También podría gustarte
- Montaje de conjuntos y estructuras fijas o desmontables. FMEE0108De EverandMontaje de conjuntos y estructuras fijas o desmontables. FMEE0108Aún no hay calificaciones
- Posicionado y control de la estructura en bancada. TMVL0309De EverandPosicionado y control de la estructura en bancada. TMVL0309Aún no hay calificaciones
- Torno RevolverDocumento11 páginasTorno RevolverRaul Córdova MermaAún no hay calificaciones
- Clasificación de Las Máquinas HerramientasDocumento80 páginasClasificación de Las Máquinas HerramientasAlex García80% (5)
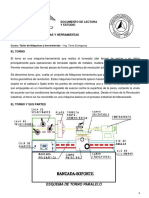
- Apuntes de Torno ConvencionalDocumento9 páginasApuntes de Torno ConvencionalFL Erick F100% (2)
- Torno ParaleloDocumento42 páginasTorno Paraleloandrimar1230% (1)
- Practica 1 Lab CNC UanlDocumento13 páginasPractica 1 Lab CNC UanlJosue TreviñoAún no hay calificaciones
- Torno Paralelo UniversalDocumento15 páginasTorno Paralelo UniversalJulio Eberto Lara OviedoAún no hay calificaciones
- TornoDocumento24 páginasTornoRonnie GuangaAún no hay calificaciones
- Vanessa Viridiana Rivera GonzalezDocumento31 páginasVanessa Viridiana Rivera GonzalezvxnessxglzAún no hay calificaciones
- Investigación General Sobre TornosDocumento10 páginasInvestigación General Sobre TornosMiguel Ángel Ariaz CórdovaAún no hay calificaciones
- TornoDocumento26 páginasTornoCAROLINA ACOSTAAún no hay calificaciones
- Partes Del TornoDocumento7 páginasPartes Del TornoBrandon Paul Reyes TorbiscoAún no hay calificaciones
- Estructura Del Torno ParaleloDocumento7 páginasEstructura Del Torno ParaleloJohn G.Aún no hay calificaciones
- Tornos IndustrialesDocumento14 páginasTornos IndustrialesMartita AlvarezAún no hay calificaciones
- Corte de Metales Con Arranque de VirutaDocumento24 páginasCorte de Metales Con Arranque de VirutagergalavizAún no hay calificaciones
- CavDocumento8 páginasCavOrlando VelecelaAún no hay calificaciones
- Máquinas Herramienta Con Arranque de VirutasDocumento11 páginasMáquinas Herramienta Con Arranque de VirutasMonica Janeth Zapata100% (2)
- Introducción AL TORNODocumento14 páginasIntroducción AL TORNOMaryZambranoParra25% (4)
- Trabajo de Tipos de TornosDocumento35 páginasTrabajo de Tipos de TornosJean Paul Villa RealAún no hay calificaciones
- Partes Principales y Transmisión Del Movimiento Del TornoDocumento21 páginasPartes Principales y Transmisión Del Movimiento Del TornoangelAún no hay calificaciones
- Marco Teórico El TornoDocumento26 páginasMarco Teórico El TornoENRIQUE LANDETA BELLO100% (1)
- Introduccion AL TORNODocumento14 páginasIntroduccion AL TORNOAnthony Cesar Molina100% (1)
- Introduccion AL TORNODocumento14 páginasIntroduccion AL TORNOaron barriosAún no hay calificaciones
- Torno y Máquinas Alesadoras.2Documento19 páginasTorno y Máquinas Alesadoras.2Felipe Ortiz100% (1)
- Historia de La TorneriaDocumento4 páginasHistoria de La TorneriaAxel CarrilloAún no hay calificaciones
- TORNEADODocumento43 páginasTORNEADOevybustosAún no hay calificaciones
- Investigación General Sobre TornosDocumento13 páginasInvestigación General Sobre Tornososcar_callizaya2818Aún no hay calificaciones
- Alrededor Del TornoDocumento17 páginasAlrededor Del TornoSusanaAún no hay calificaciones
- Torno Maquina HerramientaDocumento18 páginasTorno Maquina HerramientaNidia Vivero Sotelo100% (1)
- Clases de Tornos OscarDocumento19 páginasClases de Tornos OscarCarolina NavarreteAún no hay calificaciones
- Que Es El TornoDocumento6 páginasQue Es El Tornoharry93543640Aún no hay calificaciones
- Partes Principales Del TornoDocumento5 páginasPartes Principales Del TornoAnderson De la CruzAún no hay calificaciones
- Torre de AjedrezDocumento14 páginasTorre de Ajedrezcristian vargasAún no hay calificaciones
- Maquinas Utilizadas para Estriado InternoDocumento4 páginasMaquinas Utilizadas para Estriado InternoKeneth Batres0% (1)
- TornoDocumento8 páginasTornoFelix AngelAún no hay calificaciones
- Teoria TornoDocumento5 páginasTeoria TornoJoss Buenaño100% (1)
