También podría gustarte
- Integridad Mecánica ASSADocumento54 páginasIntegridad Mecánica ASSAVicky Gonzalez100% (2)
- Traduccion Simple API 570 Primera ParteDocumento43 páginasTraduccion Simple API 570 Primera ParteCarlos VegaAún no hay calificaciones
- Pitting Segun API 579Documento10 páginasPitting Segun API 579Emerson Raul Vega RamirezAún no hay calificaciones
- Curso API 571 (Español)Documento40 páginasCurso API 571 (Español)Chava Zamora95% (20)
- Api 571Documento14 páginasApi 571Julian Mauricio Vesga S50% (2)
- MetodosdeEvaluaciondeDefectosdeCorrosion. Ing - Francisco CaleyoDocumento108 páginasMetodosdeEvaluaciondeDefectosdeCorrosion. Ing - Francisco Caleyoservin26100% (2)
- Curso API 510 ASME PCC 2 NBIC 2019 04 1 PDFDocumento206 páginasCurso API 510 ASME PCC 2 NBIC 2019 04 1 PDFluis sepulveda100% (1)
- Api 579 PDFDocumento101 páginasApi 579 PDFgilmer50% (2)
- Evaluación de La Integridad Mecánica Pemex-2012Documento35 páginasEvaluación de La Integridad Mecánica Pemex-2012Pam Ingenieria Construyendo Ideas83% (6)
- Asme 31g y Api 579 PDFDocumento98 páginasAsme 31g y Api 579 PDFCamila Guzmán100% (1)
- Integridad para El Servicio API 579Documento46 páginasIntegridad para El Servicio API 579JOMAGUESAún no hay calificaciones
- Evaluacion de AbolladurasDocumento58 páginasEvaluacion de AbolladurasDaniel BellaAún no hay calificaciones
- Procedimiento Evaluacion Directa - Gaid-IpnDocumento18 páginasProcedimiento Evaluacion Directa - Gaid-IpnLuis UscangaAún no hay calificaciones
- Api 580Documento73 páginasApi 580xavyko2100% (3)
- Curso de Integridad Mecanica en Equipos EstaticosDocumento1 páginaCurso de Integridad Mecanica en Equipos EstaticosLeonardo Chambilla VegaAún no hay calificaciones
- Métodos de Reparaciones en DuctosDocumento51 páginasMétodos de Reparaciones en Ductosdeiiv10100% (3)
- Presentacion API 571Documento53 páginasPresentacion API 571Milton Jose Pino100% (1)
- Curso API 575 (Español)Documento80 páginasCurso API 575 (Español)jose ocana100% (1)
- Procedimientos de Prueba Estándar para La Evaluación de Métodos de Detección de Fugas 1Documento60 páginasProcedimientos de Prueba Estándar para La Evaluación de Métodos de Detección de Fugas 1Mario Ernesto Rivera MendizabalAún no hay calificaciones
- Aplicación Del Estándar API 579 A Un Activo FísicoDocumento12 páginasAplicación Del Estándar API 579 A Un Activo FísicoRodrigoAún no hay calificaciones
- ASME B31 8 TUBERIAS DE TRANSPORTE Y DISTRIBUCION DE GAS 2014 Rollino 2014 PDFDocumento2 páginasASME B31 8 TUBERIAS DE TRANSPORTE Y DISTRIBUCION DE GAS 2014 Rollino 2014 PDFYadir SánchezAún no hay calificaciones
- Mecanismos de Daño Api571Documento55 páginasMecanismos de Daño Api571MiguelBernalAún no hay calificaciones
- Asme b31GDocumento45 páginasAsme b31GJuankgx75% (4)
- Ejercicios Resueoto API 510 - Fondo Blanco - Letras NegrasDocumento11 páginasEjercicios Resueoto API 510 - Fondo Blanco - Letras NegrasCarlos GutiérrezAún no hay calificaciones
- Vida Remanente API 530Documento9 páginasVida Remanente API 530Anonymous rUs4PjYo5Aún no hay calificaciones
- Integridad Mecanica 01Documento20 páginasIntegridad Mecanica 01Amalia Gil Juárez100% (1)
- Mecanismos de Daño Pep Akal C Api 571Documento96 páginasMecanismos de Daño Pep Akal C Api 571luismmon50% (4)
- Presentacion ASME PPC-2-2008 PDFDocumento52 páginasPresentacion ASME PPC-2-2008 PDFAngello Santander PeraltaAún no hay calificaciones
- Presentación API 575Documento70 páginasPresentación API 575labcalor2Aún no hay calificaciones
- Presnt API 653Documento85 páginasPresnt API 653miguelperez198524100% (1)
- Apendice B Api-653 Español PDFDocumento16 páginasApendice B Api-653 Español PDFjeluis100% (2)
- Integridad y Mantenimiento de DuctosDocumento57 páginasIntegridad y Mantenimiento de DuctosManuel100% (1)
- Mecanismos CorrosionDocumento37 páginasMecanismos CorrosionMaría Claudia Rosales ContrerasAún no hay calificaciones
