Documentos de Académico
Documentos de Profesional
Documentos de Cultura
10 Tutor Lubricacion Shell - Mecanizado de Metales
10 Tutor Lubricacion Shell - Mecanizado de Metales
Cargado por
Luis Miguel Espitia OrtizDerechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
10 Tutor Lubricacion Shell - Mecanizado de Metales
10 Tutor Lubricacion Shell - Mecanizado de Metales
Cargado por
Luis Miguel Espitia OrtizCopyright:
Formatos disponibles
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
CONTENIDO
Seccin Uno
Cambiando las mquinas herramientas de
aceites puros a emulsiones
Disposicin de emulsiones usadas
Proceso de disposicin
Aspectos de salud e higiene
Conclusiones
Aceites puros para el mecanizado de
metales
El corte de metales
Introduccin
Teora del corte de metales
Herramientas de corte
Clasificacin de los metales segn
su maquinabilidad
Seccin Dos
Fluidos para el mecanizado de metales
Funciones que deben cumplir
Aceites emulsionables
Propiedades
Efecto de la calidad del agua sobre la
emulsin
Preparacin de una emulsin
Contenido de aceite de una emulsin
Monitoreo y mantenimiento de una
emulsin en servicio
pH durante el servicio
Contaminacin con fugas de aceite
(Tramp Oil)
Contaminacin con polvo metlico
Contaminacin por bacterias y hongos
Mtodos para combatir los
microorganismos
Seccin Tres
Superlubricantes Shell para el
mecanizado de metales
Aceites emulsionables
Aceites puros
Seccin Cuatro
Seleccin de un aceite de corte
Propiedad humectante
Propiedades de extrema presin y
lubricantes
Accin anticorrosiva sobre la
mquina y la pieza a mecanizar
Tendencia a la fotmacin de humos
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
Seccin Uno
EL CORTE DE METALES
INTRODUCCION
Cuando se mecanizan metales se genera calor
tanto en el corte como en la friccin de la viruta
a lo largo de la herramienta de corte. La tempe-
ratura alcanzada depende del balance entre la
generacin de calor y su disipacin o evacua-
cin.
Con los fluidos de corte se disminuye el coefi-
ciente de friccin, se alarga la vida til de la
herramienta, se mejora el acabado superficial,
se incrementa la produccin y se reducen los
costos.
Hay dos tipos base de fluidos de corte, los cua-
les se considerarn en detalle en el desarrollo
del mdulo. Los fluidos miscibles con agua y
los aceites puros son las dos categoras de
lubricantes para el mecanizado de metales.
Shell dispone de un portafolio de productos que
cumplen satisfactoriamente todas las operacio-
nes de corte y se cuenta con la tecnologa ne-
cesaria para cubrir los requerimientos especia-
les de un determinado caso.
TEORIA DEL CORTE DE METALES
Los dos principales problemas que se presen-
tan en el mecanizado de metales son el calor y
el rozamiento; ambos generados durante la
operacin.
El calor generado puede provenir de las siguien-
tes causas:
a. De la energa procedente de la
deformacin plstica.
b. Del rozamiento de la viruta arrancada a la
pieza, cuando aquella se desliza por la cara
frontal de la herramienta.
c. Del rozamiento de la herramienta contra la
pieza metlica que se mecaniza.
De estas tres causales de generacin de calor
durante el mecanizado, la primera es la que
ms incidencia tiene, calculndose en las dos
terceras partes del calor total.
Herramientas de Corte
La herramienta de corte es muy importante en
un trabajo de mecanizado, puesto que si no da
el rendimiento adecuado por falta de una buena
lubricacin y refrigeracin, puede ocasionar
prdidas elevadas no slo por el valor de la he-
rramienta que se pueda daar y que a veces es
muy costosa como en el caso del brochado,
sino que hay que agregar el valor de las piezas
defectuosas.
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
El mayor enemigo de la herramienta es el calor
generado durante la operacin, pues la tempe-
ratura ms alta tiene lugar alrededor de sta
producindose un reblandecimiento de la he-
rramienta que, junto con la abrasin y la fric-
cin, pueden destruirla rpidamente.
Esta accin el progresiva pues al ser la herra-
mienta ms blanda se necesita mayor energa
para realizar el mismo trabajo, y entonces se
aumenta la presin de la herramienta sobre la
pieza y en consecuencia la temperatura en la
zona de corte. En cualquier operacin mecni-
ca, para arrancar viruta de un metal por medio
de una herramienta de determinada dureza, el
98% de la energa consumida se convierte en
calor.
Debido al calor generado, la viruta arrancada
por la herramienta se suelda a ella muy cerca
del filo cortante, acumulndose en esta zona
las virutas metlicas y constituyendo lo que se
denomina falso filo; que se est formando y
desprendiendo constantemente durante la ope-
racin de mecanizado, siendo precisamente una
de las funciones del fluido de corte la de con-
trolar el crecimiento excesivo del falso filo.
Como la temperatura que se produce en el
mecanizado es alta, se van arrancando algu-
nas partculas de la herramienta produciendo
un pequesimo crter exactamente detrs del
filo cortante. Este crter que al principio es muy
pequeo, a medida que avanza la operacin va
creciendo hasta alcanzar el filo que se debilita
hasta no poder soportar la presin de trabajo y
se fractura.
En todo mecanizado, sin importar la dureza de
la pieza metlica, al arrancar la viruta se produ-
ce una deformacin plstica o reblandecimien-
to. Este efecto mecnico del material tiene lu-
gar en aquella zona de la pieza, anterior a la
herramienta de corte que la mecaniza, convir-
tindose tambin en calor la energa necesaria
para conseguir la deformacin plstica, con lo
cual el problema trmico de la operacin se in-
tensifica an ms.
Para cada herramienta de corte y un material
determinado existe siempre una relacin
inversamente proporcional entre los calores
generados en las operaciones de corte y remo-
HERRAMIENTA
VIRUTA
VIRUTA
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
cin de la cantidad de viruta, y el ngulo de
corte de la herramienta. Esta relacin est dada
por:
C
p
=1/a
Donde C
p
es el calor producido y a es el ngulo
de corte de la herramienta.
El ngulo est relacionado con el coeficiente
de rozamiento entre la viruta y la herramienta
de forma que a mayor ngulo menor rozamien-
to y cantidad de calor producido.
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
CLASIFICACION DE LOS METALES
SEGUN SU MAQUINABILIDAD
Los metales se dividen en dos grandes grupos:
Ferrosos y no ferrosos.
El grupo de metales de naturaleza ferrosa est
constituido por aquellos materiales de base hie-
rro; o mejor sus aleaciones, pues el hierro puro
tiene poca aplicacin industrial.
Entre estos materiales los ms importantes
son:
- Hierro fundido (con considerable cantidad de
carbono en su composicin qumica).
- El acero al carbono y el de baja aleacin.
- Aceros de alta aleaci(e inoxidables,
martencticos y ferrticos.
- Aceros inoxidables austenticos.
- Aceros al carbono, aceros aleados y aceros
rpidos.
Si se trabaja con hierro fundido debe hacerse
una lubricacin en seco o utilizar emulsiones,
con el inconveniente que se produzcan lodos,
lo que obliga a filtrar el fluido de corte con fre-
cuencia.
Para los aceros al carbono y de baja aleacin
en mecanizados de mediana severidad se pue-
de emplear un fluido de corte sin aditivos de
extrema presin.
Para l os aceros de al ta al eaci n, cuya
maquinabilidad es ms elevada, se requiere flui-
dos de corte con aditivos de extrema presin.
El grupo de metales de naturaleza no ferrosa
se subdivide en:
- Cobalto
- Nquel o sus aleacioneS
- Cobre o sus aleaciones
- Latn (Cu-Zn)
- Bronces (Cu-Sn)
- Bronces al silicio
- Aluminio
- Magnesio
El Cobalto es un material difcil de mecanizar y
deben usarse fluidos de corte con aditivos de
extrema presin; al igual que para el Nquel y
sus aleaciones.
Para materiales de latn de alta maquinabilidad,
al igual que para los bronces fosforados se re-
quieren aceites de corte emulsionables.
Para los bronces que no son fciles de meca-
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
nizar, pues sufren los efectos de la deforma-
cin plstica, se deben emplear aceites de corte
emulsionables con aditivos
E.P. de baja o media actividad.
En el caso de materiales de Cobre y aleacio-
nes de Nquel-Plata, se usan aceites ligeros de
media presin.
El Aluminio que posee un coeficiente de dilata-
cin trmica muy elevado requiere alta capaci-
dad refri gerante del fl ui do de corte. La
maquinabilidad del Aluminio es ms fcil cuan-
do est aleado con Cobre y difcil cuando est
aleado al Silicio.
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
Seccin Dos
FLUIDOS PARA EL MECANIZADO DE
METALES
FUNCIONES QUE DEBEN CUMPLIR
Lubricar
Una buena lubricacin reduce la friccin de las
superficies en contacto lo que significa un aho-
rro en el consumo de energa y una menor ge-
neracin de calor. Por otro lado, se elimina el
peligro de fusin de las virutas evitando la sol-
dadura de las mismas a la herramienta y a la
pieza en elaboracin.
Refrigerar
El enfriamiento de las superficies en contacto
conserva el templado de la herramienta prolon-
gando su vida y haciendo ms duradero su filo.
Se reduce la dilatacin volumtrica de las ma-
sas lo que permite trabajar con tolerancias ms
estrictas y mayores velocidades de giro y avan-
ce.
Limpiar
Removiendo las virutas de metal, limaduras,
etc., de la zona de ataque se consigue un me-
jor acabado de las superficies.
Aumentar la produccin
Dado que se reducen los perodos improducti-
vos y adems permiten mayores velocidades
de giro y avance se disminuyen los tiempos de
proceso.
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
ACEITES EMULSIONABLES
Las emulsiones que trataremos en este mdu-
lo son aceite en agua. Estas emulsiones con-
sisten esencialmente de un pequeo porcenta-
je de aceite emulsificable concentrado (menor
al 5% ) disuelto en un volumen dado de agua.
El aceite emulsificable usualmente est com-
puesto de una base mi neral , adi ti vo
emulsificador y otros elementos que le aporta-
rn caractersticas de inhibicin de herrumbre
y corrosin, resistencia a la formacin de es-
puma, y en algunos casos especiales, com-
portamiento de extrema presin.
Biocidas son tambin adicionados para preve-
nir y controlar el crecimiento de hongos y bac-
terias que degradan la emulsin y son causan-
tes de enfermedades de la piel.
El hecho que estas emulsiones estn princi-
palmente constituidas por agua, ofrece la ven-
taja de un alto poder refrigerante.
Al mismo tiempo, la presencia de aceite mine-
ral, aditivos emulsificadores e inhibidores de
corrosin compensan las desventajas bsicas
del agua como son su corrosividad y un pobre
poder de humedecimiento de los metales. Ade-
ms, el aceite mineral aporta una cierta canti-
dad de lubricidad.
As como otros tipos de fluidos de corte, las
emulsiones tambin arrastran las virutas del rea
de corte y previenen daos a la herramienta.
Las emulsiones aceite en agua son particular-
mente tiles para operaciones de mecanizado
de metales donde el principal requerimiento es
una alta capacidad refrigerante para remover el
calor producido por la operacin de corte y por
la friccin, y donde la lubricacin de la herra-
mienta no es crtica. Las principales aplicacio-
nes de las emulsiones son, por lo tanto, en
aquellas operaciones donde las velocidades de
corte son medianamente altas y las operacio-
nes de corte no son severas, como por ejemplo
en torneados, fresados, taladrados, corte en fro
(sierras), y rectificados.
En aplicaciones donde las velocidades son
menores, las operaciones de mecanizado ms
severas y los materiales ms duros, la lubrici-
dad del fluido es ms importante que su capa-
cidad refrigerante. Por ejemplo, donde la lubri-
cacin entre la viruta y la herramienta, y entre
la herramienta y la pieza de trabajo es requeri-
da para reducir el calor generado por la friccin
y prevenir la soldadura. Estas condiciones exis-
ten en el tallado de engranajes, brochado, tala-
drados profundos, entre otros. Para estas apli-
caciones los aceites de corte puros son prefe-
ridos.
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
PROPIEDADES
Para responder satisfactoriamente a las exigen-
ci as de sus apl i caci ones, un acei t e
emulsionable debe poseer esencialmente las
siguientes caractersticas:
Emulsificadores.
Los aditivos ms importantes para aceites
emulsionables, tanto en funcin como en can-
tidad, son los emulsificadores. Estos no sola-
mente facilitan la dispersin del aceite en agua,
sino que mantienen estable la emulsin.
como aceite libre.
Los emulsificadores se dividen en dos tipos:
Inicos y no inicos. Los emulsificadores
inicos se disocian en iones positivos y negati-
vos cuando se disuelven en agua y son descri-
tos como aninicos y catinicos dependiendo
de s su actividad a nivel superficial es desde el
anin o desde el catin, respectivamente. De
otro lado, los emulsificadores no inicos, como
su nombre lo indica no se disocian (o ionizan)
cuando se disuelven en agua, pero son distri-
buidos coloidalmente.
