También podría gustarte
- PQR FormatoDocumento2 páginasPQR Formatoerboal100% (2)
- WPS Aws D1.1-10Documento1 páginaWPS Aws D1.1-10AlxNelSonCarrascoAraucoAún no hay calificaciones
- 3 Formato Inspección de TorqueDocumento1 página3 Formato Inspección de TorqueVane Pedraza100% (2)
- Aws d1.1 Wps Xyz 0Documento5 páginasAws d1.1 Wps Xyz 0Pablo García PeñaAún no hay calificaciones
- F-Asc-003.12 Registro de Calificacion de Procedimiento de Soldadura (PQR)Documento2 páginasF-Asc-003.12 Registro de Calificacion de Procedimiento de Soldadura (PQR)C47050500100% (1)
- WPS-PrecalificadosDocumento13 páginasWPS-PrecalificadosGerardoYanez50% (2)
- Calificación Paso A Paso Del Soldador D1.1 - 2020 SMAW 3GDocumento17 páginasCalificación Paso A Paso Del Soldador D1.1 - 2020 SMAW 3GSneider PalaciosAún no hay calificaciones
- Inspeccion Visual en SoldaduraDocumento8 páginasInspeccion Visual en SoldadurajoseAún no hay calificaciones
- PQR Tam 1309 OhDocumento2 páginasPQR Tam 1309 OhGerardoYanezAún no hay calificaciones
- WPS 001Documento4 páginasWPS 001Atilio BarriosAún no hay calificaciones
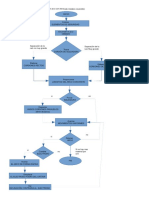
- Diagramas de Flujo SoldadurasDocumento3 páginasDiagramas de Flujo SoldadurasJohan salamanca100% (1)
- Especificación Del WPSDocumento4 páginasEspecificación Del WPSJuan ChapacaAún no hay calificaciones
- PQR HojaDocumento2 páginasPQR Hojacarlos caiza100% (1)
- Registro de Calificacion de Soldador (QW - 484) : Posición en Tecnasic S.A.: Control de CalidadDocumento3 páginasRegistro de Calificacion de Soldador (QW - 484) : Posición en Tecnasic S.A.: Control de CalidadAnonymous dDQyO0vAún no hay calificaciones
- Wps SmawDocumento1 páginaWps SmawrobertAún no hay calificaciones
- Cert. Soldadura 7-18Documento1 páginaCert. Soldadura 7-18Barbosa Rubens Jr.Aún no hay calificaciones
- Hoja Wps Soldadura 2019Documento2 páginasHoja Wps Soldadura 2019DanielGodoyAún no hay calificaciones
- Soldadura-Calificación de Los Procesos PDFDocumento135 páginasSoldadura-Calificación de Los Procesos PDFMauricio Carestia100% (1)
- Wps-35 Fcaw-G Aws d1.1 2020Documento1 páginaWps-35 Fcaw-G Aws d1.1 2020MA RCasasAún no hay calificaciones
- Capacitación CORTE Y SOLDADURADocumento88 páginasCapacitación CORTE Y SOLDADURACósmico MXAún no hay calificaciones
- WPS FormatoDocumento1 páginaWPS FormatoAlftigre TovarAún no hay calificaciones
- Fopemec 024Documento1 páginaFopemec 024Luis Enciso M.Aún no hay calificaciones
- FormatoDocumento2 páginasFormatoGerardoYanezAún no hay calificaciones
- Calificacion Mauricio Gatica Estampa 32Documento1 páginaCalificacion Mauricio Gatica Estampa 32matias vargas apablazaAún no hay calificaciones
- Formato WPS A DiligenciarDocumento1 páginaFormato WPS A Diligenciarpaula andrea silva aguilarAún no hay calificaciones
- TraducidoDocumento4 páginasTraducidocarlos aquinoAún no hay calificaciones
- 7 Registro de Homologacion Del Soldador Jorge Luis 1 PDFDocumento2 páginas7 Registro de Homologacion Del Soldador Jorge Luis 1 PDFMayra Roman HurtadoAún no hay calificaciones
- Formato de Inspección VisualDocumento1 páginaFormato de Inspección VisualAnalista Control de CalidadAún no hay calificaciones
- Formato de Especificaciones Soldadura WPSDocumento4 páginasFormato de Especificaciones Soldadura WPSJose LlainAún no hay calificaciones
- Reg Calif de Soldadores VSFDocumento1 páginaReg Calif de Soldadores VSFDavid LopezAún no hay calificaciones
- 003-3-2 Procedimiento de Soldadura - WPS 2 - CELSADocumento1 página003-3-2 Procedimiento de Soldadura - WPS 2 - CELSARichardAún no hay calificaciones
- Control 5 - ADocumento1 páginaControl 5 - AAnonymous dDQyO0vAún no hay calificaciones
- Tecprecol ProcedimientoDocumento2 páginasTecprecol ProcedimientoYorlandAún no hay calificaciones
