También podría gustarte
- Procesos de Rectificado Proyecto 29Documento13 páginasProcesos de Rectificado Proyecto 29it's CODAún no hay calificaciones
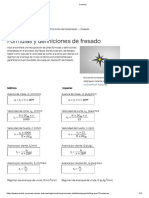
- Fresado PDFDocumento11 páginasFresado PDFPablito Alfa GtAún no hay calificaciones
- Euco455 Gel Pa - PBDocumento4 páginasEuco455 Gel Pa - PBCLAUDIAAún no hay calificaciones
- Estructura cristalina de metalesDocumento4 páginasEstructura cristalina de metalesErick Zarate JaraAún no hay calificaciones
- Normas API Percem 010 40 API Fluido PerfDocumento1 páginaNormas API Percem 010 40 API Fluido PerfJulieth Alexandra Cruz AgudeloAún no hay calificaciones
- Reacciones químicasDocumento4 páginasReacciones químicasDaniel LautaroAún no hay calificaciones
- RectificadoDocumento21 páginasRectificadoBryanAún no hay calificaciones
- RectificadoDocumento30 páginasRectificadoLuisGabrielQuispeJuarezAún no hay calificaciones
- Rectificadora plana: materiales abrasivos y procesosDocumento10 páginasRectificadora plana: materiales abrasivos y procesosChristopher Capristan ParavecinoAún no hay calificaciones
- rectificado-maquinasDocumento25 páginasrectificado-maquinasLuis VictorAún no hay calificaciones
- 729 Ca PDFDocumento25 páginas729 Ca PDFdiegueins84Aún no hay calificaciones
- FRESADODocumento55 páginasFRESADOZarAún no hay calificaciones
- Maquinas Mov RectoDocumento12 páginasMaquinas Mov RectoPablitoAún no hay calificaciones
- FRESADODocumento55 páginasFRESADOChávez del Ángel Alan IsraelAún no hay calificaciones
- Brochado PDFDocumento14 páginasBrochado PDFPujols Matos Victor AlfonsoAún no hay calificaciones
- UD 6 - TFA - El FresadoDocumento24 páginasUD 6 - TFA - El FresadoAlba E. MollàAún no hay calificaciones
- Condiciones de CorteDocumento15 páginasCondiciones de CorteMiguel Ruiz TatajeAún no hay calificaciones
- ICI CLASE 7 Procesos de Mecánicos y Térmicos de MetalesDocumento50 páginasICI CLASE 7 Procesos de Mecánicos y Térmicos de MetalesCésar Rodrigo Ortiz MéndezAún no hay calificaciones
- Rectificado Muy ReducidoDocumento21 páginasRectificado Muy ReducidoRomán PratoAún no hay calificaciones
- Tema 03 PDFDocumento32 páginasTema 03 PDFMARIA KAROLAY TAMAYO HILARIOAún no hay calificaciones
- Fórmulas y Definiciones en Torneado General SANDVIK WORDDocumento21 páginasFórmulas y Definiciones en Torneado General SANDVIK WORDEDWIN FERRER SUCASACA AMBROCIOAún no hay calificaciones
- Manual MaquinadosDocumento210 páginasManual MaquinadosXimena100% (1)
- Procesos de Mecanizado Con Movimiento Principal RectilineoDocumento81 páginasProcesos de Mecanizado Con Movimiento Principal RectilineoAlvaro Mamani ChoqueAún no hay calificaciones
- Torneado - Fresado - Taladrado - Geometría y Cinemática de CorteDocumento157 páginasTorneado - Fresado - Taladrado - Geometría y Cinemática de CorteLuis Pulloquinga100% (1)
- Infome1 RochaDocumento4 páginasInfome1 RochaLyon PoolAún no hay calificaciones
- Recti Fica DoDocumento21 páginasRecti Fica DoZairaValderramaAún no hay calificaciones
- 4 - FresadoDocumento27 páginas4 - FresadoErick Cardenas100% (1)
- 1.3. Calculos de FresadoraDocumento9 páginas1.3. Calculos de FresadoraCrismarAún no hay calificaciones