AGUA
Molcula de Emulsibilidad
Parte de la molcula soluble en agua
Parte de la molcula soluble en aceite
Los emulsificadores son molculas bipolares
las cuales reducen la tensin superficial y for-
man pelculas monomoleculares relativamente
estables en la interface aceite/agua. Estas pe-
lculas previenen que las gotas de aceite fina-
mente dispersas en la emulsin se separen
AGUA
ACEITE
No ionicas Ionicas
ACEITE
La reaccin de productos como, por ejemplo,
alquil fenoles y xidos de etileno son probable-
mente el grupo ms comn de emulsificadores
no inicos y, recientemente, su uso en aceites
emulsionables se ha incrementado debido a su
habilidad para estabilizar la emulsin.
Inhibicin de herrumbre y corrosin
La habilidad para proveer buena proteccin con-
tra la corrosin es una de las propiedades ms
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
importantes de un aceite emulsionable, la cual
se mejora con el contenido de aceite pero ga-
ranti zando un adecuado rendi mi ento
anticorrosin en su aplicacin.
Hay dos mtodos de prueba estandarizados
para evaluar las propiedades anticorrosin de
un aceite emulsionable:
- El mtodo DIN 51360, parte I, estandariza la
prueba de corrosin Herbert. En esta
prueba se utilizan virutas del fresado de un
acero sobre lminas de hierro fundido o
colado.
- El mtodo DIN 51360 parte II, usa virutas de
hierro gris sobre papel filtrante.
Capacidad antiespumante
Como l os agentes emul si fi cantes son
surfactantes, las emulsiones pueden tener ten-
dencia a formar espuma. Entre mayor sea la
cantidad de emulsificador en el aceite, y la
emulsin est ms finamente dispersa, mayor
ser la tendencia a formar espuma. Esta ten-
dencia tambin se incrementa con la suavidad
del agua usada. Generalmente una dureza m-
nima de 5
o
d (85 ppm CaCO
3
) es deseable para
minimizar el riesgo de espuma.
Una pequea cantidad de espuma generalmente
no causa ningn problema, pero grandes canti-
dades pueden en algunas circunstancias cau-
sar serias dificultades. En estos casos un adi-
tivo antiespumante puede ser usado para dis-
persar la espuma. Los antiespumantes ms
comunes son aquellos basados en siliconas
pero deben ser utilizados con cuidado pues
pueden afectar negativamente los subsecuentes
tratamientos superficiales de los componentes
procesados. Todos los antiespumantes son
activos slo por periodos relativamente limita-
dos y por ello puede requerirse una nueva adi-
cin despus de un tiempo de uso.
Si el agua es muy suave, es mejor incrementar
su dureza antes de preparar la emulsin. Esto
se logra adicionando nitrato de calcio a una rata
de 30 g por 1d (17 ppm CaCO3) por 1 m
3
de
agua. Es mejor disolver el nitrato de calcio en
una pequea parte del agua usada para la emul-
sin. La concentracin resultante debera ser
agregada y dispersa en el volumen de agua
antes de mezclar el aceite. Solamente sales
de suficiente dureza deberan ser adicionadas
para prevenir problemas de espuma durante el
maquinado. No hay mtodos de laboratorio
estandarizados para evaluar las propiedades
antiespumantes de una emulsin.
Extrema presin
As como en los aceites puros para corte, adi-
tivos extrema presin a base de materiales
sulfurizados o clorinados, pueden ser incluidos
en la formulacin de aceites emulsificables para
darle mayor capacidad de soporte de carga y
hacerlos tiles para operaciones ms severas.
Los aceites E.P. emulsionables son normalmen-
te usados donde la habilidad lubricante es un
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
f act or i mport ant e. Est e es el caso de
maquinados de materiales duros y con muy
bajas velocidades de corte.
En al gunas operaci ones, l os acei tes
emulsionables con extrema presin pueden re-
emplazar a los aceites puros inactivos o con
baja actividad.
Para obtener los beneficios de mayor soporte
de carga, los aceites emulsionables con aditi-
vos E.P. deben ser usados en mayores con-
centraciones, por ejemplo un 10 a 15% de la
solucin. La vida prolongada de la herramienta
y el acabado superficial obtenido con los acei-
tes emulsionables E.P. compensan su mayor
costo.
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
EFECTO DE LA CALIDAD DEL AGUA
SOBRE LA EMULSIN
Como se menci on anteri ormente, l as
emulsiones usadas en operaciones de meca-
nizado de metales son usualmente del tipo acei-
te en agua, es decir agua con un pequeo por-
centaje de aceite concentrado disperso en ella.
As las peculiaridades del agua usada pueden
tener un efecto significativo sobre la calidad de
la emulsin y su rendimiento. Aguas no trata-
das son inutilizables por la cantidad de conta-
minantes y microorganismos que contienen. El
uso de agua potable es prcticamente indis-
pensable.
Aparte de su limpieza, el agua tiene otras pro-
piedades las cuales pueden afectar la emulsin.
Entre las ms importantes estn:
Dureza
Agua dura resulta de las sales de calcio y
magnesio disueltas en ella. Estas sales pue-
den reaccionar con los emulsificadores y otros
componentes de los aceites emulsionables para
formar compuestos los cuales son insolubles
en agua y se separan en forma de natas y de-
psitos pegajosos.
Puesto que algunos de los emulsificadores pue-
den estar involucrados en estas reacciones, la
estabilidad de la emulsin puede reducirse for-
mando natas y separacin de aceite. Esto es
particularmente probable con los aceites
emulsionables que contienen emulsificadores
aninicos.
Los aceites emulsionables son diseados para
producir emulsiones estables en agua con un
cierto grado de dureza, normalmente hasta 20
o
d
(cerca de 350 ppm CaCO
3
).
En muchos casos puede resultar ms barato
usar agua blanda. Sin embargo, si todas las
sales duras son removidas hay una mayor ten-
dencia de la emulsin a formar espuma y es
por lo tanto ms adecuado usar aguas parcial-
mente blandas o mezclar aguas duras con
aguas totalmente blandas para obtener una
dureza aproximada de Ca de 5 - 10
o
d (85 - 175
ppm CaCO
3
).
Aguas muy duras pueden ser ablandadas por
la precipitacin del calcio y el magnesio con
qumicos; por ejemplo, con fosfato trisdico o
carbonato de sodio. Actualmente es mucho
ms comn usar intercambiadores inicos los
cuales son simples de operar, monitorear y
mantener.
La estabilidad de los aceites emulsionables
cuando son mezclados con agua dura es eva-
luada por el mtodo DIN 51367. En este mto-
do la estabilidad es indicada por un porcentaje
del 5% de emulsin que se separa despus de
24 horas, en comparacin con una emulsin
fresca de la misma concentracin. La emulsin
es hecha con agua cuya dureza es de 20
o
d (cer-
ca de 350 ppm CaCO
3
).
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
Valor de pH
El pH de un lquido muestra si este es cido,
neutro o alcalino. El pH del agua usada debera
ser neutro, p.e. alrededor de 7, y el pH de la
emulsin recin hecha debe estar entre 8 y 9,5
(alcalino). Si el pH es muy bajo la emulsin no
ofrece adecuada proteccin contra la herrum-
bre en el maquinado de aceros y tambin su
estabilidad puede ser menor. Si por el contrario
la emulsin es muy alcalina tender a remover
las grasas naturales de la piel y a destruir el
recubrimiento acdico que sirve para proteger-
la, facilitando la penetracin de bacterias cau-
santes de enfermedades como la dermatitis.
Por otra parte, l a concentraci n de
microorganismos en una emulsin depende del
valor de pH y su rata de propagacin es afecta-
da por este valor.
Contenido de sales
El nivel normal de sales minerales en el agua,
como cloritos y sulfatos, generalmente tienen
un muy pequeo efecto sobre las propiedades
de una emulsin, pero en operaciones de me-
canizado donde el calor generado es excesivo,
las prdidas de agua por evaporacin son altas
y obligan a efectuar rellenos frecuentes.
Bajo estas condiciones la concentracin de
sales en la emulsin se puede incrementar, dis-
minuyendo su estabilidad y por causa de la
separacin tener una vida de servicio ms cor-
ta. El incremento en el contenido de sales pue-
de tambin reducir las propiedades preventivas
de corrosin y donde esto ocurra se hace ne-
cesario usar agua desalinada para reemplazar
aquella que se pierde por evaporacin.
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
PREPARACION DE UNA EMULSION
Para la preparacin correcta de una emulsin
deben tenerse en cuenta los siguientes pasos:
1. Poner el agua en un recipiente.
2. Agregar el aceite lentamente al agua en un
volumen determinado para obtener la
relacin aceite / agua requerida.
3. Agitar (mezclar) lentamente hasta obtener
una emulsin homognea.
Si el procedimiento es invertido, es decir el agua
se agrega al aceite se obtiene una emulsin
agua en aceite, pero resultar imposible con-
vertirla en una emulsin homognea aceite en
agua an con periodos prolongados de mez-
cla. Esto conlleva a inestabilidad de la emul-
sin con prdida de propiedades lubricantes y
mayor corrosividad sobre los metales.
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
2000
1500
1000
500
5 10 15 20 25 30%
x 10 Cr Ni Mo Ti 18 10 Steel
42 Cr Mo 4 Steel
Ck 45Steel
Contenido de Aceite de la Emulsin
V
I
D
A
D
E
L
A
H
E
R
R
A
M
I
E
N
T
A
CONTENIDO DE ACEITE EN UNA
EMULSION
Ya se ha dicho que el aceite en una emulsin
provee una cierta cantidad de lubricidad y junto
con otros componentes previene la corrosin,
pero para que sea efectivo la emulsin debe
contener mnimo 1% de aceite emulsificable
concentrado.
Para operaciones de esmerilado, un contenido
de aceite del 1 a 2% es usado con el objeto de
prevenir el pulido de la piedra de esmerilar. Sin
embargo, para usos generales en talleres la
emulsin contiene en promedio entre un 2 y
5% de aceite. Donde se requiere un nivel alto
de proteccin contra la herrumbre y lubricidad
extra, las emulsiones pueden contener hasta
un 10% o ms de aceite. En conclusin, las
propiedades lubricantes de una emulsin pue-
den incrementarse mediante la adicin de aceite
cuando se estn mecanizando materiales ms
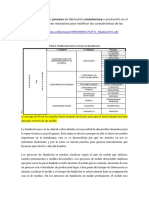
resistentes al corte. La grfica siguiente ilustra
el rendimiento de la herramienta de corte para
el mecanizado de diversos materiales y con
diferentes relaciones aceite/agua en la emul-
sin.
De la grfica se deduce que con un acero
Ck 45 la vida ptima de la herramienta se obtie-
ne con un 5% de aceite en la emulsin, y para
mecanizar un acero X10 Cr Ni Mo Ti 1810 hay
menor desgaste de la herramienta usando una
emulsin con un 25% de aceite. As mismo el
Ck 45 es relativamente ms fcil de procesar y
la vida de la herramienta disminuye a medida
que aumenta el contenido de aceite en la emul-
sin. Esto confirma el efecto combinado del en-
friamiento y la lubricacin sobre el desgaste de
la herramienta de corte. De acuerdo con la du-
reza del material y la severidad del mecaniza-
do es necesario establecer cul de los dos fac-
tores, lubricacin o enfriamiento, es ms im-
portante para la vida de la herramienta.
La influencia del contenido de aceite sobre la
vida de la herramienta es particularmente mar-
cada a bajas velocidades de corte. A mayores
velocidades este efecto cae apreciablemente y
el i mpacto de l a refri geraci n es
significativamente ms importante.
Cuando se emplean aceites emulsionables que
contienen biocidas, es esencial que la emul-
sin tenga una mnima concentracin recomen-
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
dada de aceite para asegurar que el biocida
resulte efectivo en el control de bacterias y hon-
gos; pero al mismo tiempo esta concentracin
no debe ser excesiva de tal modo que se pre-
venga cualquier riesgo de irritacin de la piel
causada por el mismo biocida.
200
2 10
Contenido de Aceite de la Emulsin
V
I
D
A
D
E
L
A
H
E
R
R
A
M
I
E
N
T
A
20 30%
100
300
400
500
v=90 m/min
v=72 m/min
v=45 m/min
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
MONITOREO Y MANTENIMIENTO DE UNA
EMULSION EN SERVICIO
Concentracin
Durante las operaciones de mecanizado de me-
tales parte de la emulsin se pierde y a su vez la
concentracin aceite/agua cambia. En el
maquinado, el contenido de aceite de la emul-
sin en servicio generalmente decrece debido a
que el aceite tiene una gran afinidad con los me-
tales y proporcionalmente ms aceite que agua
es retirado con los residuos o virutas del mecani-
zado. Donde las temperaturas de mecanizado son
muy altas, habr rpida evaporacin de agua y el
contenido de aceite se incrementar. Por lo ante-
ri or, es absol utamente necesari o que l as
emulsiones sean regularmente monitoreadas para
verificar el contenido de aceite. Estos chequeos
son particularmente importantes en emulsiones
cuyo contenido inicial de aceite est por debajo
del 1 2%, debido a que cualquier prdida
desproporcionada de aceite har que la concen-
tracin alcance niveles en los que la proteccin
anticorrosiva es inapropiada.
Un baln aforado o tubo calibrado puede ser utili-
zado para chequear el contenido de aceite de una
emulsin. El equipo usualmente consiste en un
tubo provisto de una escala graduada y un tapn
de vidrio, el cual es llenado con 100 cm3 de emul-
sin y posteriormente se agrega cido clorhdrico
concentrado. La emulsin se separa entonces y
despus de un corto lapso de tiempo el conteni-
do de aceite puede ser ledo sobre la escala.
