CORPORACIN MEXICANA DE INVESTIGACIN EN MATERIALES
INTEGRIDAD MECANICA MARINA
Inspeccin Visual a Tuberias de Proceso
FEBRERO 2006
�Inspeccin Visual a Tuberias de Proceso
Introduccin
La inspeccin tiene por objeto conseguir que los defectos en tuberias y soldaduras tengan la calidad suficiente para un buen comportamiento en servicio de acuerdo con
las exigencias para las que han sido proyectadas.
�Inspeccion visual a tuberias de Proceso
OBJETIVO
Es imprescindible poseer una buena agudeza visual por parte del inspector que le permita captar imperfecciones defectos de pequeo tamao, lo que no quiere decir que sean de pequea importancia, pues frecuentemente, los defectos ms graves son los de ms pequeo volumen y los de ms difcil deteccin, como las fisuras o grietas de contraccin.
�Inspeccion visual a tuberias de Proceso
TERMINOLOGIA
DEFECTO INPERFECCION DE MAGNITUD SUFICIENTE QUE GARANTICE EL RECHAZO. DISCONTINUIDAD CAMBIO O ALTERACION EN LA CONFIGURACION FISICA NORMAL DEL OBJETO BAJO INSPECCION CORROSION DETERIORO QUE SUFRE UN METAL CON EL MEDIO QUE LO RODEA, PICADURAS AISLADAS CORROSION PUNTUAL QUE TIENE PROFUNDIDAD, LONGITUD Y FORMA DE CAZUELA. MUESCAS Y RANURAS CAVIDADES HECHAS CON HERRAMIENTAS MECANICAS, DURANTE LA TRANSPORTACION Y/O CONSTRUCCION, LAS CUALES SE PRESENTAN EN LA SUPERFICIE DEL MATERIAL
�Inspeccion visual a tuberias de Proceso
TERMINOLOGIA
SOCAVADOS
LLAMAMOS AS A LAS ACANALADURAS O SURCOS DE MAYOR O MENOR PROFUNDIDAD QUE PUEDEN PRODUCIRSE EN UNO O EN LOS DOS LATERALES DE LA SOLDADURA EN POSICIN INMEDIATAMENTE ADYACENTE A LA MISMA.
POROS
OCASIONALMENTE PUEDEN OBSERVARSE EN LA SUPERFICIE DE CIERTAS SOLDADURAS LA PRESENCIA DE POROS AISLADOS O INCLUSO AGRUPADOS.
IRREGULARIDADES EN LA SUPERFICIE DEL CORDON.
ESTAS IRREGULARIDADES DE LA SUPERFICIE DEL CORDN DE SOLDADURA, QUE DESIGNAMOS COMO AGUAS DEL CORDN PUEDEN SER MS O MENOR UNIFORMES, VARIANDO EN PROFUNDIDAD Y ALTURA EN EL SOBRE ESPESOR DEL CORDN, NO PUEDEN SER CLASIFICADAS PROPIAMENTE COMO DEFECTOS, PUESTO QUE SON PARTE DE LA SOLDADURA. AUNQUE ESTAS IRREGULARIDADES NO AFECTAN A LA INTEGRIDAD DE LA SOLDADURA COMPLETA, SIN EMBARGO, A VECES QUEDAN REGULADAS POR LAS ESPECIFICACIONES DE CIERTOS CDIGOS, EN CUYO CASO SERN DE INSPECCIN.
�Inspeccion visual a tuberias de Proceso
TERMINOLOGIA
DISCONTINUIDADES DE LA PELICULA. SI LA CORROSIN SE PRESENTA EN FORMA DE PUNTOS DE OXIDACIN, SE DEBE A DISCONTINUIDADES DE LA CAPA DEL RECUBRIMIENTO (POROS) MOTIVADAS POR LA MALA CALIDAD DEL MATERIAL, MALA APLICACIN CON PISTOLA DE AIRE, USO DE SOLVENTES INADECUADOS Y FALTA DE FLUIDEZ DEL MATERIAL. AMPOLLAMIENTO EL AMPOLLAMIENTO SE PRESENTA PRINCIPALMENTE EN LOS RECUBRIMIENTOS, CUANDO ESTOS SE ENCUENTRAN EXPUESTOS A AMBIENTES HMEDOS Y LA CONTAMINACIN ENTRE CAPAS, O CUANDO EL RECUBRIMIENTO SECA SUPERFICIALMENTE CON MAYOR RAPIDEZ A LA ESPECIFICADA, POR EL FABRICANTE DEL MATERIAL. CALEO. CONSISTE EN LA FLOTACIN DE POLVO SOBRE LA SUPERFICIE DEL RECUBRIMIENTO, OCASIONADO POR LA DEGRADACIN DE LA RESINA O COMO CONSECUENCIA DE LA ACCIN COMBINADA DE LOS RAYOS SOLARES Y DEL OXGENO. ACABADO ES UNA DISPERSIN RELATIVAMENTE ESTABLE, DE UN PIGMENTO FINAMENTE DIVIDIDO EN UNA SOLUCIN DE UNA RESINA Y ADITIVOS, QUE SE USA PARA PREVENIR LA CORROSIN DE UN METAL POR AISLAMIENTO DEL MEDIO AMBIENTE.