- Informe I ManuDocumento27 páginasInforme I ManuJhampol Rosales MuñozAún no hay calificaciones
- TornoDocumento12 páginasTornostephany ramosAún no hay calificaciones
- TORNODocumento9 páginasTORNOAndres DLAún no hay calificaciones
- Definicion e Historia Del TornoDocumento28 páginasDefinicion e Historia Del TornoGhino Xavier Huertas PaicoAún no hay calificaciones
- TRABAJO PRÁCTICO PARA EQUIVALENCIA DE PROCEDIMIENTOS TÉCNICOS 3 (Etapa 2) 5ta ParteDocumento15 páginasTRABAJO PRÁCTICO PARA EQUIVALENCIA DE PROCEDIMIENTOS TÉCNICOS 3 (Etapa 2) 5ta ParteSebastian ZabalaAún no hay calificaciones
- Torno RevolverDocumento7 páginasTorno RevolverKener Josseph Vilchez Leyva100% (2)
- Historia Del Torno y Sus PartesDocumento15 páginasHistoria Del Torno y Sus PartesronnyAún no hay calificaciones
- Exposicion Del TornoDocumento39 páginasExposicion Del Tornocristina martinez100% (1)
- Torno Actividad Numero 2 Daniel Steven Garcia Osorio 2056504Documento11 páginasTorno Actividad Numero 2 Daniel Steven Garcia Osorio 2056504Daybic the betAún no hay calificaciones
- Torno y FresaDocumento19 páginasTorno y FresaYessicaCamargoAún no hay calificaciones
- Colegio Nacional de EducacionDocumento11 páginasColegio Nacional de EducacionRUBIAún no hay calificaciones
- Antecedentes Importantes 11310127Documento38 páginasAntecedentes Importantes 11310127Cristóbal S. FloresAún no hay calificaciones
- Fresado Corte, Fresado Normal MaquinariaDocumento17 páginasFresado Corte, Fresado Normal Maquinariaxiomara Hernandez reyAún no hay calificaciones
- Qué Es Un TornoDocumento6 páginasQué Es Un TornoDavid Enrrique Irriaza HernandezAún no hay calificaciones
- Torno ParaleloDocumento29 páginasTorno ParalelofabiolacdgAún no hay calificaciones
- Cálculo v. TornoDocumento28 páginasCálculo v. TornoLovett DahmerAún no hay calificaciones
- Partes Del Torno y Taladro PDFDocumento8 páginasPartes Del Torno y Taladro PDFRicardo100% (1)
- Expo TornoDocumento18 páginasExpo TornoGuillermo GuacanemeAún no hay calificaciones
- Historia Del TornoDocumento4 páginasHistoria Del TornoCesarAugusto100% (2)
- DESARROLLO Cuestionario TornoDocumento13 páginasDESARROLLO Cuestionario TornofahmyleAún no hay calificaciones
- Tornos IntroduccionDocumento45 páginasTornos IntroduccionGloria ChirinosAún no hay calificaciones
- Mantenimiento del sistema de arranque del motor del vehículo. TMVG0209De EverandMantenimiento del sistema de arranque del motor del vehículo. TMVG0209Calificación: 1 de 5 estrellas1/5 (2)
- Mantenimiento auxiliar de sistemas mecánicos y fluidos de aeronaves. TMVO0109De EverandMantenimiento auxiliar de sistemas mecánicos y fluidos de aeronaves. TMVO0109Aún no hay calificaciones
- Ella Y YoDocumento1 páginaElla Y YoJORDY GAMERAún no hay calificaciones
- Documento 2uDocumento3 páginasDocumento 2uJORDY GAMERAún no hay calificaciones
- Motores A 2022Documento7 páginasMotores A 2022JORDY GAMERAún no hay calificaciones
- PLC DescripcionDocumento1 páginaPLC DescripcionJORDY GAMERAún no hay calificaciones
- UntitlednjhvDocumento36 páginasUntitlednjhvJORDY GAMERAún no hay calificaciones
- WPS Soldadura FileteDocumento2 páginasWPS Soldadura FileteJORDY GAMERAún no hay calificaciones
- UntitledbklnhDocumento8 páginasUntitledbklnhJORDY GAMERAún no hay calificaciones
- Imagenes EstaticaDocumento3 páginasImagenes EstaticaJORDY GAMERAún no hay calificaciones
- Ejercicios 2 Procesos de ManofacturaDocumento1 páginaEjercicios 2 Procesos de ManofacturaJORDY GAMERAún no hay calificaciones
- Chapter 07Documento189 páginasChapter 07JORDY GAMERAún no hay calificaciones
- Taller N3 Peñafiel ErickDocumento2 páginasTaller N3 Peñafiel ErickJORDY GAMER0% (1)
- Peñafiel Erick Parcial 1Documento39 páginasPeñafiel Erick Parcial 1JORDY GAMERAún no hay calificaciones
- Ley HookeDocumento4 páginasLey HookeJORDY GAMERAún no hay calificaciones
- ESPINOZA IV A PDFDocumento164 páginasESPINOZA IV A PDFJORDY GAMERAún no hay calificaciones
- ESPINOZA IV A PDFDocumento164 páginasESPINOZA IV A PDFJORDY GAMERAún no hay calificaciones