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
En forma alternativa, el contenido de aceite de
una emulsin puede ser medido ms rpida-
mente con un refractmetro el cual, de hecho,
mide el ndice refractivo. No obstante, el ndice
refractivo est relacionado con el contenido de
aceite y as las variaciones en concentracin
pueden ser determinadas con los cambios en
el ndice refractivo.
Este mtodo resulta ms preciso y seguro en
la medida en que la emulsin est ms fina-
mente dispersa. De hecho, resultados absolu-
tamente seguros solamente pueden ser obte-
nidos para soluciones; pero de cualquier modo
es un mtodo suficientemente preciso para el
monitoreo de emulsiones en servicio dado que
los instrumentos se calibran para cada aceite
emulsionable o solucin usada. La presencia
de espuma debe ser removida y la emulsin
filtrada para eliminar los contaminantes.
Donde se utilice el refractmetro para monitorear
constantemente una emulsin, es aconsejable
hacer chequeos ocasionales con un baln
aforado, por ejemplo usando cido.
El tanque debe mantenerse lleno con emulsin
hasta el nivel recomendado. Esto requiere com-
pletar nivel regularmente, lo cual se hace agre-
gando aceite emulsionable fresco o emulsin.
Una vez medida la concentracin, esta se debe
corregir agregando una emulsin correctora de
concentracin conocida.
La cantidad a agregar se puede conocer me-
diante la regla de la Cruz de San Andrs.
CE PCE
CR
CC PCC
CR: Concentracin recomendada.
CE: Concentracin que hay en el depsito.
CC: Concentracin correctora.
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
PCE: Volumen de emulsin.
PCC: Volumen emulsin correctora a agregar
por cada volumen de emulsin existente.
Entonces: PCE= CC-CR
PCC= CE-CR
En general, es preferible completar nivel con
emulsin fresca. Si por el contrario, el conteni-
do de aceite en la emulsin se ha incrementado
es necesario usar un debilitador de emulsin,
cuyo volumen tambin est limitado por la con-
centracin requerida en el sistema.
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
PH DURANTE EL SERVICIO
Como ya se ha mencionado, el pH de una emul-
sin es el principal factor que afecta su rendi-
miento en operacin. El pH de una emulsin
nueva oscila generalmente entre 8 y 9.5, pero
puede reducirse durante el servicio debido a
contaminacin con material cido remanente
de las operaciones previas de mecanizado o
como consecuencia de la degradacin bacterial
del aceite emulsionable. Para que las propie-
dades anticorrosivas y la estabilidad de la emul-
sin se mantengan es vital asegurar que el pH
est siempre en el rango previamente definido.
Por tal razn, el pH de la emulsin debera
monitorearse a travs de toda su vida en servi-
cio.
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
CONTAMINACION CON FUGAS DE
ACEITE (TRAMP OIL)
Los lubricantes de la mquina herramienta ta-
les como el aplicado en las guas y el aceite
hidrulico, p.e., el procedente de los cilindros
de filtrado casi inevitablemente van a parar al
sistema de fluido de corte. Donde ste contie-
ne aceite puro, la adicin de tales lubricantes
no afecta dramticamente la eficacia del aceite
de corte o su vida, ya que se compensan estas
fugas con los rellenos y cambios de aceite nue-
vo. Por el contrario, si la mquina utiliza
emulsiones aceite en agua como fluido de cor-
te, la eficacia y su vida til puede ser seriamen-
te afectada. Una pequea cantidad de lubri-
cante puede ser emulsificado, pero la mayor
parte de ste, llamado "Tramp Oil", permanece
en forma de gotas que eventualmente forman
una capa flotante en la superficie del fluido en
el tanque de almacenamiento.
Grandes gotas de aceite pueden conducir a
gradientes de enfriamento errneos y desigua-
les; tambin pueden causar embotamiento de
las muelas de rectificar, y de aqu un acabado
superficial inaceptable.
La estabilidad de la emulsin puede tambin
ser afectada de forma adversa por el influjo de
aceite lubricante, y la capa de aceite que cubre
la superficie del fluido en el tanque, es un cam-
po de cultivo para las bacterias anaerbicas.
Un rpido signo de esta condicin es el olor
desagradable a sulfdrico que se origina cuan-
do se pone en marcha el sistema despus de
una parada.
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
CONTAMINACION CON POLVO
METALICO
La operacin de mecanizado esta siempre
acompaada por la transformacin del metal
desechado en virutas u otras partculas de va-
riadas formas y tamaos. En el rectificado tam-
bin se desalojan partculas de arena y de agen-
te aglomerante de las muelas de rectificar. Si
no se toma accin para eliminar estas partcu-
las de metal y otros slidos del fluido de corte
su eficacia se reducir. Donde la velocidad de
flujo de las gotas del refrigerante es objeto de
fuerzas centrfugas, algunas de las partculas
se separarn y si esto sucede en las tuberas,
p.e., en curvas pronunciadas, el flujo del refri-
gerante eventualmente empeorar, lo cual con-
duce a menos enfriamiento de la herramienta y
a menor efectividad de desplazamiento de las
virutas. Esto da lugar a temperaturas ms ele-
vadas, un mayor desgaste de la herramienta y
deficientes acabados superficiales.
Hay varias formas de conseguir este grado de
limpieza, combinando medios para separar el
polvo metlico como los ciclones, filtros de malla
de alambre, de metal sinterizado o de papel,
filtros de fibras y centrfugas. La combinacin
requerida depende del tipo de operacin y del
tipo de fluido de corte. As, un torneado de aca-
bado fino o un rectificado requieren un fluido
ms limpio que una operacin de tallado o fre-
sado.
Emulsin Limpia Emulsin Sucia
Vertedero Bafle
Plato
Seccin de
Sedimento
Lodo Seccin de Emulsin Limpia
Filtracin de una emulsin
El mtodo simple de limpieza o separacin de
slidos contaminantes por gravedad mediante
una trampa de sedimentos, ilustrado anterior-
mente, es raramente empleado debido a su
pobre eficiencia y a que la remocin de los lodos
del fondo del tanque es difcil y costosa.
La instalacin de bandas o correas raspadoras
permite un retiro continuo de lodos y partculas
lo que disminuye el tiempo de contacto de la
emulsin con los contaminantes, pero la efi-
ciencia en la limpieza es todava pobre.
Emulsin Limpia
Emulsin Sucia
Motor
Vertederos
Correa Raspadora
Seccin de
Emulsin Limlia
Contenedor de
Lodo
Tanque equipado con bandas raspadoras para remover lodo
Tanque de separacin de contaminantes por gravedad
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
La separacin por gravedad puede ser mejorada
y acelerada si la emulsin se somete a fuerza
centrfuga. Este principio es usado en los
separadores ti po ci cl n, centrfugas y
separadores centrfugos.
En el caso de los separadores tipo cicln, la
emul si n contami nada es al i mentada
tangencialmente por la parte superior de un re-
cipiente cnico invertido. La alta aceleracin
centrfuga debida a la trayectoria circular que
sigue la emulsin causa que las partculas s-
lidas se separen de ella hacia los lados del cono
y luego desciendan hasta el fondo del cicln
como lodo espeso. La emulsin limpia retorna
al centro del cono y sale por la parte superior
del separador. Los hidrociclones son frecuen-
temente usados en los sistemas de mquinas
para operaciones de esmerilado trabajando con
Emulsin Sucia
Emulsin Limpia Emulsin Limpia
Material Slido
Trampas de
Mugre
Clarificador Centrfugo
Clarificador centrfugo
Emulsin Sucia
Trampa de Aceite
- Fase Liviana
Emulsin Limpia
- Fase Liviana
Platos
Separados
Material
Slido
Separador Centrfugo
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
aceros. Estos son menos tiles en el maquinado
de hierro fundido porque las partculas de grafi-
to del metal son relativamente livianas y difci-
les de separar; en consecuencia, el grafito tiende
a acumularse en la emulsin.
Los filtros de cilindro y banda magntica son
automticos porque las partculas de metal son
continuamente removidas cuando el rodillo o
cilindro gira. Experimentos han demostrado que
los separadores magnticos son tambin ca-
paces de remover del sistema algunas de las
impurezas no metlicas, por ejemplo arenilla y
residuos de la piedra de esmerilar, atrapndo-
las junto con las partculas ferrosas. Los filtros
magnticos son ampliamente usados para el
tratamiento de aceites de corte.
Otro tipo exitoso de filtro es el de banda o co-
rrea, en el que papel, membranas o telas tupi-
das pueden ser usadas como medio filtrante.
El flujo de lquido a travs de la banda puede
ser por gravedad, pero otros tales como los fil-
tros de vaco usan succin para incrementar el
flujo.
Con emulsiones, los filtros de alimentacin por
gravedad tienen una capacidad aproximada de
Hidrociclone
Emulsin Limpia
Emulsin Sucia
Material Slido Lanzado
Hacia la Periferia del Cono
por la Accin de la
Fuerza Centrfuja
El Material Slido Cae
al Fondo del Cono para
su Remocin
La Emulsin Limpia Sube
por el Centro del Cono
Hidrociclone
Los filtros magnticos han sido efectivos para
la remocin de las virutas durante el mecaniza-
do de metales ferrosos. Sin embargo, son me-
nos efectivos cuando las partculas de metal
se adhieren a ellos formando capas gruesas
que obligan a una limpieza regular para mante-
ner su eficiencia.
Emulsin Limpia Emulsin Sucia
Pantalla
Barras
Magnticas
Filtro magntico
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
120 l/min por cada m
2
de rea filtrante. Los fil-
tros de banda con vaco, usando el mismo me-
dio filtrante, pueden manejar cerca de cuatro
veces el caudal anterior.
Los filtros de banda son automticos y pueden
ser usados para prcticamente todos los flui-
dos y con un amplio rango de relaciones de
filtracin. El hecho que diferentes medios
filtrantes pueden emplearse significa que los fil-
tros son adaptables a requerimientos especfi-
cos.
Filtro de cilindro o tambor Magntica
Emulsin Sucia
Emulsin Limpia
Rodillo Triturador
Tambor Magntico
Desprendedor
Partculas de Metal
Ferrosas y Lodos
Filtro de banda o correa magntica
Partculas de Metal
Ferrosas y Lodos
Emulsin Sucia
Banda Magntica
Emulsin Sucia
Emulsin Limpia
Emulsin Sucia
Emulsin Filtrada
Banda de Soporte del Filtro
Contenedor de Lodo Rodillo de Papel Filtrante
Flotador de Accionamiento por
Correa Conductora
Lodos Depositados
en el Filtro
Distribuidor
Filtro de cilindro o tambor Magntica
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
CONTAMINACION POR BACTERIAS
Y HONGOS
Es importante reconocer que los microorganismos
encontrados en los sistemas de aceites de corte
normalmente provienen de otras fuentes que del
aceite en s mismo. Se ha demostrado que los
hongos y las bacterias procedentes de sucie-
dad, agua y materias orgnicas son contami-
nantes comunes de los fluidos de corte. Tam-
bin son producidos por malos hbitos de hi-
giene de los operarios de las mquinas herra-
mientas, ya que en ocasiones se ha encontra-
do que utilizan los tanques de almacenamiento
como depsito de residuos de comida, colillas
de cigarrillo y excrementos.
En ausencia de agua, los fluidos de corte no
son susceptibles de crecimiento de bacterias.
As, aceites que son usados puros probable-
mente no tendrn estos problemas a menos
que sean contaminados con agua.
De igual forma tampoco existirn problemas
con los aceites emulsionables durante su al-
macenamiento antes de proceder a su dilucin.
No obstante, una vez que estn en forma de
emulsiones pueden empezar a ser vulnerables
al ataque.
Tipos de microorganismos
El crecimiento de bacterias en los sistemas de
aceite de corte, se dividen en dos grupos prin-
cipales: Aerbicas y anaerbicas.
Las bacterias aerbicas se encuentran en sis-
temas que estn bien aireados y normalmente
su temperatura es de 30
o
C aprox. Sin embar-
go, pueden existir un tipo de bacterias aerbicas
a temperaturas ms altas variando de 55 a 60
o
C.
Ambos tipos degradan el aceite de corte a pHs.
de 4,5 a 6,5.
Las bacterias anaerbicas se multiplican en
condiciones donde no hay aire, particularmen-
te cuando la emulsin tiene en su superficie
una capa de aceite que impide la entrada de
aire. Entonces actan como sulfato reductores,
conduciendo a la formacin de sulfdrico.
Moho (hongos) y fermentos se encuentran tam-
bin en los sistemas de aceite de corte, gene-
ralmente, cuando la dureza del agua es muy
baja.
Factores influyentes en el crecimiento de
microorganismos
El medio ambiente de trabajo de los fluidos para
mecanizado de metales puede afectar consi-
derablemente el tipo de crecimiento de las bac-
terias. Los principales factores son:
- El rango ideal de pH para el crecimiento de
microorganismos est entre 6 y 9.
Las bacterias prefieren el lmite superior del
rango (9), mientras que los hongos el valor
bajo (6).
- La concentracin de la solucin tambin
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
afecta considerablemente el crecimiento de
bacterias. En general, en las soluciones ms
dbiles se multiplicarn ms rpidamente las
bacterias y hongos.
Sin embargo, proporciones de 20-50:1 son
las ptimas para el crecimiento de bacterias
y en proporciones superiores a 50:1 la
concentracin de materias oxidables
(alimento potencial por las bacterias) es el
principal factor con respecto al crecimiento.
