También podría gustarte
- Planificación - Ciencias Sociales - 2do GradoDocumento11 páginasPlanificación - Ciencias Sociales - 2do Gradoisabe lina100% (1)
- Producir Sulfato de Cobre A Partir de CEMENTO de COBREDocumento5 páginasProducir Sulfato de Cobre A Partir de CEMENTO de COBREPablo HurtubiaAún no hay calificaciones
- Fabricacion Oxicloruro Cobre - Sulfato de Cobre PDFDocumento183 páginasFabricacion Oxicloruro Cobre - Sulfato de Cobre PDFClaudio YutronicAún no hay calificaciones
- Practica 1 CementacionDocumento2 páginasPractica 1 CementacionGuille AngonaAún no hay calificaciones
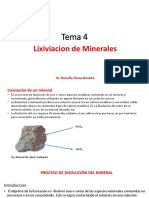
- Tema 4A LixiviacionDocumento13 páginasTema 4A LixiviacionAle Calixto HermosillaAún no hay calificaciones
- Curso SX-CR'Documento57 páginasCurso SX-CR'Diego Furió100% (2)
- Lixiviación 2012Documento171 páginasLixiviación 2012Felipe Andres Araya SaezAún no hay calificaciones
- LIXIVIACIONDocumento56 páginasLIXIVIACIONcarloAún no hay calificaciones
- Avanves en La Hidrometalurgia Del OroDocumento49 páginasAvanves en La Hidrometalurgia Del OroNataniel Linares100% (1)
- Lixiviacion de SulfurosDocumento54 páginasLixiviacion de SulfurosAlexis Rojas MezaAún no hay calificaciones
- Elucion Con AlcoholDocumento3 páginasElucion Con AlcoholAnyeline DiazAún no hay calificaciones
- ElectroobtenciónDocumento53 páginasElectroobtenciónEngii Osorio100% (1)
- HIDROMETALURGIA Del ORO Y PLATA)Documento35 páginasHIDROMETALURGIA Del ORO Y PLATA)Allison JuarezAún no hay calificaciones
- Cristalizacion de Cobre 2005Documento45 páginasCristalizacion de Cobre 2005altercl100% (1)
- Diferencia Entre Piro e HidrometalurgiaDocumento11 páginasDiferencia Entre Piro e HidrometalurgiaRojas FelipeAún no hay calificaciones
- Lixiviacion Minerales CobreDocumento5 páginasLixiviacion Minerales Cobreoskar0706Aún no hay calificaciones
- Tratamiento Del OroDocumento33 páginasTratamiento Del OroanrocAún no hay calificaciones
- Mecanismo de FlotacionDocumento38 páginasMecanismo de FlotacionMaicol VargAún no hay calificaciones
- BiometalurgiaDocumento65 páginasBiometalurgiafimmrra0% (1)
- Lixiviacion de CuDocumento60 páginasLixiviacion de CuThu Zhikiitha Mhazz NahzAún no hay calificaciones
- SECCION 10 Extraccion Del Cobre Por Solventes PDFDocumento42 páginasSECCION 10 Extraccion Del Cobre Por Solventes PDFcarlosAún no hay calificaciones
- Metalurgia General - Reduccion Tamaño ClasificacionDocumento106 páginasMetalurgia General - Reduccion Tamaño ClasificacionOmar Nuñonca0% (1)
- A CONTROL DE COLUMNA DE LIXIVIAION 4y 5Documento3 páginasA CONTROL DE COLUMNA DE LIXIVIAION 4y 5Angel Bernabe HuallpaAún no hay calificaciones
- Cap 3 Parte 1 EWDocumento46 páginasCap 3 Parte 1 EWMichael Arriagada JofréAún no hay calificaciones
- Capitulo 3Documento48 páginasCapitulo 3RAMOS QUISPE FranAún no hay calificaciones
- Ejercicios Certamen 2Documento4 páginasEjercicios Certamen 2Gerardo TobarAún no hay calificaciones
- Que Es La AcidificaciónDocumento5 páginasQue Es La AcidificaciónAlex Santito KoK'sAún no hay calificaciones
- Recuperacion SART-de-cobre-Mineria-Pan-Americana PDFDocumento3 páginasRecuperacion SART-de-cobre-Mineria-Pan-Americana PDFMaría Del Pilar SalazarAún no hay calificaciones
- Cianuro Thiosulfato PDFDocumento128 páginasCianuro Thiosulfato PDFIsai SantamariaAún no hay calificaciones
- Cálculos de La MáquinaDocumento25 páginasCálculos de La MáquinaThomas ArrietaAún no hay calificaciones
- Extracion y Re ExtDocumento15 páginasExtracion y Re ExtDiego RoqueAún no hay calificaciones
- La Recuperación de Cobre Mediante LixiviaciónDocumento4 páginasLa Recuperación de Cobre Mediante Lixiviaciónrafael rodriguez romoAún no hay calificaciones