�Inspeccion visual a tuberias de Proceso
TERMINOLOGIA
LA LC tA d CLA CMA CSA CLP CMP CSP FPA BEPA PAME SL SC CE LONGITUD AXIAL LONGITUD CIRCUNFERENCIAL ESPESOR ADYACENTE A LA ZONA DE INSPECCION PROFUNDIDAD DE LA INDICACION CORROSION LIGERA ACTIVA CORROSION MEDIA ACTIVA CORROSION SEVERA ACTIVA CORROSION LIGERA PASIVA CORROSION MEDIA PASIVA CORROSION SEVERA PASIVA FALTA DE PROTECCION ANTICORROSIVA BUEN ESTADO DE PROTECCION ANTICORROSIVA PROTECCION ANTICORROSIVA EN MAL ESTADO SOLDADURA LONGITUDINAL SOLDADURA CIRCUNFERENCIAL CORROSION EXTERNA
�Inspeccion visual a tuberias de Proceso
BIBLIOGRAFIA
ASME B31.G MANUAL FOR DETERMINING THE REMAINING STRENGTH OF CORRODED PIPELINES ANSI/ASME B31.3 PROCESS PIPING 250-64000-IN-217-0001 PROCEDIMIENTO PARA LA EVALUACION DE INTEGRIDAD MECANICA DE RECIPIENTES A PRESION Y LINEAS DE PROCESOPARA EL MANEJO Y PROCESAMIENTO DE HIDROCARBUROS. PEMEX 2.411.01 SISTEMAS DE PROTECCIN ANTICORROSIVA, A BASE DE RECUBRIMIENTOS. PEMEX 4.411.01 RECUBRIMIENTOS PARA PROTECCIN ANTICORROSIVA.
�Inspeccion visual a tuberias de Proceso
EQUIPO Y MATERIAL
VERNIER Y/O PIE DE REY
FLEXOMETRO
�Inspeccion visual a tuberias de Proceso
EQUIPO Y MATERIAL
MEDIDOR DE PROFUNDIDAD DE CARATULA
BRIDGE CAM
�Inspeccion visual a tuberias de Proceso
EQUIPO Y MATERIAL
MATERIAL Y EQUIPO
Calibrador Bridge Cam Vernier Micrometro Camara fotografica Flexmetro Lupa Lampara de manos Espejo Marcadores permanentes y/o crayones de cera Tabla de apoyo
BLOCK DE 5 PASOS
�Inspeccion visual a tuberias de Proceso
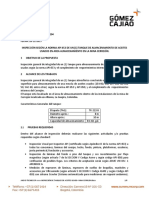
QUEMADA POR ARCO ELECTRICO SIN REFERENCIA DE DATOS
QUEMADA POR ARCO ELECTRICO, ANEXAR: H.T., PLATAFORMA, CIRCUITO, PROFUNDIDAD, ESPESOR ADYACENTE
�Inspeccion visual a tuberias de Proceso
DAO CALIENTE DATOS REALIZADOS CON TINTA NO CORRECTA EN EL CIRCUITO, ESTE CONCEPTO TECNICAMENTE NO ES MENCIONADO EN CODIGOS.