- Hay una gran relacin entre la dureza del
agua y el deterioro de los fluidos de corte.
La dureza afecta el mecanismo de la
descomposicin y hay evidencias que
demuestran que el uso de agua dura como
diluyente puede causar un incremento en el
crecimiento de bacterias. Contrariamente,
los hongos pueden ser detenidos por el
incremento de la dureza del agua.
- Los efectos de la orina en el crecimiento de
bacterias en diferentes refrigerantes han
sido cuidadosamente estudiados. En
cualquier caso este tipo de contaminacin
conduce a un incremento en la degradacin
del aceite, cuyos efectos son particularmente
perceptibles en los ensayos de corrosin.
Comidas y otros materiales similares tienen
un efecto semejante.
Significancia de la Descomposicin del
Aceite en la Prctica
Prdida de la estabilidad de la emulsin
Las emulsiones consisten esencialmente en
mi l l ones de pequeas gotas de acei te
emulsificadas en la fase agua. El tamao de
las partculas de estas gotas es suficientemente
pequeo para poder moverse en el rea de lu-
bricacin, entre la viruta y la herramienta, y
actuar como reductoras de friccin.
Uno de los efectos del desarrollo bacterial es la
descomposicin de los agentes emulsificantes.
Esto conduce a la aglomeracin de partculas
de aceite formando gotas ms grandes. La efec-
tividad de stas ltimas partculas como
reductoras de friccin es muy inferior debido a
su menor movilidad y por consiguiente, en la
zona de lubricacin comienza a escasear el
aceite, incrementndose la friccin y la tempe-
ratura, con el consecuente deterioro de la he-
rramienta y del acabado superficial de la pieza.
Prdida de las propiedades lubricantes
La mayora de los fluidos de corte contienen
componentes que les imparten propiedades
lubricantes, como p.e., aceites minerales,
steres de cidos grasos, aceites animales y
vegetales. Tambin se usan humectantes para
aumentar la propiedad del agua para mojar las
herramientas y piezas mecanizadas.
Estos componentes lubricantes son directa-
mente atacados por las bacterias y su efectivi-
dad disminuye rpidamente lo que conduce a
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
un aumento en la friccin y reduccin en su
dispersin.
Filtracin y bloqueo del sistema
La viscosidad de los aceites de corte se puede
incrementar grandemente como resultado de la
actividad bacteriolgica, conduciendo a la des-
truccin de filtros, clarificadoras y bombas.
En el caso de sistemas de fluido de rectificado,
los filtros de papel se pueden estropear de tal
forma que no eliminan el polvo lo que produce
un acabado superficial deficiente, embotado de
las muelas de rectificar y "quemado" de la pie-
za rectificada.
Manchas y corrosin
El material corrosivo producido por la degrada-
cin del aceite puede corroer las piezas meca-
nizadas. El grado de extensin de la corrosin
depende del desarrollo bacteriolgico, la com-
posicin del aceite y el tipo de metal a mecani-
zar.
Entre los efectos ms importantes de la corro-
sin estn los siguientes:
- Corrosin de metales amarillos por sulfuros.
- Corrosin de aluminio por complejos de
amonio.
- Corrosin del cobre y bronces por ataque de
amonaco formado por la descomposicin de
los compuestos anticorrosivos tipo amina.
- Corrosin de metales amarillos y ferrosos
debido a la rpida descomposicin del nitrito
sdico y/o aminas.
Efectos en los sistemas de circulacin
Los sistemas de circulacin y tanques son muy
vulnerables a la corrosin procedente de los
productos descompuestos. Esto puede causar
fugas de fluido y potencial ataque a superficies
metlicas y estructuras de cemento y hormi-
gn, a menos que estn apropiadamente trata-
das.
El hormign es vulnerable a tales ataques des-
pus que su pH se reduzca a 8,5 aprox. por la
reaccin del xido de calcio libre del cemento
con dixido de carbono de la atmsfera.
Olor
El olor a sulfdrico en un sistema de aceite de
corte puede atribuirse siempre a la descompo-
sicin del aceite. Sin embargo, hay olores que
pueden ser causados por los componentes del
aceite.
Irritacin de la piel
La irritacin de la piel puede sobrevenir por una
combinacin de la accin desengrasante de los
aceites de corte y una abrasin fsica con el
polvo metlico de los sistemas.
Se debe puntualizar que la irritacin de la piel
por si misma no es indicacin de infeccin
bacteriana. Pieles sensibles pueden tener pro-
blemas con fluidos en perfectas condiciones, y
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
bactericidas de tipo no adecuado o usados a
altas concentraciones, pueden agravar esta si-
tuacin.
Reduccin de la vida del aceite
Aparte de los inconvenientes operacionales que
se deducen de la descomposicin de los flui-
dos de corte, los costos adicionales en que se
incurren son tambin importantes. El uso de
bactericidas puede prolongar la vida til de un
fluido con tal que estn presentes en concen-
traciones que puedan controlar el crecimiento
bacteriolgico. Sin embargo, si la infeccin pre-
val ece, l a vi da del fl ui do se reduce
drsticamente.
Identificacin de microorganismos
Muestreo de la emulsin
Es necesario monitorear la contaminacin con
bacterias de modo que se prevenga su prolife-
racin. La muestra de emulsin debe ser repre-
sentativa del sistema. Las siguientes notas dan
una orientacin sobre la toma de muestras:
Si hay algn problema, se deben tomar mues-
tras semanales o ms frecuentemente; siem-
pre estando el fluido en circulacin.
Si el sistema no est en funcionamiento, se
deben encender las bombas y mantener el flui-
do circulando durante diez minutos como mni-
mo, antes de tomar la muestra.
Esto debido a que las bacterias pueden alojar-
se en el barro del fondo o emigrar a la crema de
la capa superficial y por lo tanto la muestra no
contendr una representacin real de la pobla-
cin bacteriana.
Donde sea posible la muestra se toma del pun-
to de mecanizacin, de una lnea de retorno, o
desde el sitio donde el fluido de retorno fluye al
depsito.
Las muestras se deben tomar en botellas est-
riles de vidrio o de plstico. Para tomar la mues-
tra, se abre la botella e inmediatamente se co-
loca bajo el fluido hasta que se llene totalmen-
te cerrndola a continuacin.
Las muestras se deben examinar lo ms rpi-
damente posible ya que las bacterias son afec-
tadas por condiciones ambientales como tem-
peratura, luz, materias orgnicas y partculas
metlicas. Algunas bacterias son ms fuertes
y sobreviven en condiciones en que otras mue-
ren en un plazo de uno a tres das.
Mtodos para la determinacin de la poblacin
bacteriana
Hay varios procedimientos adecuados para de-
terminar "in situ" la poblacin bacteriana. Sin
embargo, la correlacin entre los ensayos de
laboratorio y los realizados "in situ" no es muy
clara en muchos casos.
Uno de los mtodos ms usados es el conoci-
do como "inmersin de platina".
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
El ensayo utiliza una platina o placa esteriliza-
da, que contiene dos o tres partes nutrientes,
la cual se sumerge en el fluido a ensayar, pre-
feriblemente donde ste fluye para refrigerar la
pieza mecanizada. Posteriormente, la platina
se seca y se coloca en un recipiente incubador
que controla la temperatura al nivel adecuado.
En la mayora de los casos una temperatura de
37
o
C durante toda la noche es suficiente para
producir un cultivo satisfactorio. La densidad de
las colonias cultivadas en el medio se compara
con los patrones estndares.
Bacterias
Hongos
Levaduras
Niveles de rechazo
El nivel de la poblacin de bacterias que justifi-
ca el rechazo del fluido o la necesidad de trata-
miento es casi subjetivo. No obstante, a trmi-
no general se recomienda lo siguiente:
- 10
5
bacterias/ml es un nivel al cual se debe
hacer un tratamiento del fluido.
- 10
7
bacterias/ml o ms es un nivel al cual el
fluido debera ser reemplazado.
La necesidad de establecer niveles precisos en
cada sistema depende de la velocidad de cre-
cimiento de las bacterias y de la prctica ope-
racional.
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
METODOS PARA COMBATIR LOS
MICROORGANISMOS
Los siguientes factores tienen un efecto signifi-
cativo en la reduccin del riesgo de contamina-
cin bacteriana.
Diseo del sistema de circulacin
Las emulsiones estn en continua circulacin
durante el servicio y el sistema debe ser dise-
ado de modo que su contenido pueda ser
chequeado fcil y correctamente. La parte ms
importante del sistema de circulacin es el tan-
que. Los tanques de almacenamiento de
emulsiones para corte de metales construidos
dentro de la base o pedestal de las mquinas-
herramientas, en general no conducen a buen
mantenimiento de las emulsiones.
Esto se debe al limitado acceso al interior del
tanque para su limpieza y tambin por el espa-
cio muerto y las cavidades formadas, por ejem-
plo, por las bandas o varillas de refuerzo, que
hacen imposible remover toda la emulsin vieja
cuando se drena el sistema, antes de introdu-
cir una nueva carga. Los depsitos permane-
cen y las bacterias proliferan en estos espa-
cios inaccesibles para contaminar la nueva car-
ga y reducir su vida.
Las mquinas que tienen sistemas de circula-
cin individuales deberan ser abastecidas de
emulsin desde un tanque separado el cual fue-
se fcilmente accesible y simple su limpieza.
Los sistemas de circulacin grandes, que sir-
ven para abastecer de emulsin a un nmero
de mquinas, preferiblemente de un tipo simi-
lar ejecutando operaciones similares, proveen
condiciones favorables para prolongar la vida de
la emulsin. Los tanques son generalmente di-
vididos en compartimentos, los cuales minimi-
zan la turbulencia ocasionada por el flujo de
emulsin y permiten que los contaminantes
slidos, incluso los de menor tamao, sean
atrapados por el filtro. Los depsitos remanen-
tes pueden ser removidos cuando la emulsin
es cambiada.
Si no hay filtros en la lnea de retorno antes del
tanque, debe incorporarse en ste una trampa
de sedimentos para remover las virutas y otros
residuos slidos. Esta trampa de sedimentos
debe ser limpiada manualmente cuando se cam-
bia la emulsin. No obstante, este no es un
mtodo muy satisfactorio debido a que el resi-
duo retenido en el tanque ocupa espacio que
debera ser ocupado por la emulsin. Tambin
se puede reducir la vida de la emulsin al man-
tenerse en contacto con los contaminantes.
Las trampas de sedimentos deben tener prefe-
riblemente una correa o banda raspadora de
modo que los residuos separados sean removi-
dos continuamente. El uso de una banda
raspadora elimina la necesidad de costosos y
arduos trabajos de limpieza manual, y tambin
contribuye a incrementar tanto la vida de la
emulsin como su rendimiento en operacin.
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
El tanque usado en un sistema de circulacin
debe ser suficientemente grande para almace-
nar una cantidad igual a 10 veces la mxima
capacidad de la bomba de circulacin. Esto
significa que si la emulsin circula cerca de seis
veces en una hora, el tanque contiene 10 minu-
tos de suministro. Esto debe ser tomado como
un mnimo requerimiento y tanques de tama-
os mayores deben usarse donde limpiadores
de emulsin y largas vida de servicio son re-
queridos.
Uso de biocidas
Los biocidas varan en efectividad de acuerdo
con su tipo y concentracin. Algunos son de-
masiado especficos y en muchos casos se
degradan rpidamente, sin resolver completa-
mente el problema.
Para que los biocidas sean realmente efectivos
y aceptables deben cumplir los siguientes cri-
terios:
- Deben ser compatibles con el fluido en que
se usan. De lo contrario, pueden darse
interacciones entre los componentes del
fluido y el biocida causando degradacin del
aceite.
- El biocida debe tener un espectro de
actividad amplio para que sean efectivos
contra bacterias, hongos y levaduras.
- El nivel necesario de dosificacin del biocida
debe ser tal que no resulte insuficiente ni
tampoco excesivo. Si la concentracin es
muy baja, por ejemplo por debajo de la dosis
letal, la efectividad del biocida se reduce
drsticamente y los microorganismos
pueden sobrevivir y desarrollar resistencia; si
la concentracin es muy alta, hay mayor
riesgo de irritacin en la piel de los
operarios.
- Algunas veces los bactericidas y fungicidas
son mezclados para obtener los efectos
globales requeridos. La prctica general es
adicionar un paquete biocida a la emulsin
con intervalos de tiempo establecidos para
obtener proteccin continuada.
- Como los microorganismos pueden
desarrollar resistencias a las sustancias
usadas para su control resulta necesario
cambiar de biocida con cierta periodicidad.
Tratamiento del sistema con ozono
Otro mtodo de esterilizacin es el basado en
las bien conocidas propiedades antibacterianas
del ozono, que puede resultar interesante en
grandes sistemas centralizados.
La tcnica de ozonizacin comprende la inyec-
cin directa en el seno de la emulsin de aire
conteniendo ozono generado "in situ".
Limpieza del sistema
Hay varios productos en el mercado desarrolla-
dos especialmente para la limpieza de siste-
mas de aceites de corte. La accin de la ma-
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
yora de estos limpiadores es similar y los prin-
cipios generales para su uso son:
Aplicacin
El limpiador se aade al depsito en la propor-
cin recomendada (aprox. 2%). Se deja en cir-
culacin durante seis u ocho horas y luego se
vaca el sistema. Es preferible volver a limpiar
el sistema con una solucin nueva de agua lim-
pia y caliente.