- API579Documento35 páginasAPI579Eduardo Javier Rodriguez Paredes100% (1)
- Presentación API 579Documento32 páginasPresentación API 579ignacio evaristoAún no hay calificaciones
- Calculo de Vida RemanenteDocumento15 páginasCalculo de Vida RemanenteEverardo Valdez GonzalezAún no hay calificaciones
- Memorias Del Codigo API 570Documento120 páginasMemorias Del Codigo API 570donaldoguerreroAún no hay calificaciones
- UT3020-01 R11 ASME B31.3 Ed 2016 Feb 17Documento13 páginasUT3020-01 R11 ASME B31.3 Ed 2016 Feb 17SamuelAún no hay calificaciones
- Modulo 6 Refuerzos de Aberturas Boquillas y Cargas PermisiblesDocumento29 páginasModulo 6 Refuerzos de Aberturas Boquillas y Cargas PermisiblestasingenieriaAún no hay calificaciones
- Ansi B31GDocumento24 páginasAnsi B31GDiego Giovio100% (1)
- Norma B31GDocumento11 páginasNorma B31GJoel Oleas100% (1)
- Api 580 y 581Documento9 páginasApi 580 y 581Dimelsita Lima MurilloAún no hay calificaciones
- Integridad de TuberíasDocumento7 páginasIntegridad de TuberíasFrancisco Valiente100% (1)
- Articulo API 579 Aipm-CD Del Carmen-ComimsaDocumento16 páginasArticulo API 579 Aipm-CD Del Carmen-ComimsaGaldino González SolanoAún no hay calificaciones
- API 570-Código de Inspección de Tubería-Agosto 2003-OK PDFDocumento51 páginasAPI 570-Código de Inspección de Tubería-Agosto 2003-OK PDFmvaldebenitorojas98% (49)
- Presentación Seminario Asme B 31.GDocumento17 páginasPresentación Seminario Asme B 31.Gjhsanchezg100% (1)
- Codigos de Tuberias A PresionDocumento74 páginasCodigos de Tuberias A PresionAdro Blanco50% (2)
- 5 - Evaluacion de DañoDocumento11 páginas5 - Evaluacion de DañoclaudiaAún no hay calificaciones
- Cuestionario FFS API-579Documento5 páginasCuestionario FFS API-579Hernán DazaAún no hay calificaciones
- K062-BVP-CVPUE-CQ-N-PR-007 Procedimiento NDE MÎ Todo LÏ Quidos Penetrantes PDFDocumento39 páginasK062-BVP-CVPUE-CQ-N-PR-007 Procedimiento NDE MÎ Todo LÏ Quidos Penetrantes PDFJosé Luis TolaAún no hay calificaciones
- Asme - Recipientes A Presión de Plástico Reforzados Con FibraDocumento160 páginasAsme - Recipientes A Presión de Plástico Reforzados Con FibraEmilio Jose Andia AbregiAún no hay calificaciones
- API 574 - TraduuciónDocumento36 páginasAPI 574 - TraduuciónFredi Zamora Diaz100% (1)
- Norma B.31.3Documento24 páginasNorma B.31.3Yon Flores AvendañoAún no hay calificaciones
- 1 - MODULO - 1 - API 574. Prácticas de Inspección de Los Componentes Del Sistema de TuberíasDocumento335 páginas1 - MODULO - 1 - API 574. Prácticas de Inspección de Los Componentes Del Sistema de TuberíasJuan Carlos Ramirez100% (4)
- Inspeccion en Intercambiador de CalorDocumento39 páginasInspeccion en Intercambiador de CalorOlga Sandoval RomeroAún no hay calificaciones
- B31 11 PDFDocumento113 páginasB31 11 PDFDANIELVENZUELAA100% (2)
- Procedimiento para Inspección VisualDocumento25 páginasProcedimiento para Inspección VisualOSIIQPGRISAún no hay calificaciones
- 003) Clasificación de Discontinuidades y Codigos y Normas DDocumento113 páginas003) Clasificación de Discontinuidades y Codigos y Normas Dcarlos100% (1)
- Ajuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208De EverandAjuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208Calificación: 4 de 5 estrellas4/5 (1)
- 1 Teoria Fluidos, 1Documento7 páginas1 Teoria Fluidos, 1jmezapAún no hay calificaciones
- Chapter 2. Fluid MechanicsDocumento6 páginasChapter 2. Fluid MechanicsjmezapAún no hay calificaciones
- Teoría de ManómetrosDocumento40 páginasTeoría de ManómetrosVictor PasionAún no hay calificaciones
- Maquinas Termicas Conceptos FundamentalesDocumento8 páginasMaquinas Termicas Conceptos FundamentalesjmezapAún no hay calificaciones
- Chapter 1 MOTT EjerciciosDocumento5 páginasChapter 1 MOTT EjerciciosjmezapAún no hay calificaciones
- Capitulo 2 Robert Mott MEcanica de FluidosDocumento29 páginasCapitulo 2 Robert Mott MEcanica de Fluidosjmezap100% (1)
