También podría gustarte
- Mejora de métodos y tiempos de fabricaciónDe EverandMejora de métodos y tiempos de fabricaciónCalificación: 5 de 5 estrellas5/5 (2)
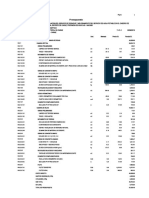
- Presupuesto Pozo SepticoDocumento2 páginasPresupuesto Pozo Septicodeivy andagua ramirez100% (4)
- Actividad 1Documento3 páginasActividad 1anaAún no hay calificaciones
- 4.1, 4.2 Unidad 4Documento18 páginas4.1, 4.2 Unidad 4Miguel Papel Mache PapeleríaAún no hay calificaciones
- Sciu-163 - Actividad Entregable - 001 Luis Fernando Capacoila CopaDocumento4 páginasSciu-163 - Actividad Entregable - 001 Luis Fernando Capacoila CopaFernando Capacoila75% (12)
- 16 Perdidas e Indices de MttoDocumento10 páginas16 Perdidas e Indices de MttoRodriguez Millan100% (1)
- Monografia de OeeDocumento11 páginasMonografia de OeeAnibal Miranda GarzonAún no hay calificaciones
- Uso Del Comando ATTRIBDocumento5 páginasUso Del Comando ATTRIBJohanbert Mosquera100% (2)
- 6 Grandes Perdidas en Procesos de ManufacturaDocumento4 páginas6 Grandes Perdidas en Procesos de ManufacturaJulio RodríguezAún no hay calificaciones
- 6 Grandes PerdidasDocumento4 páginas6 Grandes PerdidasIvan MaldonadoAún no hay calificaciones
- DOC-20240503-WA0043.Documento5 páginasDOC-20240503-WA0043.albertovidalmorales2Aún no hay calificaciones
- Las 6 Grandes Perdidas Del Mantenimiento Productivo TotalDocumento5 páginasLas 6 Grandes Perdidas Del Mantenimiento Productivo TotalJavier ArceAún no hay calificaciones
- Las Seis Grandes PerdidasDocumento3 páginasLas Seis Grandes PerdidasPablo CastilloAún no hay calificaciones
- Sistemas de Mantenimiento Productivo Total TPMDocumento16 páginasSistemas de Mantenimiento Productivo Total TPMMiguel Ángel Rosas GalindoAún no hay calificaciones
- Las Seis Grandes Pérdidas de La Conservación - Castro MedinaDocumento6 páginasLas Seis Grandes Pérdidas de La Conservación - Castro MedinaValeria Fernanda Castro MedinaAún no hay calificaciones
- Actividad 4.2 - Investigación de Las 6 Grandes PérdidasDocumento4 páginasActividad 4.2 - Investigación de Las 6 Grandes PérdidasErick GaytanAún no hay calificaciones
- Investigacion MPTDocumento9 páginasInvestigacion MPTJorge Martínez BarriosAún no hay calificaciones
- Adm 2022-1 Equipo2 Unidad-4Documento15 páginasAdm 2022-1 Equipo2 Unidad-4Israel Arenas IslasAún no hay calificaciones
- Ef9 - Investigación Documental TRLCDocumento7 páginasEf9 - Investigación Documental TRLCEdith RuizAún no hay calificaciones
- 6 Grandes PerdidasDocumento8 páginas6 Grandes PerdidasHilary TrejoAún no hay calificaciones
- Opl OeeDocumento1 páginaOpl OeeemersonmarquezveAún no hay calificaciones
- Punto de Partida Del TPMDocumento11 páginasPunto de Partida Del TPMDarren DurandAún no hay calificaciones
- 23/03/2024 Ing. Jorge E. Gamarra Tolentino 1Documento18 páginas23/03/2024 Ing. Jorge E. Gamarra Tolentino 1crisfe839Aún no hay calificaciones
- Inv. ReneDocumento28 páginasInv. ReneCASANDRA PEÑAAún no hay calificaciones
- 6 Grandes PérdidasDocumento4 páginas6 Grandes PérdidasManuel AG50% (2)
- Unidad 7 Tecnicas y Folosofias de Mantenimiento (TPM y RCM)Documento69 páginasUnidad 7 Tecnicas y Folosofias de Mantenimiento (TPM y RCM)Nicholas SmithAún no hay calificaciones
- Administracion Del Mantenimiento Unidad 2.Documento8 páginasAdministracion Del Mantenimiento Unidad 2.Sebastián PeredaAún no hay calificaciones
- Caracteristicas de Las 6 Grandes PerdidasDocumento4 páginasCaracteristicas de Las 6 Grandes PerdidasblancaAún no hay calificaciones
- Las Seis Grandes PérdidasDocumento8 páginasLas Seis Grandes PérdidasCharlie Prado100% (1)
- Instituto de Superior Tecnologico Privado Mario Samame BoggioDocumento9 páginasInstituto de Superior Tecnologico Privado Mario Samame BoggiocliverAún no hay calificaciones
- Oee 2016 PresentacionDocumento22 páginasOee 2016 PresentacionMeguy CardonaAún no hay calificaciones
- 4.1 TPM (2)Documento25 páginas4.1 TPM (2)Lizbeth Vazquez PeraltaAún no hay calificaciones