QUEMADA POR ARCO ELECTRICO EN AREA DE CHOQUE DE LA TEE, SE ECUENTRA OBSTRUIDO PARA INSPECCION POR HAZ RECTO
�Inspeccion visual a tuberias de Proceso
MUESTRA DEL COMPORTAMIENTO DE UNA QUEMADA POR ARCO ELECTRICO CERCANA A LA SOLDADURA
VISTA DE 2 INDICACIONES DE QUEMADA POR ARCO ELECTRICO PRESENTANDO CANAL Y MATERIAL DE APORTE (SOLDADURA)
�Inspeccin Visual a Tuberias de proceso
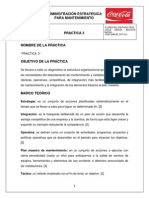
VISTA DE LA CORROSION MEDIA ACTIVA EN EL ELEMENTO
LA BRIDA, ESPARRAGOS, TUERCAS, PRESENTAN CORROSION MEDIA ACTIVA ES IMPORTANTE MONITOREAR EMPAQUES DE UNION Y FALTA DE ESPARRAGOS
�Inspeccin Visual a Tuberias de proceso
CORROSION MEDIA ACTIVA EN CODO, EL CONTRASTE DE LA CORROSION ES DEBIDO A LA CAIDA DEL AGUA (HUMEDAD)
LA CORROSION MEDIA PASIVA, ESTA PRESENTE, SE CONSIDERA PASIVA DEBIDO A SU RECUBRIMIENTO EN BUEN ESTADO
�Inspeccin Visual a Tuberias de proceso
CORROSION SEVERA ACTIVA DEL CARRETE, PRESENTANDO PERDIDA DE MATERIAL ALREDEDOR DE ESTE, SE RECOMIENDA INSPECCIONAR LA SOLDADURA
CORROSION SEVERA ACTIVA EN TUBERIA DE 1 !/2 ES IMPORTANTE CONSIDERAR SI EL ELEMENTO ES ROSCADO O SOLDADO
�Inspeccin Visual a Tuberias de proceso
EL CARRETE PRESENTA CORROSION SEVERA ACTIVA, EN AREA DE SUJECION CON ABRAZADERA EN AREAS OSCURAS CONSIDERAR UNA LAMPARA DE MANO PARA APRECIAR LA INSPECCION
CORROSION SEVERA ACTIVA EN EL ELEMENTO CON PERDIDA DE MATERIAL DE LIMITAR EL AREA DE LA ZONA DAADA
�Inspeccin Visual a Tuberias de proceso
PUNTOS DE SOLDADURA PRESENTANDOSE EN HT:6:00 HRS, SE RECOMIENDA TOMAR ESPESOR ADYACENTE A LA ZONA DE LA INDICACION
LA INDICACION DE PUNTOS DE SOLDADURA PUEDE PRESENTARCE EN DIFERENTES HORARIOS DE LA SOLDADURA ANEXAR SUS DATOS DE LA, LC, ta,d,
�Inspeccin Visual a Tuberias de proceso
MUESTRA DE RESTOS Y/O INCRUSTACIONES METALICAS
MUESTRA DE RESTOS Y/O INCRUSTACIONES METALICAS ANEXAR DATOS DE ACUERDO A LOS PARAMETROS DE INSPECCION VISUAL
�Inspeccin Visual a Tuberias de proceso
VISTA DE CORROSION MEDIA ACTIVA EN ZONA DE CONTACTO DE LA LINEA CON ESTRUCTURA DE LA PLATAFORMA
ZONA DE CONTACTO DEL CARRETE CON ABRAZADERAS DE SUJECION, MUESTRAN TAMBIEN ZONAS DE CORROSION MEDIA ACTIVA
�Inspeccin Visual a Tuberias de proceso
LAS LINEAS AL NO SER PROTEGIDAS POR UN AISLANTE EN ZONAS DE CONTACTO CON LA ESTRUCTURAS OCASIONAN INICIOS DE CORROSION LIGERA ACTIVA
ZONA DE CONTACTO DE LA LINEA CON CORTE DE PLACA ANTIDERRAPANTE E INSTALACION DE RODAPIE, PARA PROTECCION DE LA LINEA
�Inspeccin Visual a Tuberias de proceso
VISTA DE CORROSION LIGERA EN TUBERIA DE 1 , SE CONSIDERA TAMBIEN COMO PROTECCION ANTICORROSIVA EN MAL ESTADO
EN LA TOMA SE APRECIA LA UNION DE CARRETES LA CUAL SUS EXTREMOS SE ENCUENTRAN SOLDADOS
�Inspeccin Visual a Tuberias de proceso
LA INSTALACION DEL WELDOLET SON CONSIDERADOS CARRETES DE ,, , 1 PUEDEN SER SOLDADOS O ROSCADOS, SE MUESTRA UNA CORROSION LIGERA ACTIVA
VISTA DEL CIRCUITO EN DONDE SUS EXTREMOS SON SOLDADOS, CONSIDERAR LA SIMBOLOGIA EN CODO, VALVULA, TUERCA UNION, DIAMETROS, ETC.
