasNitruracionwillsmith87Aún no hay calificaciones
- Acero Inoxidable FerriticoDocumento13 páginasAcero Inoxidable FerriticoCarla Chaiña Hancco100% (1)
- Calcinación Oxidante de Sulfuros MineralesDocumento2 páginasCalcinación Oxidante de Sulfuros MineralesEdwin Rodriguez MelgarejoAún no hay calificaciones
- Calcinación de CarbonatosDocumento4 páginasCalcinación de CarbonatosEdwin Rodriguez MelgarejoAún no hay calificaciones
- Procesos de Lixiviación Con Cloruro FérricoDocumento1 páginaProcesos de Lixiviación Con Cloruro FérricoEdwin Rodriguez MelgarejoAún no hay calificaciones
- El Convertidor BessemerDocumento3 páginasEl Convertidor BessemerEsnaldo Muñoz VallejosAún no hay calificaciones
- FlotacinDocumento1 páginaFlotacinEdwin Rodriguez MelgarejoAún no hay calificaciones
- LIFESURE en Fomento - Pavimentos SosteniblesDocumento4 páginasLIFESURE en Fomento - Pavimentos SosteniblesLeo J. PullesAún no hay calificaciones
- Termodinámica Técnica - Carlos A. García PDFDocumento175 páginasTermodinámica Técnica - Carlos A. García PDFrev_copernicanaAún no hay calificaciones
- Centro de Gravedad, Centroide, Centro de Masa Mecanica KumanDocumento6 páginasCentro de Gravedad, Centroide, Centro de Masa Mecanica KumanJorge VigoAún no hay calificaciones
- Quiz 2 TOXICOLOGIA LABORAL INTENTO 2Documento5 páginasQuiz 2 TOXICOLOGIA LABORAL INTENTO 2J Mouss33% (3)
- Lab. de Química Informe #6Documento9 páginasLab. de Química Informe #6Reinaldo CerdánAún no hay calificaciones
- Conizado en TornoDocumento3 páginasConizado en TornoUriel MerazAún no hay calificaciones
- Tablas de Compuestos de CianoDocumento32 páginasTablas de Compuestos de CianoHugo mirandaAún no hay calificaciones
- PRACTICA NO 5 CONDENSACION ALDOLICA (Recuperado Automáticamente)Documento7 páginasPRACTICA NO 5 CONDENSACION ALDOLICA (Recuperado Automáticamente)david mateusAún no hay calificaciones
- Clase Practica 8Documento5 páginasClase Practica 8Carlos QuirozAún no hay calificaciones
- ManganesoDocumento10 páginasManganesoRonaldo Vidal FloresAún no hay calificaciones
- Tarea 2Documento16 páginasTarea 2Victor Manuel Hernández LeibaAún no hay calificaciones
- Biografia de Tomas Edison ListoDocumento4 páginasBiografia de Tomas Edison ListoJesus Alberto De FreitasAún no hay calificaciones
- Jeferson Anchatuña Quimica CuestionarioDocumento8 páginasJeferson Anchatuña Quimica CuestionarioJeferson AnchatuñaAún no hay calificaciones
- FundicionDocumento231 páginasFundicionGiane NavasAún no hay calificaciones
- 11 Acero para PostensadoDocumento6 páginas11 Acero para PostensadoHugoOliveraAún no hay calificaciones
- Diseño y Construcción de Pozos PetrolerosDocumento3 páginasDiseño y Construcción de Pozos PetrolerosMili StelaAún no hay calificaciones
- 2 Clasificacion de Presas 13.04.19Documento38 páginas2 Clasificacion de Presas 13.04.19SarIcoCanchariAún no hay calificaciones
- Tema 4Documento14 páginasTema 4Sofia PlaAún no hay calificaciones
- Quimica 11Documento3 páginasQuimica 11jainAún no hay calificaciones
- Definición de VectorDocumento10 páginasDefinición de VectorBryan García RosalesAún no hay calificaciones
- Prueba IsocronalDocumento33 páginasPrueba IsocronalKatherine Urrunaga100% (1)
- NMX F 017 Scfi 2011Documento19 páginasNMX F 017 Scfi 2011BABO196Aún no hay calificaciones
- Problemas Fisica 3 PucpDocumento154 páginasProblemas Fisica 3 PucpNoe Jesus CalleAún no hay calificaciones
- Unidad I Matrices, DeterminantesDocumento35 páginasUnidad I Matrices, DeterminantesOsman Ernesto Orozco IglesiasAún no hay calificaciones
- Los Puentes Colgantes de Tramo Más LargoDocumento67 páginasLos Puentes Colgantes de Tramo Más LargoSherlackTroyaAún no hay calificaciones
- Definición Del Espacio Vectorial y Sus PropiedadesDocumento4 páginasDefinición Del Espacio Vectorial y Sus PropiedadesRicardo Lopez SalazarAún no hay calificaciones
- Métodos EléctricosDocumento22 páginasMétodos EléctricosLuis Eduardo Garcia SilupuAún no hay calificaciones