- Anabi SacDocumento4 páginasAnabi SacBorisGuzmanAún no hay calificaciones
- Notas A Los Estados FinancierosDocumento15 páginasNotas A Los Estados FinancierosYeiny Yulay OROZCO OSORIOAún no hay calificaciones
- MEP Presentacion IdentidadCorporativaDocumento23 páginasMEP Presentacion IdentidadCorporativaKevin Llanos MondragónAún no hay calificaciones
- Canales de DistribucionDocumento4 páginasCanales de DistribucionALEJANDRAAún no hay calificaciones
- Ejemplo Formato - Pruebas de Calidad Del Software (1Documento4 páginasEjemplo Formato - Pruebas de Calidad Del Software (1lisandro cAún no hay calificaciones
- Empresa ChiflesDocumento21 páginasEmpresa ChiflesAnonymous cfXkTFZFAún no hay calificaciones
- Clase 11 Cuidados de Enfermería en El Paciente Politraumatizado. Trauma Torácico y AbdominalDocumento42 páginasClase 11 Cuidados de Enfermería en El Paciente Politraumatizado. Trauma Torácico y AbdominalpiaAún no hay calificaciones
- Celery EsDocumento8 páginasCelery EsEugenio Pajaro AAún no hay calificaciones
- Formato Presentación Proyecto - Brayan Orlando MedinaDocumento2 páginasFormato Presentación Proyecto - Brayan Orlando MedinaBryan MedinaAún no hay calificaciones
- NIC 36 - Deterioro Del Valor de Los Activos Artículo de RevistaDocumento12 páginasNIC 36 - Deterioro Del Valor de Los Activos Artículo de RevistaFrank RodriguezAún no hay calificaciones
- Acido Acetico COMPLETADocumento34 páginasAcido Acetico COMPLETADelcy Ochoa100% (2)
- Ejercicio Oara Caudal en Tubo VenturiDocumento6 páginasEjercicio Oara Caudal en Tubo VenturiMaría Fernanda Soler LópezAún no hay calificaciones
- Variador VelocidadDocumento4 páginasVariador Velocidad2014_MiguelAún no hay calificaciones
- Práctica - Estabilidad de Taludes en SlideDocumento3 páginasPráctica - Estabilidad de Taludes en SlideErland Fernandez CanoAún no hay calificaciones
- Plan de Trabajo Efida 2017-2018 Tercio EstudiantilDocumento12 páginasPlan de Trabajo Efida 2017-2018 Tercio EstudiantilAnthony Jeanpier Fow EstevesAún no hay calificaciones
- Contab Costos Prac-1Documento1 páginaContab Costos Prac-1ariane alvis sanchezAún no hay calificaciones
- Tema 7. Gestion de EfluentesDocumento72 páginasTema 7. Gestion de EfluentestoribioyunAún no hay calificaciones
- Cotización Poliza TrecDocumento4 páginasCotización Poliza TrecACOMISA INGENIERIAAún no hay calificaciones
- TP 4 - 100% SociedadesDocumento5 páginasTP 4 - 100% Sociedadesnicolasaugustopg100% (3)
- InformaticaDocumento1 páginaInformaticaCLAUDIALOPEZAún no hay calificaciones
- Teoria de ControlDocumento1 páginaTeoria de Controljohn valecillosAún no hay calificaciones
- Rubrica para Evaluar La Campaa de Prevencin de Riesgo de AccidentesDocumento2 páginasRubrica para Evaluar La Campaa de Prevencin de Riesgo de Accidentesapi-254627273100% (1)
- Avances en La Producción y Aplicación de Aceros Bifásicos PDFDocumento9 páginasAvances en La Producción y Aplicación de Aceros Bifásicos PDFJorge MadiasAún no hay calificaciones
- Presupuestacion de Obras de Construccion CivilDocumento119 páginasPresupuestacion de Obras de Construccion CivilGus Tavo Granja100% (1)
- Contabilidad Y Administración FinancieraDocumento9 páginasContabilidad Y Administración Financieraney_555Aún no hay calificaciones
- Relleno Sanitario TacnaDocumento13 páginasRelleno Sanitario Tacnafer useccaAún no hay calificaciones
- Proceso Contravencional y Coactivo FCMDocumento14 páginasProceso Contravencional y Coactivo FCMANGELA MORAAún no hay calificaciones
- Art. 128 Del Decreto Supremo 3434Documento1 páginaArt. 128 Del Decreto Supremo 3434Sergio Enrique Espinoza RojasAún no hay calificaciones
- Apuntes Regulación Jurídica Del MercadoDocumento37 páginasApuntes Regulación Jurídica Del MercadoDebora BerriosAún no hay calificaciones
- Anexo 4. Formato Seguimiento A La Reincorporación Socio LaboralDocumento5 páginasAnexo 4. Formato Seguimiento A La Reincorporación Socio LaboralIntegra ServiciosAún no hay calificaciones