- Bombas CPH and RNIDocumento1 páginaBombas CPH and RNIjmezapAún no hay calificaciones
- Factores de Conversion ADocumento2 páginasFactores de Conversion AjmezapAún no hay calificaciones
- Cálculos VolumétricosDocumento18 páginasCálculos VolumétricosMilagro Mendoza LAún no hay calificaciones
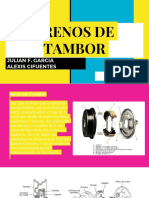
- Frenos de TamborDocumento14 páginasFrenos de TamborJOHAN ALEXIS CIFUENTES CASTROAún no hay calificaciones
- Guía Problemas Semana 06Documento5 páginasGuía Problemas Semana 06Samuel Martinez0% (3)
- NMX J 290 Ance 1999 PDFDocumento126 páginasNMX J 290 Ance 1999 PDFadolfo calzadaAún no hay calificaciones
- Informe 9 Fisica 3Documento13 páginasInforme 9 Fisica 3GustavoCastilloRoque100% (1)
- Flujo Unidad 1Documento6 páginasFlujo Unidad 1Alicia Izquierdo HernandezAún no hay calificaciones
- Variables Que Controlan La Forma y La Pendiente de La Laminación Del ForesetDocumento2 páginasVariables Que Controlan La Forma y La Pendiente de La Laminación Del ForesetChristian Wladimir Romero CondorAún no hay calificaciones
- Elementos de El LaboratorioDocumento24 páginasElementos de El LaboratorioMarco50% (2)
- Matematica III-Integrales Dobles y TriplesDocumento25 páginasMatematica III-Integrales Dobles y Triplesargentina-200950% (4)
- Una Máquina Que Genera Energía A Partir Del Éter - Barcelona Alternativa PDFDocumento3 páginasUna Máquina Que Genera Energía A Partir Del Éter - Barcelona Alternativa PDFnoipcoAún no hay calificaciones
- CONCENTRACIONESDocumento14 páginasCONCENTRACIONESALBERTO_GALVEZAún no hay calificaciones
- Especificaciones Tecnicas - Teja AndinaDocumento10 páginasEspecificaciones Tecnicas - Teja AndinaFaustino Arce GomezAún no hay calificaciones
- Accidente de Transito en MotoDocumento4 páginasAccidente de Transito en MotoLiesel Rozo TorresAún no hay calificaciones
- Trabajo de Fluidos Vasos ComunicantesDocumento3 páginasTrabajo de Fluidos Vasos ComunicantesLUCAS JAVIERAún no hay calificaciones
- Laboratorio de MiscibilidadDocumento8 páginasLaboratorio de MiscibilidadJuanJoseVelasquez100% (1)
- Aleaciones Endurecidas Al Exceder El Límite de SolubilidadDocumento3 páginasAleaciones Endurecidas Al Exceder El Límite de SolubilidadEber Anthony Chambergo UrpequeAún no hay calificaciones
- Guia 4 Razones TrigonométricasDocumento6 páginasGuia 4 Razones TrigonométricasCueva Rodríguez Valeria AndreinaAún no hay calificaciones
- Reporte de Instalacion de Medidor y Mediciones ElectricasDocumento2 páginasReporte de Instalacion de Medidor y Mediciones Electricasbriggit escobarAún no hay calificaciones
- El Gas PerfectoDocumento17 páginasEl Gas PerfectoAgustin ValderramaAún no hay calificaciones
- Guía de Trabajo 1 SolucionesDocumento2 páginasGuía de Trabajo 1 SolucionesViviana Andra Peña TorresAún no hay calificaciones
- American-Catalogo-de-Tuberia Fierro Fundido - (10-8-12) PDFDocumento26 páginasAmerican-Catalogo-de-Tuberia Fierro Fundido - (10-8-12) PDFJesus LopezAún no hay calificaciones
- Pavimentos Flexibles Metodo ShellDocumento72 páginasPavimentos Flexibles Metodo Shellali_bernalAún no hay calificaciones
- Velocidad Del AireDocumento2 páginasVelocidad Del AireAlvaro Chirito MartinezAún no hay calificaciones
- Carga Eléctrica y Sus PropiedadesDocumento27 páginasCarga Eléctrica y Sus PropiedadesYessiAún no hay calificaciones
- TL00805CDocumento0 páginasTL00805CKatty ApoloAún no hay calificaciones
- Activittas Automatismes.Documento8 páginasActivittas Automatismes.arnau de vilanovaAún no hay calificaciones
- LavandaDocumento6 páginasLavandaJosé Miguel Salfate OssesAún no hay calificaciones
- Cornwell, Patricia Daniels Punto de PartidaDocumento236 páginasCornwell, Patricia Daniels Punto de PartidaMaria Noguera Lopez100% (1)
- GRAVIMETRIA Informe FinalaDocumento15 páginasGRAVIMETRIA Informe FinalaJHUCEAún no hay calificaciones
- Ondas en Un Tanque de AguaDocumento4 páginasOndas en Un Tanque de AguadonfisicoAún no hay calificaciones