- FresadoraDocumento12 páginasFresadoramadarazxxAún no hay calificaciones
- TaladradoraDocumento38 páginasTaladradorajuan carlosAún no hay calificaciones
- Movimientos de Maquina HerramientaDocumento4 páginasMovimientos de Maquina Herramientajchender515Aún no hay calificaciones
- TaladradoDocumento11 páginasTaladradoandres torresAún no hay calificaciones
- Tipos de FresadoDocumento18 páginasTipos de FresadojoselynortizleyvaAún no hay calificaciones
- Clase 04-Fundamentos de CorteDocumento49 páginasClase 04-Fundamentos de CorteSandra Fernandez SanchezAún no hay calificaciones
- Volsce SlidesCarnivalDocumento15 páginasVolsce SlidesCarnivalMarieth GeraldineAún no hay calificaciones
- INFORME 7 FRESADORA (1) - RemovedDocumento29 páginasINFORME 7 FRESADORA (1) - RemovedINDUSTIALITA100% (1)
- EXAMEN UNID 1 SDM v02Documento6 páginasEXAMEN UNID 1 SDM v02JOSE ARMANDO QUI?ONES SALASAún no hay calificaciones
- FabricacionDocumento41 páginasFabricacionGalo CajasAún no hay calificaciones
- El TaladradroDocumento38 páginasEl TaladradroALEXIS ENEQUE FLORESAún no hay calificaciones
- Informe PiezaDocumento13 páginasInforme PiezaCarlos CruzadoAún no hay calificaciones
- Procesos T3Documento36 páginasProcesos T3Miwa IchigenAún no hay calificaciones
- Clasificación de máquinas con arranque de virutasDocumento5 páginasClasificación de máquinas con arranque de virutaskariennys morenoAún no hay calificaciones
- 6 Trabajo Previo A MaquinadoDocumento13 páginas6 Trabajo Previo A MaquinadoDiego RodríguezAún no hay calificaciones
- Calculos para TornoDocumento20 páginasCalculos para TornoAP AndrewAún no hay calificaciones
- Limado, Mortajado, Taladrado, AserradoDocumento15 páginasLimado, Mortajado, Taladrado, AserradocuentaAún no hay calificaciones
- 5 Mecanica de CorteDocumento42 páginas5 Mecanica de CorteAnthony Beltran100% (1)
- Taladro CNC 1Documento19 páginasTaladro CNC 1Noel LeonnAún no hay calificaciones
- Proyectos Creativos 3 - Semana 6Documento27 páginasProyectos Creativos 3 - Semana 6Angélica Quito CarriónAún no hay calificaciones
- FresadoraDocumento54 páginasFresadorahugoAún no hay calificaciones
- Práctica de torneado convencionalDocumento20 páginasPráctica de torneado convencionalAlejandro RodriguezAún no hay calificaciones
- Presentación Trabajo Mecanizado Fresa y TornoDocumento20 páginasPresentación Trabajo Mecanizado Fresa y TornoYOYMAR ANDRES HERRERA LOPEZAún no hay calificaciones
- CL 3Documento14 páginasCL 3ADRIANA CASTAÑEDA ALVAREZAún no hay calificaciones
- Rectificado 57Documento57 páginasRectificado 57Fernando CalderoniAún no hay calificaciones
- Torno y BrochadoDocumento30 páginasTorno y BrochadoJúán Cárlos GarrochambaAún no hay calificaciones
- Teoría de TallerDocumento13 páginasTeoría de TallerAdo AbaAún no hay calificaciones
- EXAMEN FINAL 2020-2. Proces Manufactura 2020 - 2 - EnvDocumento6 páginasEXAMEN FINAL 2020-2. Proces Manufactura 2020 - 2 - EnvCesar Imba AAún no hay calificaciones
- Perfilado y CepilladoDocumento2 páginasPerfilado y CepilladoDavid PerdomoAún no hay calificaciones