Precauciones de manejo
Los sistemas limpiadores son mezclas de com-
puestos qumicos en solucin, por lo cual de-
ben ser tratados con precaucin y nunca utili-
zados sin diluir.
Es, por supuesto, muy importante verificar que
cualquier limpiador usado en esta forma sea
especialmente formulado de tal modo que no
afecte el rendimiento de la emulsin o imponga
alguna restriccin sobre su subsecuente dis-
posicin.
Tambin, se recomienda usar guantes y gafas
protectoras cuando las soluciones se usan para
la limpieza de las superficies externas de la
mquina.
Prcticas generales de taller
A continuacin se resean los principales as-
pectos a tener en cuenta para que los siste-
mas de aceite de corte, tanto puros como
emulsiones, permanezcan en buena condicin.
- Asegurar que las bombas, recipientes,
mangueras y embudos usados para el
vaciado o cargue de los depsitos de las
mquinas herramientas son conservados en
condiciones de limpieza y no se empleen
para labores diferentes donde puedan
contaminarse.
- Si por alguna razn una mquina
herramienta que emplea emulsiones va a ser
parada por un perodo de tiempo superior a
una semana, debe ser drenada hasta
evacuar totalmente el fluido de corte. No
dejar el fluido refrigerante estancado en la
mquina por ningn motivo.
- No hacer adicin alguna de desinfectantes a
los fluidos de corte, debido a que puede
resultar ms perjudicial.
- No arrojar al fluido materias de desecho
como comida, colillas de cigarrillo, papeles,
tapas de botellas, etc., o escupir en los
tanques de almacenamiento.
- Donde hay sistemas centralizados de fluido
de corte se debe evitar el ingreso de
suciedad a travs de las tapas cuando se
realiza la limpieza de los sitios de trabajo.
- No permitir que haya excesivas fugas de
aceite mineral a los fluidos de corte. Esto
puede reducir considerablemente la vida til
del fluido y a menudo son causa de malos
olores.
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
- Almacenar los tambores de aceite
emulsionable bajo techo para que no estn
expuestos a los efectos de extremo calor o
fro intenso.
- No almacenar los tambores en forma vertical
con las tapas hacia arriba. La parte superior
del tambor se puede llenar de agua y debido
a que ste "respira" con los cambios de
temperatura, el agua puede llegar aser
absorbida a travs de los tapones.
- Los tambores de uso continuo deben
mantenerse en posicin horizontal, sellados
hermticamente y con las tapas formando
una lnea paralela al suelo.
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
CAMBIANDO LAS MAQUINAS
HERRAMIENTAS DE ACEITES PU-
ROS A EMULSIONES
Cuando las mquinas herramientas son con-
vertidas de utilizar aceites de corte puro a
emulsiones es importante tener cuidado espe-
cial para prevenir que la emulsin contamine,
ya sea por fugas o salpique, las guas de des-
plazamiento de los carros portaherramienta y
de esta forma remueva el lubricante normal uti-
lizado en estos puntos, conduciendo a incre-
mento en el desgaste y corrosin. De igual for-
ma, no se debe permitir que la emulsin ingre-
se a las cajas de engranajes o al sistema hi-
drulico. Los sellos, mangueras y molduras
deben ser resistentes a las emulsiones, por lo
que a menudo estos tienen que ser cambiados
cuando las mquinas herramientas son conver-
tidas.
An siguiendo las recomendaciones mencio-
nadas anteriormente, las mquinas herramien-
tas que usan emulsiones deben ser inspeccio-
nadas y reparadas ms frecuentemente. En par-
ticular, el desgaste de las guas de los carros
es generalmente ms alto con emulsiones que
con aceites de corte puros.
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
DISPOSICION DE EMULSIONES
USADAS
Las emulsiones usadas no deben ser vertidas
en los sistemas de desage, alcantarillas o ros.
Todas las sustancias que son de alguna mane-
ra biodegradables deben ser separadas. El
mtodo de separacin usado depende de:
- La composicin del agua tpicamente usada
en los fluidos de corte.
- Su condicin.
- Las condiciones particulares de operacin,
por ejemplo el nivel de contaminacin y el
tipo de contaminantes.
- La legislacin local.
Inicialmente hay que dar un tiempo prudencial
de reposo a la emulsin para permitir que cual-
quier aceite libre (trampa de aceite o aceite
separado de la emulsin) llegue a la superficie
donde puede ser removido.
Los separadores mecnicos, por ejemplo los
separadores multi-plato, han probado ser muy
efectivos en la separacin preliminar de aceite.
Cualquier cantidad de aceite que pueda ser re-
movida de esta forma, reduce la carga sobre
los equipos especializados usados para la se-
paracin de la emulsin y as se reducen los
costos.
Proceso de disposicin de
emulsiones usadas
El proceso normal de di sposi ci n de
emulsiones puede dividirse as:
Disposicin a travs de contratistas.
Este es el mtodo ms barato para pequeas
fbricas y antes de instalar una planta de sepa-
racin deberan efectuar un anlisis comparati-
vo de costos con respecto a lo que se indica a
continuacin.
Separacin de emulsiones.
La mayora de las emulsiones usadas en el
maquinado de metales pueden ser separadas
mediante la adicin de cidos, en forma similar
al procedimiento usado para determinar el con-
tenido de aceite en una emulsin.
Lo ms comn, sin embargo, son las plantas
donde las sales de los cidos fuertes son el
agente de separacin. Los residuos de estas
plantas son menos cidos que los de aquellas
que usan cidos puros y por lo tanto su neutra-
lizacin puede no ser necesaria.
Los agentes de separacin ms comunes son:
1. Cloruros de magnesio.
2. Sulfato de hierro.
3. Sulfato de aluminio.
4. Sales comunes.
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
Despus de la separacin, la fase de aceite
puede ser removida manteniendo la emulsin
en tanques de asentamiento y recogiendo el
aceite separado en la superficie, o empleando
el mtodo de centrifugacin.
La separacin tiene la ventaja que el aceite y el
agua son separados como lquidos pero como
la fase agua usualmente contiene partculas de
aceite dispersas por encima de los lmites acep-
tables para su disposicin, un tratamiento adi-
cional es requerido para su eliminacin. Ade-
ms, la fase agua tambin contiene materiales
solubles en ella provenientes del aceite
emulsionable y de los agentes de separacin,
los cuales pueden requerir neutralizacin.
El tratamiento adicional de la fase agua usual-
mente incluye la formacin de un FLOC de hi-
drxido metlico (generalmente de sulfato de
hierro o aluminio). El aceite es absorbido por el
FLOC y luego es sumergido en el fondo del tan-
que, como un lodo, o elevado hacia la superfi-
cie por los gases producidos por la electrlisis
de la fase agua. El lodo resultante o la espuma
(natas) son removidos y sometidos a un proce-
so de secado, para luego ser quemados o des-
cargados como basura industrial. El contenido
de aceite en el agua despus de la floculacin
generalmente satisface los requerimientos de
la legislacin ambiental.
El siguiente diagrama muestra el tratamiento
adicional de la fase agua por floculacin en una
planta de separacin por sales o cido.
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
1
2
3
4
6
7
8
9
10
5
Transportador
de Tornillo
Lodo
Agua
Limpia
Filro
Prensa
Lodo Floculantes
Agua Separada por el
Tratamiento Posterior
Aceite
Separado
Aceite
Separado
Emulsin Usada
Agente de
Separacin
Agitador
Chaqueta de
Calentamiento
1. Tanque receptor de emulsin usada.
2. Intercambiador de calor.
3. Tanque de agente de separacin.
4. Tanque de separacin: donde el agente de
separacin y la emulsin son mezclados.
5. Centrfuga.
6. Tanque de agentes neutralizadores.
7. Tanque del agua de desecho.
8. Tanque de floculacin.
9. Tanque de lodos hmedos.
10. Filtro prensa para el secado de los lodos.
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
Tratamiento por absorcin
Una emulsin tambin puede ser separada
mediante la combinacin de agentes de sepa-
racin y absorcin. Los componentes solubles
del agente de separacin separan la emulsin,
y el aceite separado es capturado por el agen-
te de absorcin (cido silcico hidrofbico micro-
dispersado). La filtracin, subsecuente, produ-
ce agua muy limpia, con un contenido residual
de aceite el cual es usualmente aceptable para
su disposicin en alcantarillas. Los lodos
residuales que contiene el aceite pueden ser
secados y luego quemados.
El equipo requerido para este proceso es relati-
vamente barato pero el costo de los agentes de
separacin es alto y se incrementa con el con-
tenido de aceite en la emulsin. Este proceso
es, por lo tanto, muy til para empresas que
manejen pequeas cantidades de emulsin y
sobre todo con bajos contenidos de aceite. Este
proceso tambin puede ser empleado para el
tratamiento final del agua que ha sido separada
de una emulsin.
Evaporacin de la fase de agua
Un mtodo obvio de separacin de emulsiones
es sometindola a calentamiento para retirar el
agua, dejando el aceite solo. Hay una gran va-
riedad de equipos disponibles para este prop-
sito, como son los quemadores de combustin
sumergi da, evaporadores rotatori os,
evaporadores de pelcula delgada, etc.
El principal problema con los mtodos de eva-
poracin es el diseo del equipo para mantener
el consumo de energa en un nivel econmico.
Los mtodos de evaporacin resultan ventajo-
sos desde el punto de vista medioambiental
debido a que no es necesario el uso de qumi-
cos adicionales, como los agentes de separa-
cin, que contribuyen a incrementar el volumen
de desechos en la disposicin final. Prctica-
mente todo el aceite y otros contaminantes son
separados cuando el agua es evaporada. No
obstante, el condensado contiene algunas go-
tas de aceite finamente dispersadas las cua-
les son arrastradas en la corriente y tienen que
ser removidas con el uso de filtros de carbn
activado.
Los procesos de evaporacin son principalmen-
te tiles para empresas con operaciones conti-
nuas que emplean emulsiones con altos con-
tenidos de aceite. Ellos son econmicos para
operar donde grandes volmenes de emulsin
estn presentes y su creciente importancia ra-
dica en su gran aceptacin medioambiental.
Combustin
Las emulsiones que no contienen ms del 30%
de agua pueden ser quemadas en quemadores
especiales. Si el contenido de agua est por
encima de este nivel, es posible agregar la
emulsin al aceite combustible nuevamente sin
exceder un mximo contenido de agua del 30%.
La combustin de emulsiones puede ser un
buen medio para su disposicin, pero antes de
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
ponerlo en prctica es indispensable obtener
mayor informacin pues se tiene el riesgo de
corrosin y otros daos a la caldera u horno
causados por cualquiera de sus componentes.
Ultrafiltracin por membrana de separacin
Las emulsiones de aceite en agua pueden ser
separadas medi ante un proceso de
ultrafiltracin, el cual emplea una membrana
semi-permeable para efectuar la separacin.
La permeabilidad (o tamao del poro) de la
membrana permite que el agua, las sales solu-
bles en el agua y los emulsificadores presen-
tes en la emulsin, pasen a travs de ella, pero
las molculas de aceite son retenidas.
La ultrafiltracin requiere de una presin baja,
entre 15 y 150 psi, para que tenga una rata de
flujo razonable a travs de la membrana. Debi-
do a la circulacin bajo presin sobre la mem-
brana, el agua y los elementos solubles en el
agua pasan a travs de ella y la concentracin
de la emulsin se incrementa. Cuando la con-
centracin ha alcanzado valores cercanos al
50%, la emulsin puede mezclarse con otros
aceites usados y luego quemados como com-
bustibles de hornos o calderas.
Si no se aplica la alternativa anterior, el conte-
nido de agua en la emulsin puede ser reduci-
do, an ms, para obtener una mayor concen-
tracin y proceder a su disposicin por otros
medios como los contratistas.
La ultrafiltracin no requiere qumicos adiciona-
les y es por esto que tiene gran aceptacin
medioambiental. El agua separada por este
mtodo est virtualmente libre de aceite y es
posible su reutilizacin en algn proceso sin
tratamiento adicional. Si la intencin es
reutilizarla para preparar emulsiones nuevas, es
aconsejable hacer un chequeo previo para ase-
gurar que su contenido de sales no es
significativamente alto para causar problemas.
La ultrafiltracin es particularmente til para
grandes empresas en las que el agua de dese-
cho de otras plantas, por ejemplo de pintura,
es tambin reutilizada. Si el agua separada no
es utilizada, se requiere entonces efectuarle un
tratamiento adicional para remover las sales
Membrana
Sal Agua
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
solubles. La smosis reversible, un proceso
similar a la ultrafiltracin pero usando membra-
nas con tamao de poro ms pequeo y altas
presiones, puede ser usada.
En el caso de emulsiones que contengan nitrito
de sodio, debe hacerse un chequeo para verifi-
car que su nivel cumple con la regulacin local,
antes de arrojarlo a las alcantarillas. Si el nivel
de nitrito es muy alto, debe realizarse un trata-
miento para convertirlo en un compuesto no
txico. Por ejemplo, la adicin de cido amino-
sulfnico convierte el nitrito a sulfonato acom-
paado de nitrgeno gaseoso, pero de cualquier
modo, este tratamiento no reducir el conteni-
do total de sales.
