También podría gustarte
- Cuadro ComparativoDocumento9 páginasCuadro ComparativoJose Carlos Rojas LezamaAún no hay calificaciones
- Trip TicoDocumento2 páginasTrip TicoLuz Loida Licas TorresAún no hay calificaciones
- Sistema MRP II: Planificación de recursos de manufactura integralDocumento2 páginasSistema MRP II: Planificación de recursos de manufactura integralLuz Loida Licas TorresAún no hay calificaciones
- Diseno y Fabricacion Inteligente - Modulo4.2 - MRPII (ERP) - Ordenes de FabricacionDocumento16 páginasDiseno y Fabricacion Inteligente - Modulo4.2 - MRPII (ERP) - Ordenes de FabricacionagrocarlisacAún no hay calificaciones
- SISTEMADocumento2 páginasSISTEMALuis Fernando SanchezAún no hay calificaciones
- Tema 5 Programacion de ComponentesDocumento30 páginasTema 5 Programacion de ComponentesBlackEust PawnAún no hay calificaciones
- Sesion07 57071985Documento43 páginasSesion07 57071985Luis SantiagoAún no hay calificaciones
- Plan Maestro de Producción (MPSDocumento1 páginaPlan Maestro de Producción (MPSCOMUNIDAD MOBILE ANDROIDESXDAún no hay calificaciones
- Sesion 2 - 26082022Documento21 páginasSesion 2 - 26082022migoAún no hay calificaciones
- MRP Ii..Documento8 páginasMRP Ii..EVANGEL MAGANDYAún no hay calificaciones
- MRP, MRP II, Programación y Control de Ejecución 2019-2019Documento29 páginasMRP, MRP II, Programación y Control de Ejecución 2019-2019FranchescoJohisChsAún no hay calificaciones
- Sesión Nro 10 Administración de La CapacidadDocumento62 páginasSesión Nro 10 Administración de La CapacidadALDO YOSHI CALLE INFANTEAún no hay calificaciones
- Sistemas MRP II - PPTX Grupo 1Documento29 páginasSistemas MRP II - PPTX Grupo 1Estefani Obando HerreraAún no hay calificaciones
- MPC ClassDocumento140 páginasMPC ClassLuis Fernando Olachea ParraAún no hay calificaciones
- Tecnologia EmergentesDocumento42 páginasTecnologia EmergentesAlejandroGersonGayosoAlfaroAún no hay calificaciones
- S3 Gest Estrat UGDocumento26 páginasS3 Gest Estrat UGSergio EstradaAún no hay calificaciones
- PP 6 MRPDocumento37 páginasPP 6 MRPELe MaGoAún no hay calificaciones
- Identificar Las Diferencias de MRP, MRP LL y Erp Mediante Un Estudio de Caso Que Involucren Esos SistemasDocumento12 páginasIdentificar Las Diferencias de MRP, MRP LL y Erp Mediante Un Estudio de Caso Que Involucren Esos SistemasAmaro Marquez RigoAún no hay calificaciones
- Características Del MRP IIDocumento2 páginasCaracterísticas Del MRP IIDan Chate Velasque.Aún no hay calificaciones
- PPTS GestionDocumento35 páginasPPTS GestionWilder E. Ayay CuevaAún no hay calificaciones
- Actividad de Aprendizaje 3. Beneficios de Un Sistema ERPDocumento13 páginasActividad de Aprendizaje 3. Beneficios de Un Sistema ERPmagy santiagoAún no hay calificaciones
- MRP CatolicaDocumento43 páginasMRP CatolicajavierAún no hay calificaciones
- 3M Canadá Usa El Nuevo Programa I2Documento1 página3M Canadá Usa El Nuevo Programa I2Rodrigo Inchauste RomeroAún no hay calificaciones
- Expo Equipo1Documento26 páginasExpo Equipo1KarlaAún no hay calificaciones
- Sesion - 05 - Tecnicas Avanzadas de Produccion 2Documento120 páginasSesion - 05 - Tecnicas Avanzadas de Produccion 2willy1234512Aún no hay calificaciones
- Quizizz: Plan Maestro de ProducciónDocumento7 páginasQuizizz: Plan Maestro de ProducciónNeri NicolasAún no hay calificaciones
- Diferencias Entre MRP, MRP II y ERPDocumento3 páginasDiferencias Entre MRP, MRP II y ERPyumikogarminoAún no hay calificaciones
- Linea de TiempoDocumento3 páginasLinea de TiempoMiguel Angel Sanchez VazquezAún no hay calificaciones