�Inspeccin Visual a Tuberias de proceso
CORROSION LIGERA ACTIVA EN LA UNION DE BRIDAS, ES IMPORTANTE VERIFICAR LAS CARAS Y EMPAQUE DE ESTAS, LA FALTA DE ESPARRAGOS
VISTA GENERAL DEL COMPORTAMIENTO DE LA CORROSION LIGERA ACTIVA EN CARRETES
�Inspeccin Visual a Tuberias de proceso
EL AISLAMIENTO TERMICO ES IMPORTANTE MENCIONAR QUE NIVELES COMPLETOS ESTAN PROTEGIDOS, Y LAS CONDICIONES EN QUE SE ENCUENTRAN
LA EVIDENCIA DE FOTOS EN LOS RECUBRIMIENTOS ES IMPORTANTE PARA DEFINIR MEDIDAS A TOMAR EN CASO DE NO TENER COMENTARIOS DENTRO DE LA INSPECCION VISUAL
�Inspeccin Visual a Tuberias de proceso
LA CORROSION MEDIA PASIVA EN ZONAS DE CHOQUE ES IMPORTANTE MENCIONAR DATOS DEL ELEMENTO EN REPORTE DE INSPECCION
MUESTRA GENERAL DE CORROSION MEDIA PASICA SOBRE UN H.T DEL CARRETE, LA FOTO MUESTRA LA EVIDENCIA
�Inspeccin Visual a Tuberias de proceso
LA CORROSION MEDIA PASIVA SE PRESENTA EN AREAS LOCALIZADAS Y CERCANAS A LAS SOLDADURAS
OTRO DE LOS COMPORTAMIENTOS DE CORROSION MEDIA PASIVA ES ALREDEDOR DEL CARRETE
�Inspeccin Visual a Tuberias de proceso
OTRO TIPO DE INDICACION QUE PRESENTAN LAS LINEAS DE PROCESO ES LACORROSION LIGERA PASIVA LOCALIZADA
MUESTRA DE CORROSION LIGERA PASIVA LOCALIZADA EN CARRETE, COMO TODAS LAS INDICACIONES ES IMPORTANTE DETERMINAR TODOS LOS DATOS DE LA INDICACION
�Inspeccin Visual a Tuberias de proceso
LA CORROSION LIGERA PASIVA PUEDE PRESENTARCE ALREDEDOR DEL CARRETE
SE MENCIONA QUE ES CORROSION LIGERA ACTIVA ALREDEDOR DEL CARRETE CUANDO PRESENTA MANCHAS DE CRUDO
�Inspeccin Visual a Tuberias de proceso
Indicaciones que se pueden presentar
CLA EN AREA DE PLACA DE REFUERZO CON BARRENO DE TESTIGO ABIERTO
ES IMPORTANTE QUE LOS EQUIPOS Y EL SISTEMA DE TUBERIA CONSERVEN EN BUEN ESTADO LA INTEGRACION DE ESTOS
�Inspeccin Visual a Tuberias de proceso
Indicaciones que se pueden presentar
ESTA INDICACION EN LA SOLDADURA PRESENTA DESVASTAMIENTO, PUEDE HABER SIDO PARA APLICAR ALGUNA PRUEBA, CHECAR LA, LC,ta, H.T. Etc.
SE MUESTRA LA INDICACION DEL PORO AISLADO EN LA SOLDADURA REALIZAR UN REPORTE TENIENDO LOS DATOS DE d, LA, LC, ta, H.T, ETC
�Inspeccin Visual a Tuberias de proceso
Indicaciones que se pueden presentar
LA SOLDADURA PRESENTADA PUEDE PRODUCIRSE POR UNA TECNICA INCORRECTA DE SOLDADURA O POR UNA INTENCIDAD DE CORRIENTE DEMASIADA BAJA
MUESTRA DE LA PERFORACION DE PARED POSTERIOR EN EL CARRETE ES IMPORTANTE QUE ES TE TIPO DE INDICACIONES SE REPORTEN INMEDIATAMENTE,VER EL TIPO DE FLUIDO QUE MANEJA
�Inspeccin Visual a Tuberias de proceso
Indicaciones que se pueden presentar
ABOLLADURA PRESENTADA POR GOLPE MECANICO, ES IMPORTANTE TENER SUS DATOS DE PROFUNDIDAD ESPESOR EN ZONA SANA, H.T, NIVEL ,LA,LC.