Las diferentes composiciones de las emulsiones
desechadas a nivel industrial hacen que los
mtodos de absorcin y separacin, los cua-
les funcionan con emulsiones sin usar, no ne-
cesariamente sean aplicables despus que han
sido usadas. Es por tal razn aconsejable que
se determine mediante pruebas de laboratorio
sobre emulsiones usadas cules son los agen-
tes de separacin o absorcin ms efectivos,
antes de adoptar su uso en grandes escalas
de tratamiento.
Los resultados de los procesos de evaporacin,
combustin y ultrafiltracin no dependen de la
calidad de la emulsin usada y pueden ser
empleados en prcticamente todos los casos
sin necesidad de pruebas preliminares.
Colector
Permeable
Elemento Tubular para Ultrafiltracin
Carcaza en PVC
Tubera de Acero para
Soporte del Elemento Salida del Agua y Sales
Solubles en Agua
Molcula de Agua
Molcula de Aceite
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
ASPECTOS DE SALUD E HIGIENE
INDUSTRIAL EN EL MANEJO DE
EMULSIONES
Como ya se ha mencionado, una emulsin est
compuesta por un aceite emulsionable disper-
sado en agua, en ocasiones con la adicin de
un biocida. Por lo regular, no es posible modi-
ficar significativamente el balance qumico de
una emulsin sin el riesgo de tener efectos ad-
versos sobre su estabilidad y rendimiento. Es
posible, por supuesto, que cualquiera de los
componentes contenga elementos que sean
irritantes para pieles sensibles.
En general, los fluidos Shell para el mecaniza-
do de metales estn formulados con bases
minerales que no representan riesgo para los
usuarios cuando son manejados correctamen-
te, y unos buenos estndares de higiene per-
sonal e industrial son adoptados. Estos fluidos
son ligeramente irritantes de la piel pero son
bien tolerados si hay contactos normales. Sin
embargo, el contacto frecuente y prolongado
con aceites minerales puede en algunos casos
causar diferentes formas de irritacin de la piel
(dermatitis) y, en circunstancias excepciona-
les, condiciones ms serias como cncer de
piel. Los aceites de corte emulsionables son
normalmente alcalinos y pueden remover las
grasas naturales de la piel humana causando
resequedad y erupciones.
Los desrdenes en la piel estn convirtindose
en un problema serio para la medicina indus-
trial y debe tener una solucin integral si los
directivos de la empresa, los operarios de las
mquinas y los mdicos trabajan conjuntamente
para prevenir su ocurrencia. Una gran variedad
de experiencias han mostrado que es ms fcil
y barato tomar acciones preventivas en vez de
tratamientos mdicos prolongados y tambin
incapacidades laborales.
Pero cul es la causa de los problemas de la
piel? Muchos trabajos en ingeniera de produc-
cin envuelven riesgos de dao en la piel debi-
do a la abrasin, laceracin, penetracin de ma-
teriales extraos, como las virutas y exposi-
cin a calor excesivo o fro extremo. No obs-
tante, la exposicin a qumicos, agentes
desengrasantes o solventes, agentes de lim-
pieza en fro y componentes de resinas sintti-
cas como los agentes de curado, representan
la principal causa.
El nquel y cromo pueden causar irritacin par-
ticularmente cuando estn en forma de sales y
compuestos qumicos encontrados en opera-
ciones de electroniquelado, pero tambin cuan-
do se mecanizan aceros que contienen cromo.
Se concluye de lo anterior que hay muchas
fuentes potenciales de problemas de piel apar-
te de los aceites para corte de metales.
La irritacin de la piel es ms comn con el
uso de aceites emulsionables que con aceites
minerales puros. Esto es debido a que las
emulsiones son generalmente alcalinas y pue-
den remover la capa grasa protectora conlle-
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
vando a resequedad en la piel. Si no se adopta
el tratamiento adecuado la resequedad puede
convertirse en inflamacin y erupciones rojas.
El nombre dado a esta condicin es dermatitis,
y no debe ser confundida con los efectos de
una alergia.
Las alergias son menos comunes y ms difci-
les de curar completamente. La dermatitis se
controla mediante acciones preventivas tales
como la aplicacin de una crema protectora
antes de empezar el trabajo, y al finalizar la
jornada lavndose cuidadosamente y aplicar-
se, de ser necesari o, una crema
acondicionadora.
Para el propsito de este mdulo, es suficiente
limitar la discusin sobre reglas de higiene y
aspectos de salud en el manejo de emulsiones
al control de la dermatitis. Los sntomas exter-
nos empiezan con asperezas, resequedad y
rasquia. Si no se toma ninguna accin, esto
conduce a inflamacin, enrojecimiento de la
zona afectada, picazn y algunas veces a la
formacin de ampollas. El nombre comn para
esta condicin es eczema por lubricante y se
presenta regularmente en las palmas de las
manos, en los dedos y antebrazos.
Donde la piel es afectada en esta forma hay un
gran riesgo que microorganismos puedan agra-
var esta condicin. A menudo los grmenes de
los grupos de estreptococos, estafilococos y
en particular el sporovibrio desulfuricans (un
grupo que puede ser causante del rompimiento
de la emulsin) penetran en la piel.
Cuando los microbios son la principal causa de
esta enfermedad, se le da el nombre de ecze-
ma microbial.
Las siguientes recomendaciones proporcionan
una gua sobre la manipulacin de aceites
emulsionables:
- El contacto entre la emulsin y la piel debe
evitarse o restringirse al mnimo necesario
para llevar a cabo la tarea.
- No lavarse los brazos y las manos con
emulsin.
- Prevenga posibles heridas en la piel con
residuos metlicos, virutas o refrigerantes
rociados a alta presin. Las virutas y los
contaminantes slidos deberan ser
removidos de la emulsin por una filtracin
efectiva y la limpieza exhaustiva de la
mquina.
- Si se emplean biocidas debe tenerse
especial cuidado de no exceder la
concentracin recomendada por el
fabricante para evitar irritacin de la piel.
- Erupciones o cortaduras en la piel deben
recibir atencin mdica inmediata.
- El uso de guantes protectores, aunque
deseable, no es siempre posible, porque a
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
veces se trabaja con piezas pequeas y su
manipulacin se dificulta. Bajo estas
circunstancias es aconsejable emplear una
crema protectora repelente de aceite.
Las cremas protectoras deben aplicarse
regularmente antes de empezar el trabajo, y
despus de cada lavada de manos y brazos.
Estas cremas se utilizan para prevenir la
irritacin de la piel y no deben ser utilizadas
como tratamiento de enfermedades.
- Delantales o petos resistentes al aceite
deben emplearse para proteger tanto el
abdomen como los muslos, del contacto con
la emulsin y con superficies aceitosas de la
mquina.
- Trapos o estopas mojados con emulsin,
que pueden tener virutas y otros materiales
abrasivos, no deben usarse en la limpieza
de las manos.
- Para prevenir el contacto prolongado de
partes del cuerpo con refrigerante, las ropas
mojadas deben cambiarse tan pronto como
sea posible. Por la misma razn, los trapos o
estopas humedecidos con aceite no deben
mantenerse dentro de los bolsillos de los
pantalones o camisas de trabajo.
De igual importancia para la proteccin de la
piel son aquellos cuidados que se tengan cuan-
do se finaliza el turno o da de trabajo, algunas
de las precauciones a tomar son:
- Lavar cuidadosamente las manos, brazos y
cualquier otra parte del cuerpo expuesta al
refrigerante, usando abundante agua
caliente para remover de la piel todas las
trazas de aceite.
- Evitar el uso de pastas abrasivas speras o
desengrasantes en polvo para efectuar l
restregado de la piel. Usar limpiadores de
manos no abrasivos o jabones que sean
ligeramente cidos al reaccionar (nunca
emplear jabones fuertemente alcalinos).
- Nunca usar emulsiones o solventes para
hacer prelavados de las manos y brazos.
- Secar la piel con toallas limpias o
preferiblemente con papel toalla desechable
para evitar posible recontaminacin de la
piel con aceite o pedazos de viruta retenidos
en toallas usadas.
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
CONCLUSIONES
La economa resultante de utilizar una emul-
sin se ve afectada por diversos factores. Los
principales problemas se derivan del hecho que
las emulsiones son una mezcla de dos compo-
nentes que no son inherentemente compatibles.
Por otra parte, como el principal componente
es el agua es ms probable que se presente la
contaminacin con microorganismos y sucie-
dad.
Entre mayor sea el contenido de aceite, l a
emulsin es ms costosa. Por tal razn, se
requieren numerosas y exigentes pruebas a las
emulsiones para obtener una que ofrezca pti-
mo rendimiento con el menor contenido de acei-
te posible. Sin embargo, no es el precio del
aceite emulsionable el nico factor a conside-
rar como criterio de seleccin de una marca,
sino los costos totales en que se incurre du-
rante toda la vida en servicio de la emulsin.
Estos costos totales incluyen desde el precio
del aceite emulsionable hasta los rellenos re-
queridos para completar nivel.
El costo total de cambiar una emulsin es rela-
tivamente alto porque no solamente involucra
la compra de aceite emulsionable nuevo sino
tambin el costo de limpieza del sistema, de
los materiales y elementos, la mano de obra y,
por supuesto, la disposicin de la emulsin
usada.
En vista de lo anterior, es generalmente ms
econmico usar aceite emulsionable de alta
calidad y poner especial cuidado al manteni-
miento de la emulsin para obtener una exten-
sa vida de servicio.
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
ACEITES PUROS PARA EL
MECANIZADO DE METALES
Los aceites puros para corte de metales son
usados sin la adicin de agua. Ellos consisten
en aceites minerales refinados que contienen
una proporcin variable de aditivos de extrema
presin y aceites grasos seleccionados, cuya
actividad depende del tipo de material mecani-
zado y la severidad de la operacin de corte.
Las mquinas herramientas automticas y
semiautomticas incorporan complejos meca-
nismos en la zona de corte, la cual est ex-
puesta al flujo del aceite. El diseo es de tal
forma que con frecuencia resulta difcil excluir
completamente el fluido de corte del sistema
de engranajes cerrados y por lo tanto los acei-
tes puros son preferidos para estas mquinas.
Los aceites puros son fundamentales para
operaciones como tallado de engranajes y el
brochado, donde un buen acabado superficial
es esencial y la vida de la herramienta de corte
es el principal factor de costo.
Los aceites minerales refinados son muy esta-
bles y proveen una excelente lubricacin hidro-
dinmica, pero son inertes ante los metales y
aleaciones; y no siempre resuelven las condi-
ciones de altas cargas que se presentan al
mecanizar los metales.
Los aceites grasos son menos estables, se
vuelven rancios y pueden atacar algunos meta-
les, pero proveen mejor lubricacin bajo condi-
ciones de carga altas.
En las formulaciones de aceites de corte se
usan frecuentemente aceites grasos seleccio-
nados que son tratados con azufre y mezcla-
dos con otros componentes en condiciones
cuidadosamente controladas y usados como
aditivos de aceites minerales.
Las caractersticas principales que debe cum-
plir un aceite puro son:
Propiedad humectante (mojante)
Buenas propiedades de fluidez y capacidad de
mojar a fin de asegurar un caudal adecuado,
as como un ntimo contacto con la herramien-
ta y la pieza a mecanizar permitiendo por lo
tanto una buena lubricacin y enfriamiento.
Un aceite mineral altamente refinado no moja
la superficie del metal limpio y quedan en ella
glbulos similares a gotas de agua.
El ngulo de contacto de la gota de aceite con
el metal vara con la tensin interfacial del acei-
te. A medida que este ngulo se hace ms
agudo y se aproxima a cero, el aceite se ex-
tiende ms ampliamente, mojndose la super-
ficie ms eficientemente.
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
Propiedades de extrema presin y
lubricantes
Los aceros ms tenaces imponen condiciones
de temperatura y presin muy severas, espe-
cialmente a alta velocidad de corte. Dichas con-
diciones provocan la soldadura de partculas de
metal en la punta de la herramienta que dan
lugar a un reborde, generalmente, denominado
falsa cuchilla. Si bien un pequeo reborde es
aceptable y protege el filo, uno mayor origina
un mal acabado superficial de las piezas traba-
jadas.
El proceso de formacin de la viruta se inicia
cuando el metal que se encuentra inmediata-
mente delante de la punta de la herramienta es
sometido a elevada tensin, se distorsiona y
eventualmente se corta en partculas. La carga
sobre la herramienta es ms alta en la punta
de la misma, y operando con aceros de alta
resistencia a la traccin sta no puede ser so-
portada por el aceite; por lo tanto, la viruta tien-
de a soldarse sobre la herramienta formando la
falsa cuchilla, y este fenmeno debe ser con-
trolado por el uso de aditivos de extrema pre-
sin.
El uso de aceites de extrema presin apropia-
dos controlar este defecto y mejorar el aca-
bado de la pieza y la vida de la herramienta.
Estos tipos de aceites contienen aditivos es-
peciales que actan sobre la superficie altamen-
te cargada para formar pelculas submicroscpicas
de un lubricante slido que limita la soldadura
de la viruta.
Los lubricantes de extrema presin se clasifi-
can como activos e inactivos, segn se man-
chen o no los metales amarillos y aleaciones
(bronce, cobre, etc.) a temperatura ambiente.
Solamente los activos son capaces de actuar
positivamente en las operaciones de mecani-
zado ms severas. No obstante, hay ciertos
aceites Shell que se usan en las condiciones
ms severas y son formulados de tal manera
que pueden utilizarse en el mecanizado de
metales amarillos.