- Wa0001.Documento2 páginasWa0001.alberto collazoAún no hay calificaciones
- Cypma-Wptr-042-22 Yamir Zetina RamosDocumento4 páginasCypma-Wptr-042-22 Yamir Zetina RamoscarlosAún no hay calificaciones
- Hintek Precalificados (2) - 18 - Oct - 2022-151251Documento3 páginasHintek Precalificados (2) - 18 - Oct - 2022-151251vg chileAún no hay calificaciones
- Cypma-Wptr-036-22 Yamir Zetina RamosDocumento4 páginasCypma-Wptr-036-22 Yamir Zetina RamoscarlosAún no hay calificaciones
- Formato Calificacion de ProcedimientoDocumento3 páginasFormato Calificacion de ProcedimientoJose Miguel GarciaAún no hay calificaciones
- WPS Tecsup 3GDocumento1 páginaWPS Tecsup 3Gariel.melgarAún no hay calificaciones
- WPS-3g (A-36) ESPECIFICACION DE PROCEDIMIENTO (8) - 240315 - 170608Documento3 páginasWPS-3g (A-36) ESPECIFICACION DE PROCEDIMIENTO (8) - 240315 - 170608ffffgjchchjAún no hay calificaciones
- W-14 SPC-002Documento1 páginaW-14 SPC-002danielAún no hay calificaciones
- PQR Tam 1309 HDocumento2 páginasPQR Tam 1309 HGerardoYanezAún no hay calificaciones
- Ejerc.1 WPS.1Documento2 páginasEjerc.1 WPS.1Andres MelianAún no hay calificaciones
- WPS Smaw 1-1-F-5-EmcDocumento1 páginaWPS Smaw 1-1-F-5-EmcGINNA MARCELA PULIDO GRANADOSAún no hay calificaciones
- Elaboración de WPSS, Pqrs y WPQ para La Empresa Chía Peñalosa Ingeniería-44-45Documento2 páginasElaboración de WPSS, Pqrs y WPQ para La Empresa Chía Peñalosa Ingeniería-44-45Tita AstudilloAún no hay calificaciones
- F-Asc-003.10 Especificaciones de Procedimiento de Soldadura (WPS)Documento2 páginasF-Asc-003.10 Especificaciones de Procedimiento de Soldadura (WPS)C47050500Aún no hay calificaciones
- Alejandro Pereira Camus ASMEDocumento1 páginaAlejandro Pereira Camus ASMEGerardoYanezAún no hay calificaciones
- Calificacion de Soldadores D1.1Documento54 páginasCalificacion de Soldadores D1.1Sanka Flores Jesus AngelAún no hay calificaciones
- PDF Wps de Soldadura - CompressDocumento14 páginasPDF Wps de Soldadura - CompressJose Miguel Sarmiento GarciaAún no hay calificaciones
- 003-3-1 Procedimiento de Soldadura - WPS 1 - CELSADocumento1 página003-3-1 Procedimiento de Soldadura - WPS 1 - CELSARichardAún no hay calificaciones
- Evidencia 3 Formato Wps de SoldaduraDocumento6 páginasEvidencia 3 Formato Wps de SoldaduraCrisney BonillaAún no hay calificaciones
- Reporte de Inspeccion VisualDocumento1 páginaReporte de Inspeccion VisualJOSE ARMANDO FLOREZ DE LA OSSAAún no hay calificaciones
- S Tal Mag Gen PNG For 0017 - 00Documento1 páginaS Tal Mag Gen PNG For 0017 - 00Tapiav PilarAún no hay calificaciones
- Formato WPSDocumento1 páginaFormato WPSmarco antonio vilchez valdiviezoAún no hay calificaciones
- TAMA2-39-YG - NM-ICISAQ-0002 Rev00 Proc WPS 0801-GT-001Documento8 páginasTAMA2-39-YG - NM-ICISAQ-0002 Rev00 Proc WPS 0801-GT-001alexis morales espinozaAún no hay calificaciones
- F SGSST 58 Preoperacional TaladroDocumento2 páginasF SGSST 58 Preoperacional TaladroCarlos ContrerasAún no hay calificaciones
- 3 WPS PDFDocumento2 páginas3 WPS PDFOscar Cesar Hernandez MedinaAún no hay calificaciones
- Formato WpsDocumento3 páginasFormato WpsEdwin HernandezAún no hay calificaciones
- WPSDocumento1 páginaWPSJuan Diego CarvajalAún no hay calificaciones
- Evidencia. #2 Codigo y Normas de La SoldaduraDocumento8 páginasEvidencia. #2 Codigo y Normas de La SoldaduraMaria Luisa Correa GarciaAún no hay calificaciones
- Documento WPSDocumento6 páginasDocumento WPSJulio Rodriguez PerezAún no hay calificaciones
- PQR Asme IxDocumento1 páginaPQR Asme IxEDEN GONZALEZAún no hay calificaciones
- PQR 1Documento1 páginaPQR 1Henry GonzalezAún no hay calificaciones
- JJVC Placa AcDocumento1 páginaJJVC Placa AcMarcos Octavio Lara EspinoAún no hay calificaciones