- PMP MRPDocumento23 páginasPMP MRPAntony Guevara CobaAún no hay calificaciones
- Estructura y Funcionamiento Del Sistema MPR IIDocumento13 páginasEstructura y Funcionamiento Del Sistema MPR IIwendyAún no hay calificaciones
- Planeación y control de calidad. Modelos, métodos y sistemas MRPDocumento26 páginasPlaneación y control de calidad. Modelos, métodos y sistemas MRPAxel Morales Piñón.Aún no hay calificaciones
- TÓPICOS DE OPTIMIZACIÓN DE PROCESOS Unidad 1Documento43 páginasTÓPICOS DE OPTIMIZACIÓN DE PROCESOS Unidad 1Sofia de leon navaAún no hay calificaciones
- Lectura Cap 15 Administracion y Direccion de La Producc (1) - Páginas-349-356Documento8 páginasLectura Cap 15 Administracion y Direccion de La Producc (1) - Páginas-349-356Jordan Manuel Sánchez GarcíaAún no hay calificaciones
- Tarea 1 Gestion de Las OperacionesDocumento12 páginasTarea 1 Gestion de Las OperacionesJUAN PABLO MENDEZ MENDOZAAún no hay calificaciones
- Cuadro Comparativo MRPDocumento2 páginasCuadro Comparativo MRPalondraAún no hay calificaciones
- Resumen de Planeamiento de La Primera Unidad ExamensDocumento3 páginasResumen de Planeamiento de La Primera Unidad ExamensR Manuel Taipe HancoAún no hay calificaciones
- Planificación de Recursos de Manufactura (MRP IIDocumento19 páginasPlanificación de Recursos de Manufactura (MRP IIMario Vargas AguilarAún no hay calificaciones
- GCS MRPDocumento44 páginasGCS MRPvilohas602Aún no hay calificaciones
- Tarea 2 Unidad 2 MRP, MPS Y CRPDocumento16 páginasTarea 2 Unidad 2 MRP, MPS Y CRPKARINAAún no hay calificaciones
- Presentacion ERPDocumento48 páginasPresentacion ERPAngela Del OrbeAún no hay calificaciones
- Presentación MRP IiDocumento9 páginasPresentación MRP IiJosé Julian de la Rosa HerreraAún no hay calificaciones
- SIstemas MRP y ERPDocumento18 páginasSIstemas MRP y ERPRafael PalaciosAún no hay calificaciones
- Matriz Corporativa - GP 2018 - (16-1)Documento6 páginasMatriz Corporativa - GP 2018 - (16-1)Nlievanoe NlievanoeAún no hay calificaciones
- Cuadro NayeliDocumento2 páginasCuadro Nayelilitzy castroAún no hay calificaciones
- Clase Planeacion AgregadaDocumento23 páginasClase Planeacion AgregadaAnonymous 2uLnzA50% (2)
- 8 Objetivos MRPDocumento4 páginas8 Objetivos MRPMaría De Los Angeles Lopez ArroyoAún no hay calificaciones
- Sesion 05 - OperacionesDocumento35 páginasSesion 05 - OperacionesJuan GutierrezAún no hay calificaciones
- MRP II mapa conceptualDocumento2 páginasMRP II mapa conceptualIsaac RamirezAún no hay calificaciones
- SIS310 - Intro 1Documento9 páginasSIS310 - Intro 1Juan Victor Bascope CastroAún no hay calificaciones
- Tecnologias EmergentesDocumento48 páginasTecnologias EmergentesMOSTACERO DIAZ ANELIAún no hay calificaciones
- 613-Texto Del Artículo-1068-1-10-20160921Documento8 páginas613-Texto Del Artículo-1068-1-10-20160921Viri YseyAún no hay calificaciones
- Planeación de Requerimientos de MaterialesDocumento8 páginasPlaneación de Requerimientos de MaterialesAlejandroAún no hay calificaciones
- Presentacion Logistica de Pronosticos MRP Jit Kanbam 2020-2Documento59 páginasPresentacion Logistica de Pronosticos MRP Jit Kanbam 2020-2Amparo JimenezAún no hay calificaciones
- Planeacion AgregadaDocumento23 páginasPlaneacion AgregadaCarlos ZeballosAún no hay calificaciones
- TECNOLOGIAS EMERGENTESDocumento47 páginasTECNOLOGIAS EMERGENTESMOSTACERO DIAZ ANELIAún no hay calificaciones
- Actividad 3 - Cuadro Comparativo Sobre Aplicaciones Informáticas EmpresarialesDocumento7 páginasActividad 3 - Cuadro Comparativo Sobre Aplicaciones Informáticas EmpresarialesVanessa SeguraAún no hay calificaciones