�Inspeccin Visual a Tuberias de proceso
Tipos de Valvulas
VISTA DE UNA VALVULA DE CONTROL
VISTA DE UNA VALVULA MACHO
�Inspeccin Visual a Tuberias de proceso
EL RECUBRIMIENTO PRESENTA ACOCODRILAMIENTO, DEBIDO A VARIOS FACTORES,LA MEZCLA DEL CATALIZADOR NO ADECUADA (PAME)
CON EL TIEMPO EL RECUBRIMIENTO PUEDE PRERSENTAR MAL ESTADO PRESENTANDO ZONAS CALEADAS. DE CORROSION EXTERIOR.(PAME)
�Inspeccin Visual a Tuberias de proceso
LA SOLDADURA REALIZADA EN EL SOPORTE CON LA LINEA PRESENTA SOCAVADO ANEXAR TODOS LOS PARAMETROS DE ACUERDO AL FORMATO DE INSPECCION VISUAL
LOS SOCAVADOS NO SE DAN EN EL MATERIAL BASE DE LA TUBERIA ESTOS SE PRESENTAN EN LOS EXTREMOS DE CUALQUIER SOLDADURA REALIZADA. (VISTA DE UNA DE QUEMADA POR ARCO)
�Inspeccin Visual a Tuberias de proceso
VISTA DEL RECUBRIMIENTO EN MAL ESTADO DEBIDO A LA HUMEDAD (CAIDA DE AGUA)
MUESTRA DEL RECUBRIMIENTO EN MAL ESTADO, PRESENTANDO ZONAS DE CORROSION EXTERIOR EN TODO EL CIRCUITO
�Inspeccin Visual a Tuberias de proceso
LA FALTA DE RECUBRIMIENTO EN LOS ELEMENTOS DEL CIRCUITO VAN OCASIONANDO CORROSION EXTERIOR EN LAS SOLDADURAS
LOS ELEMENTOS DEL CIRCUITO AUNQUE ESTEN PROTEGIDOS CON RA-26 SE PUEDE PRESENTAR CORROSION EN SUS SOLDADURAS, DEPENDIENDO DE LA ZONA DONDE SE ENCUENTREN
�Inspeccin Visual a Tuberias de proceso
Medicin de Espesores
TOMA DE ESPESOR EN ZONA DAADA DE CORROSION MEDIA ACTIVA
�Inspeccin Visual a Tuberias de proceso
Areas de obstruccin (Medicin de Espesores)
EL ELEMENTO NO SE PUEDE INSPECCIONAR DEBIDO A OBSTRUCCION DE PARRILLA MENCIONAR LOS NIVELES Y TOMAR FOTOS DE EVIDENCIA.
E l e
LAS REJILLAS IRVING PEGADAS A TUBERIAS OCASIONAN DE IGUAL FORMA NIVELES INACCESIBLES PARA LA MEDICION DE ESPESORES
�Inspeccin Visual a Tuberias de proceso
Nivel Inaccesible y Diferente Nivel (Medicin de Espesores)
LOS NIPLES QUE SE ENCUENTREN EN HT:6.00HRS, EN LOS CARRETES SOBRE AREAS INACCESIBLES SON NIVELES NO INSPECCIONADOS
E l e
LOS CIRCUITOS ALGUNOS PRESENTAN DIFERENCIA DE NIVEL EN LA PLATAFORMA SE RECOMIENDA ANEXAR LA SIMBOLOGIA EN LOS LEVANTAMIENTOS
�Inspeccin Visual a Tuberias de proceso
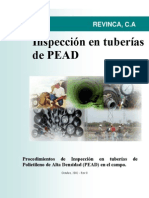
EJEMPLO DE VERIFICACION DE RECUBRIMIENTOS
PEINE DE RANURAS PARA MEDIR LA ADHERENCIA DEL RECUBRIMIENTO
E l e
�CORPORACIN MEXICANA DE INVESTIGACIN EN MATERIALES
Area de Integridad Mecnica Marina