Para demostrar las propiedades de extrema
presin se someten los aceites al ensayo de-
nominado Test Shell de las cuatro bo-
las. En la mquina utilizada se hace girar a
velocidad constante una bola de acero templa-
do de media pulgada de dimetro sujeta por un
mandril y en contacto con otras tres bolas si-
milares. Estas ltimas se mantienen fijas y en
contacto unas con otras en un recipiente met-
lico con el aceite a ensayar. La carga puede
variar en un amplio rango.
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
Mientras la bola superior gira, la carga aplicada
incide inicialmente en reas muy pequeas. De
esta manera se forman huellas de desgaste
donde las bolas se encuentran, haciendo que
las reas de contacto aumenten y permiten
soportar la carga.
La capacidad de carga del aceite puede ser
evaluada por las medidas de las huellas de des-
gaste a diferentes cargas.
A pesar de la gran importancia que tiene una
buena capacidad de carga bajo condiciones de
extrema presin, este no es el nico criterio
para evaluar la calidad de un aceite de corte.
Si se tiene en cuenta que la presin ejercida
por la viruta sobre la herramienta, que es mxi-
ma en la punta, cae a cero cuando termina el
contacto, es lgico concluir que entre las posi-
ciones de presin mxima y cero hay otras
donde la pelcula de aceite no puede ser lo su-
ficientemente gruesa como para soportar la
carga y tampoco el aditivo de extrema presin
es efectivo porque la temperatura no es sufi-
ciente (est por debajo de 50
o
C). Por tal razn,
en estas zonas de contacto son vitales las pro-
piedades lubricantes del aceite, de manera que
resulta esencial un cuidadoso balance entre
las propiedades de extrema presin y la lubrici-
dad, para lograr un buen acabado de la pieza
mecanizada y una mayor vida til de la herra-
mienta.
Esto se ha conseguido en los aceites Shell,
gracias a una seleccin de aditivos especiales
que les confieren estas propiedades.
Accin anticorrosiva sobre la mqui-
na y la pieza a mecanizar
Ha sido demostrado el valor de los aditivos de
extrema presin, y que estos reaccionan en
cierto grado con la superficie del metal. Si son
demasiado activos o resultan activos a baja tem-
peratura, la reaccin puede llegar a producir
corrosin. Por ejemplo, el azufre libre puede
atacar los metales amarillos y daar al bronce
y otras aleaciones no ferrosas de cojinetes de
mquinas herramientas.
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
Los agentes E.P. (azufre, cloro, fsforo, etc.)
deben estar presentes de tal forma que nica-
mente se vuelvan activos a las altas temperatu-
ras que se alcanzan en los puntos donde la
presin es ms elevada por la accin de corte.
Para establecer el efecto de la accin corrosiva
sobre las partes de metal amarillo, de la m-
quina o pieza trabajada, se utiliza el ensayo
"corrosin lmina de cobre". En este test, una
lmina de cobre, limpia y pulida con papel
esmeril fino, se sumerge en el aceite a ensayar
durante tres horas a 21
o
C. Al finalizar la prueba
se observa si la lmina ha sufrido alguna man-
cha, por ejemplo, con sulfuro de cobre, produ-
cida por el ataque del azufre sobre la superficie
de cobre, o si por el contrario la lmina perma-
nece brillante y libre de manchas.
Tendencia a la formacin de humos
A altas velocidades de corte, en materiales de
gran tenacidad, se generan muy altas tempe-
raturas. A menos que la herramienta de corte
sea cuidadosamente diseada y el flujo del re-
frigerante suficiente, el humo es inevitable de-
bido a la descomposicin y volatilizacin del
aceite. Esto se produce especialmente cuan-
do las virutas calientes caen sobre superficies
mojadas en aceite, no habiendo sido comple-
tamente enfriadas por el flujo del aceite. An
en estas condiciones puede hacerse mucho
para reducir el humo mediante una seleccin
cuidadosa del aceite base, incorporando agen-
tes mojantes eficientes y asegurndose que el
aceite de corte terminado tenga adecuado po-
der lubricante para el servicio a que est desti-
nado.
Las pruebas prcticas en un taller mecnico
demuestran que los aceites Shell para meca-
nizado de metales reducen el humo, particular-
mente en operaciones severas como tallado de
engranajes, mediante la provisin de una pel-
cula altamente adhesiva con gran poder lubri-
cante.
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
Seccin Tres
SUPERLUBRICANTES SHELL PARA
EL MECANIZADO DE METALES
ACEITES EMULSIONABLES
SHELL BRUMOL SP
Shell Brumol SP es un lubricante emulsionable,
producido a partir de bases minerales refina-
das a las cuales se les agrega un paquete de
aditivos para mejorar su desempeo.
Shell Brumol SP se usa en la mayora de las
operaciones de maquinado, como son:
- Taladrado, torneado, fresado y corte de
metales en fro.
- Pulido de metales, excepto acero inoxidable,
aleaciones resistentes al calor, terrajado y
roscado de aleaciones no ferrosas.
- En la industria del concreto es utilizado
como desmoldante para lograr dar el
acabado requerido a la formaleta y proteger
los moldes.
Estos aceites se encuentran libres de cloro,
nitrito y fenoles, lo que permite una operacin
ms segura, previene irritaciones de la piel y la
formacin de olores molestos.
Adems, tiene incorporados biocidas de alto
espectro que previenen la formacin de
microorganismos que degradan el aceite.
Las concentraciones pueden variar entre 1 y
5% dependiendo de los requerimientos de lu-
bricacin y refrigeracin.
SHELL DROMUS B
Los lubricantes Shell Dromus son mezclas de
aceites minerales refinados, emulgentes y otros
aditivos especialmente seleccionados para ase-
gurar que una vez mezclado con agua propor-
ciona una emulsin estable que satisfar los
requerimientos de diversas operaciones de
mecanizado.
Como las emulsiones de Shell Dromus B en
agua son excepcionalmente estables, retienen
sus excelentes propiedades anticorrosivas por
mayores perodos de tiempo proporcionando
continua proteccin a la mquina. En concen-
traciones al 2 % de agua cumple los requeri-
mientos 4 x 0-0 del test I.P. 125 de corrosin.
En contraste a muchas marcas competidoras
ms baratas, Shell Dromus B no contiene com-
puestos fenlicos que causan irritacin de la
piel y tienen un olor muy fuerte que es bastante
molesto para el operario de la mquina.
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
Se usa normalmente en las operaciones de ta-
ladrado, fresado, torneado, corte en fro y brui-
do de la mayora de los metales, excepto de
los aceros inoxidables y aleaciones resisten-
tes al calor, terrajado y roscado de aleaciones
no ferrosas.
Se emplean generalmente en concentraciones
del 1 al 15%. En operaciones de laminacin de
cobre en caliente se emplea en concentracio-
nes al 2% y en fro al 6%.
Otra de sus aplicaciones es como inhibidor de
corrosin en sistemas hidrulicos con agua, o
en sistemas de refrigeracin de motores. Su
concentracin puede oscilar entre el 1 y el 5%.
ACEITES PUROS
SHELL MACRON B
Los superlubricantes Shell Macron son aceites
transparentes de extrema presin moderada.
Se fabrican a partir de la mezcla de aceites
minerales altamente refinados, con aceites
grasos sulfurizados cuidadosamente seleccio-
nados, que los hace tiles para el mecanizado
de aceros de resistencia media (de bajo por-
centaje de carbono), especialmente cuando se
trabaja con mquinas herramientas automti-
cas.
Debido a que Shell Macron B est formulado
con aditivos del tipo inactivo es ideal para la
mecanizacin de todo tipo de aleaciones no
ferrosas y metales amarillos, en tornos auto-
mticos, tallado de engranajes, rectificado de
roscas, roscado, roscado por laminacin, tala-
drado, brochado profundo, etc.
SHELL GARIA C
Son aceites de mecanizado, transparentes, del
tipo extrema presin activos. Shell Garia C est
constituido por una mezcla de aceites minera-
les altamente refinados con aditivos especia-
les que les confieren excelentes cualidades
lubricantes bajo las condiciones de trabajo ms
severas.
Por la calidad de los componentes empleados
tienen un olor muy suave, son estables y no
se oxidan. As mismo, reducen a un mnimo su
actividad hacia los componentes metlicos
amarillos de las mquinas herramientas.
Shell Garia C es un aceite multifuncional.
Su economa y versatilidad lo hace ser el ms
usado de la familia Shell Garia Oils.
Sus aplicaciones tpicas incluyen:
- Mecanizacin automtica de aceros aleados
(50/70 tons uts, 80/110 Kp/mm
2
), aceros
inoxidables y aleaciones resistentes al calor.
- Fresado de engranajes de acero (20/50 tons
uts, 30/80 Kp/mm
2
) y aceros aleados (50/70
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
tons uts, 80/110 Kp/mm
2
).
- Terrajado y roscado, roscado por laminacin
y barrenado profundo de aceros (20/50 tons
uts, 30/80 Kp/mm
2
) y aceros aleados (50/70
tons uts, 80/110 Kp/mm
2
)
- Brochado de acero (20/50 tons uts, 30/80
Kp/mm
2
).
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
Seccin Cuatro
SELECCION DEL ACEITE DE CORTE
En el cuadro siguiente se encuentran las reco-
mendaciones generales para la correcta elec-
cin de aceites para el mecanizado de meta-
les.
www.brettis.com
Mecanizado
de Metales
EL TUTOR DE LUBRICACION SHELL
Mdulo Diez
30 a 50
Shell Garia C o
Shell Garia D
Shell Garia C o
Shell Garia D
Shell Garia C o
Shell Garia D
Shell Garia C o
Shell Garia D
Shell Garia C
Shell Macron 32
Shell Garia C
Shell Macron B o
Shell Brumol SP
Shell Garia C o
Shell Brumol SP
Shell Garia C o
Shell Brumol SP
Shell Garia C o
Shell Brumol SP
Shell Brumol SP
Shell Brumol SP
Shell Brumol SP
Operaciones de maquinado
Operaciones muy severas
(p.e. brochado)
Roscado
(con macho o terraja)
Roscado
(laminado)
Fresado de engranajes
Rectificado de roscas
Operaciones automticas
Agujereado y alesado profundo
Escariado
Agujereado
Fresado
Torneado
Serruchado en fro
Cepillado y limado
Rectificado
Tenaces
Shell Macron 32
Shell Macron 32
Shell Macron 32
Shell Macron 32
Shell Macron 32
Shell Macron 32 o
Shell Macron B
Shell Macron B o
Shell Brumol SP
Shell Macron B o
Shell Brumol SP
Shell Macron B o
Shell Brumol SP
Shell Macron B o
Shell Brumol SP
Shell Macron B o
Shell Brumol SP
Shell Brumol SP
Shell Brumol SP
Shell Brumol SP
20 a 30
Shell Garia C
Shell Garia C o
Shell Macron 32
Shell Garia C o
Shell Macron 32
Shell Garia C o
Shell Macron 32
Shell Garia C
Shell Macron 32 o
Shell Macron B
Shell Garia C o
Shell Macron 32
Shell Macron B o
Shell Brumol SP
Shell Macron B o
Shell Brumol SP
Shell Brumol SP
Shell Macron B o
Shell Brumol SP
Shell Brumol SP
Shell Brumol SP
Shell Brumol SP
50 a 80
Shell Garia D
Shell Garia C o
Shell Garia D
Shell Garia C o
Shell Garia D
Shell Garia C o
Shell Garia D
Shell Garia C
Shell Garia C
Shell Garia C
Shell Garia C o
Shell Garia D
Shell Garia C
Shell Garia C o
Shell Brumol SP
Shell Garia C o
Shell Brumol SP
Shell Garia C o
Shell Brumol SP
Shell Brumol SP
Shell Brumol SP
Inoxidables;
alta
resistencia
calor, etc.