- Documento de AyudaDocumento36 páginasDocumento de AyudaEdgar Mio BazanAún no hay calificaciones
- MRP 1y MRP2Documento20 páginasMRP 1y MRP2Sergio AgudeloAún no hay calificaciones
- s12 Tecemer - MRP I y II ErpDocumento11 páginass12 Tecemer - MRP I y II ErpRobin Levi Zotelo ParedesAún no hay calificaciones
- UF1889 - Desarrollo de componente software en sistemas ERP-CRMDe EverandUF1889 - Desarrollo de componente software en sistemas ERP-CRMAún no hay calificaciones
- Que Es CalidadDocumento14 páginasQue Es CalidadDaniel Ulloa AquijeAún no hay calificaciones
- Estimación tiempo actividadesDocumento12 páginasEstimación tiempo actividadesDaniel Ulloa AquijeAún no hay calificaciones
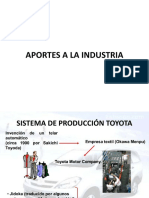
- Aportes A La IndustriaDocumento10 páginasAportes A La IndustriaDaniel Ulloa AquijeAún no hay calificaciones
- IndicadoresDocumento12 páginasIndicadoresDaniel Ulloa Aquije100% (1)
- Investigaci - Nes - TESIS - 1 - (1) 20012Documento43 páginasInvestigaci - Nes - TESIS - 1 - (1) 20012Daniel Ulloa AquijeAún no hay calificaciones
- Marco TeoricoDocumento0 páginasMarco TeoricoAngel CalvarioAún no hay calificaciones
- Que Es HallazgoDocumento11 páginasQue Es HallazgoDaniel Ulloa AquijeAún no hay calificaciones
- Clase 1 - SeguridadDocumento46 páginasClase 1 - SeguridadDaniel Ulloa AquijeAún no hay calificaciones
- 3951 15062 1 PBDocumento3 páginas3951 15062 1 PBGu ZhAún no hay calificaciones
- Cadena de Valor FX Famix FINALDocumento12 páginasCadena de Valor FX Famix FINALDaniel Ulloa AquijeAún no hay calificaciones
- Implementación de un servicio de salud ocupacionalDocumento14 páginasImplementación de un servicio de salud ocupacionalmarco.pezoAún no hay calificaciones
- Calzado laboral y salud podológicaDocumento11 páginasCalzado laboral y salud podológicaDaniel Ulloa AquijeAún no hay calificaciones
- Distribución de PlantaDocumento27 páginasDistribución de PlantaDaniel Ulloa AquijeAún no hay calificaciones
- GProc Día2Documento14 páginasGProc Día2Daniel Ulloa AquijeAún no hay calificaciones
- Informe de LaboratorioDocumento9 páginasInforme de LaboratorioDaniel Ulloa AquijeAún no hay calificaciones
- Generación de Ideas de Negocio - para ExponerDocumento5 páginasGeneración de Ideas de Negocio - para ExponerDaniel Ulloa AquijeAún no hay calificaciones
- Generación de Ideas de NegocioDocumento16 páginasGeneración de Ideas de NegocioDaniel Ulloa AquijeAún no hay calificaciones
- Innovacion PDFDocumento18 páginasInnovacion PDFWilder Atalaya ChavezAún no hay calificaciones
- SYLLABUSDocumento8 páginasSYLLABUSDaniel Ulloa AquijeAún no hay calificaciones
- Generación de Ideas de Negocio - para ExponerDocumento5 páginasGeneración de Ideas de Negocio - para ExponerDaniel Ulloa AquijeAún no hay calificaciones
- El AguaDocumento10 páginasEl AguaDaniel Ulloa AquijeAún no hay calificaciones
- El Agua PresentacionDocumento13 páginasEl Agua PresentacionDaniel Ulloa AquijeAún no hay calificaciones
- Tipos y Clases de AguaDocumento2 páginasTipos y Clases de AguaDaniel Ulloa AquijeAún no hay calificaciones
- Marketing MixDocumento46 páginasMarketing MixDaniel Ulloa AquijeAún no hay calificaciones
- El Agua 2Documento6 páginasEl Agua 2Daniel Ulloa AquijeAún no hay calificaciones
- Tesis Implementacion de SAP JhonJairo - VelezMaya - 2010Documento116 páginasTesis Implementacion de SAP JhonJairo - VelezMaya - 2010Oscar OsorioAún no hay calificaciones
- Estudio de Caso BrasilSatDocumento4 páginasEstudio de Caso BrasilSatOscar ChilcaAún no hay calificaciones
- Informacion de Nuestros Softwares TOPODESIADocumento6 páginasInformacion de Nuestros Softwares TOPODESIAJosep HornaAún no hay calificaciones