- Cuestionario de HidrometalurgiaDocumento12 páginasCuestionario de HidrometalurgiaJoel Vilca YalleAún no hay calificaciones
- Clase 2 Hidrometalurgia Tecnicos en Metalurgia PDFDocumento31 páginasClase 2 Hidrometalurgia Tecnicos en Metalurgia PDFgabriel nuñezAún no hay calificaciones
- Manual de Entrenamiento en Concentración de Minerales - V Concentración GravimétricaDocumento17 páginasManual de Entrenamiento en Concentración de Minerales - V Concentración GravimétricaRaphael Lino0% (1)
- Lixiviación de Oro Por CobreDocumento18 páginasLixiviación de Oro Por CobreJordan Ulloa BelloAún no hay calificaciones
- Universidad Nacional Del Centro Del Perú: Facultad de Ingeniería Metalúrgica Y de MaterialesDocumento146 páginasUniversidad Nacional Del Centro Del Perú: Facultad de Ingeniería Metalúrgica Y de MaterialespoolavilezlimascaAún no hay calificaciones
- Presentacion NOVEDADES EN LX-SX-EWDocumento37 páginasPresentacion NOVEDADES EN LX-SX-EWNelson Herrera NuñezAún no hay calificaciones
- Libro Investigacion Aplicada Al PM e HidroDocumento174 páginasLibro Investigacion Aplicada Al PM e HidroAlfaro RoblesAún no hay calificaciones
- Tecnologias de Fundiciones de Cobre PDFDocumento27 páginasTecnologias de Fundiciones de Cobre PDFPatricia Mejia SolierAún no hay calificaciones
- Procesamiento de Minerales IDocumento30 páginasProcesamiento de Minerales IABEL TUNQUE MAMANI100% (1)
- Clase 2 FlotacionDocumento38 páginasClase 2 FlotacionFidelMedinaUlloaAún no hay calificaciones
- Densidad de PulpaDocumento9 páginasDensidad de Pulpahenry gavancho cutiAún no hay calificaciones
- Datos para Planta de Preparación y Dosificación de Floculante V2Documento1 páginaDatos para Planta de Preparación y Dosificación de Floculante V2Alvaro Iparraguirre Navarro100% (1)
- Opciones de Diagramas de FlujoDocumento28 páginasOpciones de Diagramas de Flujoiqyosep_09100% (1)
- Preparacion Del Mineral y Pulpa para La FlotaciónDocumento1 páginaPreparacion Del Mineral y Pulpa para La FlotaciónJonna HerreraAún no hay calificaciones
- RELAVEDocumento8 páginasRELAVEJosue Quiñonez NietoAún no hay calificaciones
- Articulo Termodinamica Lixiviacion Oro - En.esDocumento15 páginasArticulo Termodinamica Lixiviacion Oro - En.esJose MorenoAún no hay calificaciones
- Cap. I Proc. Min. I.C.MDocumento505 páginasCap. I Proc. Min. I.C.MMaria Paz Araya JorqueraAún no hay calificaciones
- Tesis Terminado, Direccion.Documento94 páginasTesis Terminado, Direccion.Gustavo MamaniAún no hay calificaciones
- Planta de Adsorcion Desorcion y ReactivaDocumento65 páginasPlanta de Adsorcion Desorcion y ReactivaLuis Condori QuispeAún no hay calificaciones
- TOQUEPALADocumento46 páginasTOQUEPALAJunior Salazar VargasAún no hay calificaciones
- LIX - SX - EW en Power PointDocumento53 páginasLIX - SX - EW en Power PointEduardo Lara MadariagaAún no hay calificaciones
- Concentración Por Flotación.Documento14 páginasConcentración Por Flotación.Carlos RetaAún no hay calificaciones
- Oro Clases 2012 - 1 Introduccion 2012 OkokoDocumento66 páginasOro Clases 2012 - 1 Introduccion 2012 Okokofrancisco100% (1)
- Minerales de CobreDocumento24 páginasMinerales de CobreluisAún no hay calificaciones
- Cobres Negros El AbraDocumento5 páginasCobres Negros El AbravivianaramosmerinoAún no hay calificaciones
- FME Pirometalurgia 1Documento46 páginasFME Pirometalurgia 1Williams Leiva100% (1)
- Antecedentes CobreDocumento3 páginasAntecedentes CobreJoanne FergusonAún no hay calificaciones
- Chávez, 2000Documento13 páginasChávez, 2000felipe trujilloAún no hay calificaciones
- Biolixiviación o Lixiviación BacterianaDocumento22 páginasBiolixiviación o Lixiviación BacterianaVanessa Fuentes Tejada50% (4)
- Resumen ENFOQUES TEÓRICOS DE LA ADMINSTRACIÓNDocumento9 páginasResumen ENFOQUES TEÓRICOS DE LA ADMINSTRACIÓNBreth SanAún no hay calificaciones