- Lecc3 Op Monofilo v1Documento34 páginasLecc3 Op Monofilo v1SumosolAún no hay calificaciones
- Características máquinas herramientasDocumento8 páginasCaracterísticas máquinas herramientasJuan Diego MoyaAún no hay calificaciones
- VINCULACION CorrejidoDocumento20 páginasVINCULACION CorrejidoAndres MoraAún no hay calificaciones
- Recti Fica DoraDocumento1 páginaRecti Fica DorasergeraizahdezAún no hay calificaciones
- Plan de Mantenimiento A Una Máquina FresadoraDocumento13 páginasPlan de Mantenimiento A Una Máquina FresadoraNinoska VidalAún no hay calificaciones
- Grupo7 FISICAIIIDocumento8 páginasGrupo7 FISICAIIIRonier SarangoAún no hay calificaciones
- Deber 10 - Resumen y Ejercicios Cap.3Documento7 páginasDeber 10 - Resumen y Ejercicios Cap.3Ronier SarangoAún no hay calificaciones
- Upo7 EstadisticaDocumento6 páginasUpo7 EstadisticaRonier SarangoAún no hay calificaciones
- Achache PruebaP3Documento3 páginasAchache PruebaP3Ronier SarangoAún no hay calificaciones
- Correccion 2do ParcialDocumento1 páginaCorreccion 2do ParcialRonier SarangoAún no hay calificaciones
- Taller3 Sarango 7011Documento2 páginasTaller3 Sarango 7011Ronier SarangoAún no hay calificaciones
- Estadística de probabilidad en ingeniería automotrizDocumento10 páginasEstadística de probabilidad en ingeniería automotrizRonier SarangoAún no hay calificaciones
- Agenda Semana 2 Nivelación 6 ADocumento6 páginasAgenda Semana 2 Nivelación 6 ARonier SarangoAún no hay calificaciones
- Agenda de Refuerzo Semana 4 SextoDocumento5 páginasAgenda de Refuerzo Semana 4 SextoRonier SarangoAún no hay calificaciones
- Poa Comisión Deportes (1171)Documento4 páginasPoa Comisión Deportes (1171)Ronier SarangoAún no hay calificaciones
- Trabajo - Grupal - 1 - Sostebilidad - AmbientalDocumento7 páginasTrabajo - Grupal - 1 - Sostebilidad - AmbientalRonier SarangoAún no hay calificaciones
- NIVELACIÓN 2 6to ABCDocumento2 páginasNIVELACIÓN 2 6to ABCRonier SarangoAún no hay calificaciones
- DEBER5 Sarango7011Documento5 páginasDEBER5 Sarango7011Ronier SarangoAún no hay calificaciones
- #1sarango - Recursos NaturalesDocumento6 páginas#1sarango - Recursos NaturalesRonier SarangoAún no hay calificaciones
- 2.3. Riesgo e Impacto AmbientalDocumento15 páginas2.3. Riesgo e Impacto AmbientalRonier SarangoAún no hay calificaciones
- 2.2. Tratamiento de Aguas ResidualesDocumento38 páginas2.2. Tratamiento de Aguas ResidualesRonier SarangoAún no hay calificaciones
- Sarango - 7011.consulta Sobre Lluvia ÁcidaDocumento6 páginasSarango - 7011.consulta Sobre Lluvia ÁcidaRonier SarangoAún no hay calificaciones
- Exposición Investigación Física IIDocumento5 páginasExposición Investigación Física IIRonier SarangoAún no hay calificaciones
- 2.3. Riesgo e Impacto AmbientalDocumento15 páginas2.3. Riesgo e Impacto AmbientalRonier SarangoAún no hay calificaciones
- Exposición Investigación Física IIDocumento5 páginasExposición Investigación Física IIRonier SarangoAún no hay calificaciones
- Mapei Catalogue 2022Documento40 páginasMapei Catalogue 2022carlos astorquizaAún no hay calificaciones
- Estres Oxidativo y El Papel El Ciclo Del GlutationDocumento5 páginasEstres Oxidativo y El Papel El Ciclo Del GlutationRosa Pilar Mamani HilasacaAún no hay calificaciones