-----
Shell Garia D
Shell Garia D
Shell Garia D
Shell Garia D
Shell Garia C o
Shell Garia D
-----
Shell Garia D
Shell Garia D
Shell Garia C o
Shell Garia D
Shell Garia C o
Shell Garia D
Shell Garia C o
Shell Garia D
Shell Brumol SP
Shell Brumol SP
Fcilmente
maquinables
Shell Macron B
Shell Macron B
Shell Macron B
Shell Macron B
Shell Macron B
Shell Macron 32 o
Shell Macron B
Shell Macron B o
Shell Brumol SP
Shell Macron B o
Shell Brumol SP
Shell Brumol SP o
Shell Macron B
Shell Brumol SP
Shell Brumol SP
Shell Brumol SP
Shell Brumol SP
Shell Brumol SP
Resistencia a la traccin (Ton. cortas /Pulg
2
)
Metales no ferrosos Aceros
1. Shell Macron 32 y Shell Garia D son producidos bajo pedido o importacin.
2. Shell Dromus B puede ser empleado en las mismas operaciones en que se utiliza Shell Brumol SP.
www.brettis.com
Isabel Gil Alonso
isabel.gil@brettis.com
Tel 91 831 90 81
c\ Circunvalacin 2
28850 Torrejn de Ardoz (Madrid)
www.brettis.com
30 aos de experiencia a su servicio
Lubricantes Industriales, herramientas de corte, abrasivas y consumibles para electroerosin
brettis
También podría gustarte
- I. Fluidos de CorteDocumento76 páginasI. Fluidos de CorteCrescencio RodríguezAún no hay calificaciones
- UF1213 - Técnicas de mecanizado y metrologíaDe EverandUF1213 - Técnicas de mecanizado y metrologíaCalificación: 4 de 5 estrellas4/5 (5)
- ACTA de Recepción TécnicaDocumento1 páginaACTA de Recepción TécnicaGustavo Martinez67% (9)
- Amplificadores ÓpticosDocumento15 páginasAmplificadores ÓpticosAndreita Granda C100% (1)
- Publicacion Shell Sobre MecanizadoDocumento55 páginasPublicacion Shell Sobre MecanizadoJuancito TucupeiAún no hay calificaciones
- Taller Maquinado de MetalesDocumento5 páginasTaller Maquinado de MetalesTatiana matizAún no hay calificaciones
- Resumen Proceso de ForjadoDocumento4 páginasResumen Proceso de ForjadoValery ContrerasAún no hay calificaciones
- Taller MaquinadoDocumento3 páginasTaller MaquinadoPirry Brs PerdomoAún no hay calificaciones
- TareaDocumento9 páginasTarearogelio perezAún no hay calificaciones
- Corte de Materiales y Caracteristicas de HerramientasDocumento5 páginasCorte de Materiales y Caracteristicas de HerramientasAndres PizañaAún no hay calificaciones
- Aspectos Específicos de Empresas Del Área MetalmecánicaDocumento21 páginasAspectos Específicos de Empresas Del Área MetalmecánicaMarch BAún no hay calificaciones
- Procesos de Manufactura - Procesos y Tecnologías para El Conformado de MetalesDocumento82 páginasProcesos de Manufactura - Procesos y Tecnologías para El Conformado de Metalescumi87Aún no hay calificaciones
- REFRIGERANTESDocumento11 páginasREFRIGERANTESKatherine ArmasAún no hay calificaciones
- Fricción y DesgasteDocumento22 páginasFricción y Desgastepalmax256Aún no hay calificaciones
- Sistemas de Lubricacion de Las Maquinas HerramientasDocumento4 páginasSistemas de Lubricacion de Las Maquinas HerramientasKenya SantacruzAún no hay calificaciones
- Taller Maquinado de MetalesDocumento5 páginasTaller Maquinado de MetalesPaula Andrea ManriqueAún no hay calificaciones
- Las Posibilidades y Limitaciones de Mecanizado en SecoDocumento8 páginasLas Posibilidades y Limitaciones de Mecanizado en SecoViviana CayoAún no hay calificaciones
- Lubro-Refrigeracion-ClasesDocumento32 páginasLubro-Refrigeracion-Clasesluismsm19Aún no hay calificaciones
- Practica 5 LIQUIDOS DE CORTE Y EFECTO DE LA TEMPERATURADocumento8 páginasPractica 5 LIQUIDOS DE CORTE Y EFECTO DE LA TEMPERATURAAnngeel SánchezAún no hay calificaciones
- Preguntas CortasDocumento11 páginasPreguntas CortasGonzoAún no hay calificaciones
- Reporte 2Documento9 páginasReporte 2Cynthia MerazAún no hay calificaciones
- Falla de HeramientaDocumento8 páginasFalla de HeramientaJesus GallegosAún no hay calificaciones
- Tecnología de Las Herramientas de Corte 13-02-2021Documento23 páginasTecnología de Las Herramientas de Corte 13-02-2021BryAn Velasquez VallenasAún no hay calificaciones
- Proceso de Conformación de MetalesDocumento42 páginasProceso de Conformación de Metalesnacho sosaAún no hay calificaciones
- Investigación Unidad IIDocumento10 páginasInvestigación Unidad IIalfredo manuel castorena martinezAún no hay calificaciones
- Imprimir KarinaDocumento17 páginasImprimir Karinakarina fregosoAún no hay calificaciones
- Mecanizado de Alta Velocidad-Recubrimiento de La HerramientaDocumento14 páginasMecanizado de Alta Velocidad-Recubrimiento de La HerramientaMiguel VerasAún no hay calificaciones
- Forja 1Documento31 páginasForja 1Jose Miguel Chaman LedesmaAún no hay calificaciones
- MIM Vs Microfundición de AceroDocumento5 páginasMIM Vs Microfundición de AceroGermán EdilbertoAún no hay calificaciones
- La Soldadura Por Fricción en Componentes AeronáuticosDocumento9 páginasLa Soldadura Por Fricción en Componentes AeronáuticosJoan QuirozAún no hay calificaciones
- Tarea 4Documento10 páginasTarea 4daniela morenoAún no hay calificaciones
- Ficha 2436Documento6 páginasFicha 2436meryalejandra87Aún no hay calificaciones
- Mecanizado de Materiales Compuestos PDFDocumento5 páginasMecanizado de Materiales Compuestos PDFManuel EnsasteguiAún no hay calificaciones
- Twma AesDocumento5 páginasTwma AesRicardo ArriagaAún no hay calificaciones
- Cap 23 Tecnología de Las Herramientas de Corte Libro Groover Fundamentos de Manufactura ModernaDocumento6 páginasCap 23 Tecnología de Las Herramientas de Corte Libro Groover Fundamentos de Manufactura ModernaJesus GarciaAún no hay calificaciones
- Teoria de CorteDocumento10 páginasTeoria de CorteyaoyoruzustackAún no hay calificaciones
- Actividad 3 EquipoDocumento9 páginasActividad 3 EquipoYesenia Guiomar G.AAún no hay calificaciones
- Trabajo en Frio y CalienteDocumento16 páginasTrabajo en Frio y CalienteIkki Ocaña100% (1)
- Cuestionario Unidad 4Documento3 páginasCuestionario Unidad 4Jose LopezAún no hay calificaciones
- Equipo 2. Procesos y Equipos de Rem de Materiales.Documento91 páginasEquipo 2. Procesos y Equipos de Rem de Materiales.Jesus Manuel Vazquez NicolasAún no hay calificaciones
- Parcial 3BDocumento136 páginasParcial 3Bjaime.gpe.mroAún no hay calificaciones
- Alianza Metalurgica S.A.Documento12 páginasAlianza Metalurgica S.A.Cora Caceres SuarezAún no hay calificaciones
- Mecanizado en SecoDocumento21 páginasMecanizado en SecoCésar Valdez MoralesAún no hay calificaciones
- Procdef PR2 21 - 2Documento13 páginasProcdef PR2 21 - 2Oscar UribeAún no hay calificaciones
- Resumen Capitulo 12Documento7 páginasResumen Capitulo 12OLVER ARIEL ANCO MAMANIAún no hay calificaciones
- 18.5 Fricción Y Lubricación en El Formado de MetalesDocumento7 páginas18.5 Fricción Y Lubricación en El Formado de MetalesCLAUDIO VICTORIANO FARFAN MERMAAún no hay calificaciones
- Archivo 202172621130Documento28 páginasArchivo 202172621130milena Valeria Reyes GuatoAún no hay calificaciones
- Mecanizado Sin RefrigeranteDocumento2 páginasMecanizado Sin RefrigeranteEuskron Cutting ToolsAún no hay calificaciones
- La Soldadura Por Fricción en Componentes AeronáuticosDocumento10 páginasLa Soldadura Por Fricción en Componentes AeronáuticosAndres AriasAún no hay calificaciones
- 2.formato-Guia-De-Laboratorio-Metalúrgica ValeDocumento54 páginas2.formato-Guia-De-Laboratorio-Metalúrgica ValeGabriela BedregalAún no hay calificaciones
- ARIETA - Trabajo en Frio - EspDocumento52 páginasARIETA - Trabajo en Frio - EspWalter-uniAún no hay calificaciones
- Introducción Al Corte y Formación de VirutaDocumento21 páginasIntroducción Al Corte y Formación de VirutaMilton Romero De La CruzAún no hay calificaciones
- Procesos de ConformadoDocumento97 páginasProcesos de ConformadolamartinezcAún no hay calificaciones
- Unidad 5. Procesos de ManufacturaDocumento13 páginasUnidad 5. Procesos de ManufacturaNEXTERAún no hay calificaciones
- Fundicion ExpDocumento7 páginasFundicion ExpChristopherElPadrinoCardenasAún no hay calificaciones
- Curso MecanizadoDocumento62 páginasCurso MecanizadoLeonel Medina RojasAún no hay calificaciones
- Análisis de Fallas. Fracturas en Partes de Acero.Documento24 páginasAnálisis de Fallas. Fracturas en Partes de Acero.Edson MerinoAún no hay calificaciones
- DeconformadoDocumento11 páginasDeconformadoJesus ManriqueAún no hay calificaciones
- Taller Liquido de Cortes....Documento46 páginasTaller Liquido de Cortes....Maribel Cristina Gomez GomezAún no hay calificaciones
- 3a. MECANIZADO - 35 - Friccion, Taylor, FluidosDocumento35 páginas3a. MECANIZADO - 35 - Friccion, Taylor, Fluidosarchivos 385Aún no hay calificaciones
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309De EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Calificación: 5 de 5 estrellas5/5 (1)
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- Reporte Practica 4Documento9 páginasReporte Practica 4José Armando PradoAún no hay calificaciones
- Número de ReynoldsDocumento7 páginasNúmero de ReynoldsJosé Armando PradoAún no hay calificaciones
- Radio HidraulicoDocumento6 páginasRadio HidraulicoJosé Armando PradoAún no hay calificaciones
- Madurez ProfesionalDocumento1 páginaMadurez ProfesionalJosé Armando PradoAún no hay calificaciones
- Formas de Expresar La Concentracion en Una SolucionDocumento5 páginasFormas de Expresar La Concentracion en Una SolucionMaria Jose VillaoAún no hay calificaciones
- III. - Conducción de Calor en Régimen EstacionarioDocumento40 páginasIII. - Conducción de Calor en Régimen EstacionarioFrancisco González De BritoAún no hay calificaciones
- Protocolo TC Ameo 3-6 5 A0001Documento4 páginasProtocolo TC Ameo 3-6 5 A0001jairojamaicaAún no hay calificaciones
- SCB Concresive 1380Documento3 páginasSCB Concresive 1380jmrivera456Aún no hay calificaciones
- PHDocumento4 páginasPHWilliam Zambrano ChAún no hay calificaciones
- Teoria Atomica Primera ParteDocumento2 páginasTeoria Atomica Primera ParteRodrigo CanterosAún no hay calificaciones
- TD 2013 Eliminacion de Microcontaminantes Organicos Presentes en Aguas ResidualesDocumento328 páginasTD 2013 Eliminacion de Microcontaminantes Organicos Presentes en Aguas ResidualesCesar AlegreAún no hay calificaciones
- Conceptos Básicos de DestilaciónDocumento20 páginasConceptos Básicos de DestilaciónvCPAún no hay calificaciones
- A. C. Crombie, Historia de La Ciencia - de San Agustà N A GaliDocumento3 páginasA. C. Crombie, Historia de La Ciencia - de San Agustà N A GaliNadhia FestaAún no hay calificaciones
- Diseño de Desarenador Alexis Lopez y Darwin PinzónDocumento33 páginasDiseño de Desarenador Alexis Lopez y Darwin Pinzóndarwinsanantiago921Aún no hay calificaciones
- TRABAJO CONTAMINACION FisicaDocumento15 páginasTRABAJO CONTAMINACION FisicaAlejitaLeónAún no hay calificaciones
- Aspen Exchanger Design and Rating - HTFS+ - Rev.0Documento20 páginasAspen Exchanger Design and Rating - HTFS+ - Rev.0Anonymous n1F7SXaL100% (2)
- Tareas Varias de QuimicaDocumento11 páginasTareas Varias de QuimicaJuan FernandezAún no hay calificaciones
- TP1 ResolucionDocumento16 páginasTP1 ResolucionGabrielPeiterAún no hay calificaciones
- Tarea 1, QMA Orgánica IIDocumento2 páginasTarea 1, QMA Orgánica IIChantal EspinalAún no hay calificaciones
- Síntesis de EpóxidosDocumento9 páginasSíntesis de Epóxidosjose navarreteAún no hay calificaciones
- Hoja de Problemas #02Documento2 páginasHoja de Problemas #02Paul Quiroz AliagaAún no hay calificaciones
- Chiriboga, Guamangate, Saenz Conductividad ElectricaDocumento8 páginasChiriboga, Guamangate, Saenz Conductividad ElectricaPamela SaenzAún no hay calificaciones
- Universidad Nacional Autónoma de MéxicoDocumento15 páginasUniversidad Nacional Autónoma de MéxicoRoberto LagunaAún no hay calificaciones
- Operaciones Unitarias I PDFDocumento3 páginasOperaciones Unitarias I PDFJunior CedeñoAún no hay calificaciones
- Manual Radio OpradrDocumento117 páginasManual Radio OpradrRony Oses100% (2)
- El Arte de Reciclar y ReutilizarDocumento51 páginasEl Arte de Reciclar y Reutilizarsocialtrainer100% (1)
- Ferrocemento Yy EcomaterialesDocumento37 páginasFerrocemento Yy EcomaterialesAngie JiménezAún no hay calificaciones
- Ejercicios OPUDocumento2 páginasEjercicios OPUDanteAún no hay calificaciones
- Trabajo Fibras Textiles: ViscosaDocumento2 páginasTrabajo Fibras Textiles: ViscosaErnestoinfo1112Aún no hay calificaciones
- Contraste ParamagneticoDocumento8 páginasContraste ParamagneticojohnalanAún no hay calificaciones
- QUIMICAINSTRUCCIONALDocumento2 páginasQUIMICAINSTRUCCIONALERICA IBARRAAún no hay calificaciones