- 1003 J.M Yeser Yesid Perez TorresDocumento9 páginas1003 J.M Yeser Yesid Perez TorresYeser TorresAún no hay calificaciones
- EstudioMercadoSublimacionDocumento11 páginasEstudioMercadoSublimacionMario Cadejo GonzalezAún no hay calificaciones
- La Interoperabilidad Como Mecanismo para Prevenir Corrupción en El Sistema de Justicia PenalDocumento25 páginasLa Interoperabilidad Como Mecanismo para Prevenir Corrupción en El Sistema de Justicia PenalBeyker ChamorroAún no hay calificaciones
- Examen - Autoevaluación Nro. 2 MCG - Individual (Hasta 11 Agosto)Documento4 páginasExamen - Autoevaluación Nro. 2 MCG - Individual (Hasta 11 Agosto)Piero A. FranchiniAún no hay calificaciones
- Lab03 - Transistor BipolarDocumento11 páginasLab03 - Transistor Bipolarsandro sebastian100% (1)
- Aplicaciones del BI para la industria petroleraDocumento2 páginasAplicaciones del BI para la industria petroleraRodolfo Useche MeloAún no hay calificaciones
- 2 3 Metrado de Cargas en Edificaciones IDocumento71 páginas2 3 Metrado de Cargas en Edificaciones IvickyAún no hay calificaciones
- Universidad Politécnica Salesiana ComunicacionDocumento10 páginasUniversidad Politécnica Salesiana ComunicacionJohel ToasaAún no hay calificaciones
- Diagramas Del ProcesoDocumento17 páginasDiagramas Del ProcesoSantiago EncaladaAún no hay calificaciones
- Curso Basico Manual Teoria NX CAEDocumento161 páginasCurso Basico Manual Teoria NX CAEmounirAún no hay calificaciones
- 08-Aplicaciones RESTful (3ra Parte) - Documentación (1.0.0)Documento4 páginas08-Aplicaciones RESTful (3ra Parte) - Documentación (1.0.0)Dario BusnelliAún no hay calificaciones
- User-Manual Ajustes Micrologic PDFDocumento63 páginasUser-Manual Ajustes Micrologic PDFgramirezsalazar@yahoo.com.mx100% (1)
- Que Entendemos Por UsuarioDocumento9 páginasQue Entendemos Por UsuarioDara CáceresAún no hay calificaciones
- IEEE - Calculo de La Demanda de Saturacion de Energia ElectricaDocumento6 páginasIEEE - Calculo de La Demanda de Saturacion de Energia ElectricaFundaciónRedSocialAún no hay calificaciones
- Fitness GymDocumento7 páginasFitness GymCielo GarAún no hay calificaciones
- 02 Lab02Documento8 páginas02 Lab02tareas tecnologiaAún no hay calificaciones
- Particion OracleDocumento13 páginasParticion OracleJuan Carlos AlegriaAún no hay calificaciones
- Instrumento de Evaluacion de Una Página Web TABLADocumento2 páginasInstrumento de Evaluacion de Una Página Web TABLAPedro AlvaradoAún no hay calificaciones
- Evaluacion Unidad 2 Estadistica IiDocumento8 páginasEvaluacion Unidad 2 Estadistica IiVIVIANA ROJAS60% (10)
- Algebra BooleanaDocumento21 páginasAlgebra BooleanaJosé Luis Pérez VelazcoAún no hay calificaciones
- 09 Funcion Racional TramosDocumento10 páginas09 Funcion Racional Tramosrespaldo medicinaAún no hay calificaciones
- Tarea 2 Grupo 135Documento9 páginasTarea 2 Grupo 135Mariapaula VillamarAún no hay calificaciones
- Guia Laboratorio1 Ensayo Maquinas AlumnoDocumento13 páginasGuia Laboratorio1 Ensayo Maquinas AlumnoLuis Andrés Coo HenríquezAún no hay calificaciones
- S2 01 Uso de VariablesDocumento8 páginasS2 01 Uso de VariablesJoe RodriguezAún no hay calificaciones
- Manual Registro en CibercolegiosDocumento6 páginasManual Registro en CibercolegiosLeonardo ValenzuelaAún no hay calificaciones
- Jornalizacion Computacion 8° A y BDocumento2 páginasJornalizacion Computacion 8° A y BArmando MonjeAún no hay calificaciones
- Circuito Amplificador en Emisor ComunDocumento3 páginasCircuito Amplificador en Emisor ComunFranks EmersonAún no hay calificaciones