- Prácitica 1 - ElectrolitosDocumento21 páginasPrácitica 1 - ElectrolitosLuis Alberto Domínguez MendozaAún no hay calificaciones
- DISEÑO DE PARQUEO VEHICULAR DE 5 PISOSDocumento301 páginasDISEÑO DE PARQUEO VEHICULAR DE 5 PISOSOscar Leon100% (3)
- Marco Teorico JarrasDocumento7 páginasMarco Teorico Jarrassantiago trochezAún no hay calificaciones
- Quimica 10°Documento4 páginasQuimica 10°David ZapataAún no hay calificaciones
- Intercambiador de Calor de Camisa y Serpentin.Documento29 páginasIntercambiador de Calor de Camisa y Serpentin.América CastañónAún no hay calificaciones
- Vit E Por HPLCDocumento7 páginasVit E Por HPLCJhoselin OrihuelaAún no hay calificaciones
- H D S Grasa Consistente 1Documento5 páginasH D S Grasa Consistente 1Jonathan Alexis Abarzua TorresAún no hay calificaciones
- MSDS Hidro PlastificanteDocumento4 páginasMSDS Hidro PlastificantebahiamultimediaAún no hay calificaciones
- Xdoc - MX Cosmogaceta Abril 12 Drogueria CosmopolitaDocumento8 páginasXdoc - MX Cosmogaceta Abril 12 Drogueria CosmopolitaLeonardo BennasarAún no hay calificaciones
- CONDUCTIVIDAD DE LAS DISOLUCIONES ELECTROLÍTICAS ClaudiaDocumento9 páginasCONDUCTIVIDAD DE LAS DISOLUCIONES ELECTROLÍTICAS ClaudiaClaudia Esther BernardAún no hay calificaciones
- SOLDEXA - Soldadura de MantenimientoDocumento27 páginasSOLDEXA - Soldadura de MantenimientoJuan Carlos Jara M100% (1)
- Productividad foliar Sechium eduleDocumento31 páginasProductividad foliar Sechium edulecafsanchezgoAún no hay calificaciones
- Informe Reconocimiento de CarbohidratosDocumento12 páginasInforme Reconocimiento de CarbohidratosLIZBETH CAROLINA JACOME CONTRERASAún no hay calificaciones
- Visión General de Sistema Nervioso HumanoDocumento43 páginasVisión General de Sistema Nervioso HumanoRicardo Pacheco RiosAún no hay calificaciones
- Informe de Evaluación de La Laguna de IxpacoDocumento9 páginasInforme de Evaluación de La Laguna de IxpacoEduardo Ariel RuizAún no hay calificaciones
- TP1 - Gestión de Residuos 100%Documento11 páginasTP1 - Gestión de Residuos 100%Micaela StefaniAún no hay calificaciones
- Cuadro Comparativo BioquimicaDocumento1 páginaCuadro Comparativo BioquimicaAngélica RodriguezAún no hay calificaciones
- Causas, Control y FisuracionDocumento7 páginasCausas, Control y FisuracionSyIarAún no hay calificaciones
- La importancia de la tabla periódica de MendeleevDocumento10 páginasLa importancia de la tabla periódica de MendeleevisraAún no hay calificaciones
- Material Teorico Adicional-Act OnlineDocumento4 páginasMaterial Teorico Adicional-Act OnlineNicoo VazquezAún no hay calificaciones
- Compresores de Refrigeracion NH3Documento9 páginasCompresores de Refrigeracion NH3Gonzalo FioriloAún no hay calificaciones
- Mezclas y SeparacionesDocumento8 páginasMezclas y SeparacionesFrancisca CabreraAún no hay calificaciones
- Catalogo Digital Allpa 2022 Ceramica EsmaltadaDocumento88 páginasCatalogo Digital Allpa 2022 Ceramica EsmaltadaLuis Raul Cuello ConstanAún no hay calificaciones
- Practica 2Documento11 páginasPractica 2Alberto PazAún no hay calificaciones