- Procedimiento SeparadoresDocumento250 páginasProcedimiento SeparadoresluisAún no hay calificaciones
- Unidad Iv Costeo Por ProcesosDocumento28 páginasUnidad Iv Costeo Por ProcesosNicolás EfeAún no hay calificaciones
- U1 Cuerpos Rígidos Sistemas Equivalentes de Fuerzas.Documento18 páginasU1 Cuerpos Rígidos Sistemas Equivalentes de Fuerzas.Javier EspañaAún no hay calificaciones
- Eeit Eeit-423 Material 001Documento33 páginasEeit Eeit-423 Material 001Jmm FlowersAún no hay calificaciones
- Protocolo de Investigación.Documento29 páginasProtocolo de Investigación.Omar Sanchez BecerraAún no hay calificaciones
- Joselyn Garrido Tarea7Documento6 páginasJoselyn Garrido Tarea7Joel100% (1)
- Exposicion MarlenyDocumento6 páginasExposicion MarlenyCarlos Edgardo Rodriguez BenitesAún no hay calificaciones
- GUIA10nKEVINnBURBANO 755e9a41ec31b03Documento4 páginasGUIA10nKEVINnBURBANO 755e9a41ec31b03Kevin SantanderAún no hay calificaciones
- Solucionario I Parcial Cepre 2009 IIDocumento11 páginasSolucionario I Parcial Cepre 2009 IIAlbrecht Paz0% (1)
- Comparación Platón-DescartesDocumento2 páginasComparación Platón-Descartesfn9t2s2wv7Aún no hay calificaciones
- Boletín EjemploDocumento8 páginasBoletín EjemploAngie Nina AlvarezAún no hay calificaciones
- Presente Usos y Aplicaciones Del Tiosulfato en La Industria y en El LaboratorioDocumento1 páginaPresente Usos y Aplicaciones Del Tiosulfato en La Industria y en El LaboratorioDiego Lema BenavidesAún no hay calificaciones
- SN Dictamen Tecnico Plan Desarrollo AE-0006-4M-Amoca-Yaxche-04 Campo Xikin PRIORITARIODocumento34 páginasSN Dictamen Tecnico Plan Desarrollo AE-0006-4M-Amoca-Yaxche-04 Campo Xikin PRIORITARIOCristian CruzAún no hay calificaciones
- Planificación de Inglés de Primero BGUDocumento13 páginasPlanificación de Inglés de Primero BGUTito Javier Matamoro ContrerasAún no hay calificaciones
- Código Ético EmpresarialDocumento4 páginasCódigo Ético EmpresarialIsabel HenaiAún no hay calificaciones
- Grupo 12 - V. MoyanoDocumento150 páginasGrupo 12 - V. MoyanoMATIAS NICOLAS PEREZ ALVAREZAún no hay calificaciones
- Física 7 - Dinamica - Del - Solido - RigidoDocumento8 páginasFísica 7 - Dinamica - Del - Solido - Rigidosheldon bazingaAún no hay calificaciones
- Planificacion Anual Informatica Aplicada A La EducacionDocumento6 páginasPlanificacion Anual Informatica Aplicada A La EducacionhufrankAún no hay calificaciones
- Osf EsDocumento2 páginasOsf EsMark Louie GuintoAún no hay calificaciones
- Las 15 Enfermedades Del Sistema Nervioso Más ComunesDocumento4 páginasLas 15 Enfermedades Del Sistema Nervioso Más ComunesHeidy SandovalAún no hay calificaciones
- Historia de La Vida EducativaDocumento10 páginasHistoria de La Vida EducativaJEFFERSON MAURICIO BETANCOURT CUERVOAún no hay calificaciones
- Análisis Probabilístico Del Comportamiento Dinámico de Estructuras - Colombia PDFDocumento13 páginasAnálisis Probabilístico Del Comportamiento Dinámico de Estructuras - Colombia PDFOlides RdguezAún no hay calificaciones
- BiologiaDocumento224 páginasBiologiaIsabella QuijanoAún no hay calificaciones
- Taller de Física 8Documento2 páginasTaller de Física 8Alexander BedoyaAún no hay calificaciones
- Trabajo Grupal - INVESTIGACION OPERATIVADocumento12 páginasTrabajo Grupal - INVESTIGACION OPERATIVAJulio Jefersson Araujo VasquezAún no hay calificaciones
- Qué Es Arte y PatrimonioDocumento14 páginasQué Es Arte y PatrimonioMay RivasAún no hay calificaciones
- Valores Aceptables Resistencia Puesta A TierraDocumento4 páginasValores Aceptables Resistencia Puesta A TierraRoger De La Cruz100% (1)
- Apuntes Sistemas de Información P2Documento20 páginasApuntes Sistemas de Información P2lvidalvidalAún no hay calificaciones