- Soldador CalificadoDocumento1 páginaSoldador CalificadoFelix BoyerAún no hay calificaciones
- Material JB - 1Documento2 páginasMaterial JB - 1Barbosa Rubens Jr.Aún no hay calificaciones
- Insp. Visual JTDocumento2 páginasInsp. Visual JTBarbosa Rubens Jr.Aún no hay calificaciones
- Certificados Lote-1Documento4 páginasCertificados Lote-1Barbosa Rubens Jr.Aún no hay calificaciones
- Diagramas 2Documento19 páginasDiagramas 2Eduardo LLERENA LOPEZAún no hay calificaciones
- Memoria de Calculo UnionesDocumento51 páginasMemoria de Calculo Unionesmartine.ckarrillohAún no hay calificaciones
- Analisis de Señalizacion y Seguridad VialDocumento12 páginasAnalisis de Señalizacion y Seguridad ViallgonzalesuAún no hay calificaciones
- 2.3 Tipos Unión y Sold - C6 ASME IX - PARTE 4 SimplificadoDocumento52 páginas2.3 Tipos Unión y Sold - C6 ASME IX - PARTE 4 SimplificadoPedro MendozaAún no hay calificaciones
- Formatos de Soldadura WPS PQR WPQDocumento15 páginasFormatos de Soldadura WPS PQR WPQdanylow79Aún no hay calificaciones
- CalefacciónDocumento8 páginasCalefacciónSam MuñozAún no hay calificaciones
- Fabricacion Soporte A Muro Montaje Escalerilla CorreasDocumento5 páginasFabricacion Soporte A Muro Montaje Escalerilla CorreasMario Ignacio Gonzalez OrellanaAún no hay calificaciones
- Acero AISI 1018Documento5 páginasAcero AISI 1018Rogerd GonzalezAún no hay calificaciones
- Supermig 580 230-400VDocumento1 páginaSupermig 580 230-400Vcamelod555Aún no hay calificaciones
- Estructuras: Techo Liviano: Detalle de Vigas Principales P-1 en Eje 3-3Documento1 páginaEstructuras: Techo Liviano: Detalle de Vigas Principales P-1 en Eje 3-3Paola Alejandra Nuñez CarrascoAún no hay calificaciones
- Pablo Gonzales Blanco 2Documento2 páginasPablo Gonzales Blanco 2Carlos Lluen AquinoAún no hay calificaciones
- El ABC de La Soldadura Por Arco - CENTRO EDUCACIONAL - KOBELCO - KOBE STEEL, LTD.Documento3 páginasEl ABC de La Soldadura Por Arco - CENTRO EDUCACIONAL - KOBELCO - KOBE STEEL, LTD.edixon garciaAún no hay calificaciones
- Proceso de Ensamble Soldadura Con RobotDocumento2 páginasProceso de Ensamble Soldadura Con RobotIvan AlvarezAún no hay calificaciones
- Posicion 1GDocumento1 páginaPosicion 1GJohny Raf0% (1)
- TFC-WPS-RUDEL-014-13 SA - 213 T12 PN4 - UnlockedDocumento2 páginasTFC-WPS-RUDEL-014-13 SA - 213 T12 PN4 - UnlockedsergioAún no hay calificaciones
- Reporte Diario de Equipos y Componentes Por Trabajos de Soldadura - 2019!07!04 22-42-49Documento3 páginasReporte Diario de Equipos y Componentes Por Trabajos de Soldadura - 2019!07!04 22-42-49XTREME_10Aún no hay calificaciones
- Calculo Saw r97Documento4 páginasCalculo Saw r97Sergio TorreblancaAún no hay calificaciones
- Jaspe Project S.A.C - JP-M-PR-001 - Procedimiento de SoldaduraDocumento7 páginasJaspe Project S.A.C - JP-M-PR-001 - Procedimiento de SoldaduraDaniel Lino GutierrezAún no hay calificaciones
- GMF 200 HF Pdf1 - Maquina SoldarDocumento1 páginaGMF 200 HF Pdf1 - Maquina SoldarcristhoferAún no hay calificaciones
- Práctica 4-Smaw Soldadura 2018Documento6 páginasPráctica 4-Smaw Soldadura 2018Gabo RodríguezAún no hay calificaciones
- PETS-EH-MT-035 HABILITADO DE MATERIALES para RevisiónDocumento4 páginasPETS-EH-MT-035 HABILITADO DE MATERIALES para RevisiónMarcoAún no hay calificaciones
- Evaluacion Practica para RellenarDocumento2 páginasEvaluacion Practica para Rellenarhector100% (1)
- Informe WPQDocumento11 páginasInforme WPQMarcos Sebastián MartinezAún no hay calificaciones
- 200140-CCC07-031-01-PL-AR-000007 Plano Arquitectónico de Detalles de Cerco PerimétricoDocumento1 página200140-CCC07-031-01-PL-AR-000007 Plano Arquitectónico de Detalles de Cerco PerimétricoConstructora BalderaAún no hay calificaciones
- SaldaduraDocumento14 páginasSaldaduraEmilio Cardenas JuarezAún no hay calificaciones