- OEE Grandes FallasDocumento8 páginasOEE Grandes FallasEmir Arturo Aguilar RodríguezAún no hay calificaciones
- Las Seis Grandes PérdidasDocumento3 páginasLas Seis Grandes PérdidasLiliana TovarAún no hay calificaciones
- PerdidasDocumento11 páginasPerdidasWenceslao Galvan GuzmanAún no hay calificaciones
- Seis Grandes Pérdidas Del OEEDocumento5 páginasSeis Grandes Pérdidas Del OEEGeovany MalignoAún no hay calificaciones
- Parte 2Documento34 páginasParte 2Jacqueline Orozco HernandezAún no hay calificaciones
- Unidad 4Documento5 páginasUnidad 4Cesar PalacioAún no hay calificaciones
- Las 6 Grandes PérdidasDocumento78 páginasLas 6 Grandes PérdidasFernando Paez MendizabalAún no hay calificaciones
- Sistemas de Mantenimiento Productivo-Equipo 2Documento79 páginasSistemas de Mantenimiento Productivo-Equipo 2Alejandra MtAún no hay calificaciones
- Martes 14Documento56 páginasMartes 14juan llaguelAún no hay calificaciones
- Qué Es El OEEDocumento15 páginasQué Es El OEEGrupo ZarattiniAún no hay calificaciones
- MTO.A-4.2-Reyes Vazquez Damaris Yamilet-Agrupación6GrandesPerdidasDocumento3 páginasMTO.A-4.2-Reyes Vazquez Damaris Yamilet-Agrupación6GrandesPerdidasDV ReyesAún no hay calificaciones
- Sistemas de Mantenimiento Productivo Total (MPT)Documento28 páginasSistemas de Mantenimiento Productivo Total (MPT)Luz Gabriela Romo Manzano100% (1)
- Definicion Del MTPDocumento13 páginasDefinicion Del MTPAngel Guzmán RamosAún no hay calificaciones
- 3.2 Las 6 Grandes PerdidasDocumento17 páginas3.2 Las 6 Grandes PerdidasNeo Hernandez Lopez100% (1)
- FMEADocumento13 páginasFMEADaniela Alarcón CamachoAún no hay calificaciones
- UNIDAD IV. Administración de ManenimientoDocumento49 páginasUNIDAD IV. Administración de ManenimientoEvelyn CamposAún no hay calificaciones
- Unidad 4 MantenimientoDocumento44 páginasUnidad 4 MantenimientoJUAN CARLOS MARTINEZAún no hay calificaciones
- S11.s1 - Aplicar Un Caso Práctico para Disminuir Pérdidas en Una Empresa y Elevar Su ProductividadDocumento4 páginasS11.s1 - Aplicar Un Caso Práctico para Disminuir Pérdidas en Una Empresa y Elevar Su ProductividadCieloAún no hay calificaciones
- Actividad 4 MtoDocumento6 páginasActividad 4 MtoJairo ArgumedoAún no hay calificaciones
- Unidad 4 y 5 MantenimientoDocumento13 páginasUnidad 4 y 5 MantenimientoMitzury Sanz100% (2)
- Cuestionario TPMDocumento9 páginasCuestionario TPMDTKAún no hay calificaciones
- Mantenimiento Productivo TotalDocumento23 páginasMantenimiento Productivo TotalSixto MurciaAún no hay calificaciones
- 1° Pregunta Tarea 03 TPMDocumento8 páginas1° Pregunta Tarea 03 TPMjose antonio roman gutierrez0% (1)
- 4 1 4 2 TPM y Las 6 Grandes PerdidasDocumento29 páginas4 1 4 2 TPM y Las 6 Grandes PerdidasJoseph AlarconAún no hay calificaciones
- 4.2 Las 6 Grandes Perdidas y 4.3 Efectividad Global Del EquipoDocumento18 páginas4.2 Las 6 Grandes Perdidas y 4.3 Efectividad Global Del EquipoDaniel RivasAún no hay calificaciones
- TPM Mandos MediosDocumento156 páginasTPM Mandos MediosJefferson Vargas Bellido100% (1)
- Las Seis Grandes Pérdidas en El Proceso de ProducciónDocumento5 páginasLas Seis Grandes Pérdidas en El Proceso de ProducciónBryan ShavershianAún no hay calificaciones
- Introducción MPTDocumento4 páginasIntroducción MPTNatalie Ticona Peralta100% (1)
- UF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialDe EverandUF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialCalificación: 1 de 5 estrellas1/5 (1)
- UF1444 - Organización de las intervenciones necesarias para el mantenimiento de las instalaciones eléctricas en el entorno de edificiosDe EverandUF1444 - Organización de las intervenciones necesarias para el mantenimiento de las instalaciones eléctricas en el entorno de edificiosAún no hay calificaciones
- UF0163 - Mantenimiento básico de instalacionesDe EverandUF0163 - Mantenimiento básico de instalacionesAún no hay calificaciones
- Cálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209De EverandCálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209Calificación: 5 de 5 estrellas5/5 (1)
- Carta AntropometricaDocumento7 páginasCarta Antropometricabertohhh3312Aún no hay calificaciones
- P3 C3 Estudio de Tiempos para El Balanceo de LíneasDocumento3 páginasP3 C3 Estudio de Tiempos para El Balanceo de Líneasbertohhh3312Aún no hay calificaciones
- P3 C3 Estudio de Tiempos para El Balanceo de LíneasDocumento5 páginasP3 C3 Estudio de Tiempos para El Balanceo de Líneasbertohhh3312Aún no hay calificaciones
- Investigacion MarkovDocumento5 páginasInvestigacion Markovbertohhh3312Aún no hay calificaciones
- REPORTE ESTANCIA - Carla PuonDocumento11 páginasREPORTE ESTANCIA - Carla PuonCarla PuonAún no hay calificaciones
- Cot - 2020-00476-GPS Submetrico Zeno 20Documento2 páginasCot - 2020-00476-GPS Submetrico Zeno 20Elfren Ramos PalominoAún no hay calificaciones
- Formato de Planeacion de Enseñanza A DistanciaDocumento25 páginasFormato de Planeacion de Enseñanza A DistanciaTeodoro GuerreroAún no hay calificaciones
- Pedro Casta/Eda Alvarado: Formato para Pago de Cuotas Obrero Patronales, Aportaciones Y AmortizacionesDocumento1 páginaPedro Casta/Eda Alvarado: Formato para Pago de Cuotas Obrero Patronales, Aportaciones Y AmortizacionesAntonio De los RíosAún no hay calificaciones
- Gsi PC 05Documento5 páginasGsi PC 05CarolinaAún no hay calificaciones
- Métricas de CalidadDocumento5 páginasMétricas de Calidadraul andres contreras ortizAún no hay calificaciones
- PROYECTO FCT 2021 (Denisse Suárez)Documento7 páginasPROYECTO FCT 2021 (Denisse Suárez)maac.anchunAún no hay calificaciones
- TDR 20231216 162302 137Documento6 páginasTDR 20231216 162302 13740772655Aún no hay calificaciones
- Proyecto para Quemar en CD AvizaDocumento83 páginasProyecto para Quemar en CD AvizaBňķěhť Vîćêňťè ČŕûžAún no hay calificaciones
- Objetivos y Alcance de AuditoriaDocumento18 páginasObjetivos y Alcance de AuditoriacristianAún no hay calificaciones
- Fundamentos de Bases de Datos: Unidad IIDocumento1 páginaFundamentos de Bases de Datos: Unidad IIStarmeme 0w0Aún no hay calificaciones
- AG400 Rev 10-19 Planilla de Solicitud de Agentes BGIDocumento2 páginasAG400 Rev 10-19 Planilla de Solicitud de Agentes BGIasumigAún no hay calificaciones
- Capítulo 07 Entropía - ProblemasDocumento2 páginasCapítulo 07 Entropía - ProblemasVega Terry HenryAún no hay calificaciones
- Especialista de Atencion Al UsuarioDocumento4 páginasEspecialista de Atencion Al UsuarioJONEL NEYRA SUAREZAún no hay calificaciones
- Eeid Eeid-324 TrabajofinalDocumento3 páginasEeid Eeid-324 TrabajofinalCarlos CarbajalAún no hay calificaciones
- Diseño 3Documento1 páginaDiseño 3manuelAún no hay calificaciones
- Guia Ludica Las Aventuras de Tom SawyerDocumento6 páginasGuia Ludica Las Aventuras de Tom SawyergUICEYE pATRICIA lEZCANO GALLOAún no hay calificaciones
- Ficha Tecnica Phalsol PH 84Documento2 páginasFicha Tecnica Phalsol PH 84Cristian SanguinoAún no hay calificaciones
- CENTRO DE VIDA CHIGORODO para EnviarDocumento5 páginasCENTRO DE VIDA CHIGORODO para EnviarAlejandra Barrios RamosAún no hay calificaciones
- Tipos de Inteligencia ArtificialDocumento72 páginasTipos de Inteligencia ArtificialEdAún no hay calificaciones
- Trabajo FinalDocumento29 páginasTrabajo FinalgabrielAún no hay calificaciones
- S2 Tarea (30-09)Documento2 páginasS2 Tarea (30-09)Katherine FariasAún no hay calificaciones
- Syllabus de Curso Pensamiento de SistemasDocumento10 páginasSyllabus de Curso Pensamiento de SistemasJhoan Manuel Campos ViasusAún no hay calificaciones
- Retratos Policiales Compuestos - 6765-19015-2-PB PDFDocumento13 páginasRetratos Policiales Compuestos - 6765-19015-2-PB PDFRodrigo AlcocerAún no hay calificaciones
- UntitledDocumento26 páginasUntitledJennifer Cantero ConchaAún no hay calificaciones
- Investigacion de Liquidos de FrenoDocumento3 páginasInvestigacion de Liquidos de FrenoMitch SchifferAún no hay calificaciones