También podría gustarte
- Wps de SoldaduraDocumento1 páginaWps de SoldaduraDuberlis Ledesmas ArroyoAún no hay calificaciones
- WPS - 170-20 - Smaw-Precalificado para Calificacion de Soldador-1Documento1 páginaWPS - 170-20 - Smaw-Precalificado para Calificacion de Soldador-1antony bolivar100% (3)
- Ccallo Chacon Milagros WPSDocumento3 páginasCcallo Chacon Milagros WPSpollito_190100% (2)
- WPS Aws D1.1-10Documento1 páginaWPS Aws D1.1-10AlxNelSonCarrascoAraucoAún no hay calificaciones
- WPS Aws D1.1 Placa 3GDocumento1 páginaWPS Aws D1.1 Placa 3GQAQC 238100% (2)
- WPS - 11 - Rev 0 - GMAWDocumento1 páginaWPS - 11 - Rev 0 - GMAWIngenieria SuministroAún no hay calificaciones
- WPS Gmaw Acc 001Documento3 páginasWPS Gmaw Acc 001Wilians Rosales Chavez100% (1)
- Wps Calificado Sia Aws d1.2Documento3 páginasWps Calificado Sia Aws d1.2Janet Jacqueline Alvarez Chiara100% (2)
- PQR de SoldaduraDocumento1 páginaPQR de SoldaduraMateo AgudeloAún no hay calificaciones
- .002.1. - Wps-Reparación FiltDocumento1 página.002.1. - Wps-Reparación FiltLuis SotoAún no hay calificaciones
- WPS 025Documento7 páginasWPS 025Omar MorenoAún no hay calificaciones
- PQR PracticaDocumento3 páginasPQR PracticaWilians Rosales Chavez100% (2)
- Wps-35 Fcaw-G Aws d1.1 2020Documento1 páginaWps-35 Fcaw-G Aws d1.1 2020MA RCasasAún no hay calificaciones
- 01-BROCHURE Version LigeraDocumento10 páginas01-BROCHURE Version LigeraPercyRojasAún no hay calificaciones
- WPS D1.1-003-FacwDocumento1 páginaWPS D1.1-003-FacwKevin GonzalesAún no hay calificaciones
- Especificaciones Tecnicas Operación y Mantenimiento para La Planta de Amoniaco y Urea PDFDocumento82 páginasEspecificaciones Tecnicas Operación y Mantenimiento para La Planta de Amoniaco y Urea PDFVincentt Flor100% (2)
- WPS 011-PROMET.. SandroDocumento1 páginaWPS 011-PROMET.. SandroCarlos Lluen AquinoAún no hay calificaciones
- QC Prot I Barandas Metalicas (WPS)Documento1 páginaQC Prot I Barandas Metalicas (WPS)Juan Carlos Pinto ZeaAún no hay calificaciones
- Procedimientos de Soldadura A Filete 1Documento1 páginaProcedimientos de Soldadura A Filete 1Mirian JustoAún no hay calificaciones
- Manual de Diagnóstico Relacional y de Patrones Familiares DisfuncionalesDocumento3 páginasManual de Diagnóstico Relacional y de Patrones Familiares DisfuncionalesJulián RamagliaAún no hay calificaciones
- Filidoro Hacia Una Conceptualización de La Práctica Psicopedagógica Resumen Primeros Tres ProblemasDocumento3 páginasFilidoro Hacia Una Conceptualización de La Práctica Psicopedagógica Resumen Primeros Tres ProblemasIván100% (1)
- Herrera Daniel - QUÉ ES LA FENOMENOLOGÍADocumento13 páginasHerrera Daniel - QUÉ ES LA FENOMENOLOGÍAManuel Dario Palacio MuñozAún no hay calificaciones
- Ip-Wps 2 - 0Documento1 páginaIp-Wps 2 - 0RichardAún no hay calificaciones
- 003-3-1 Procedimiento de Soldadura - WPS 1 - CELSADocumento1 página003-3-1 Procedimiento de Soldadura - WPS 1 - CELSARichardAún no hay calificaciones
- 003-3-2 Procedimiento de Soldadura - WPS 2 - CELSADocumento1 página003-3-2 Procedimiento de Soldadura - WPS 2 - CELSARichardAún no hay calificaciones
- Sistema de Aseguramiento de Calidad Registro Especificacion de Procedimiento de Soldadura (WPS) AWS D1.1 2015 Precalificado: X CalificadoDocumento1 páginaSistema de Aseguramiento de Calidad Registro Especificacion de Procedimiento de Soldadura (WPS) AWS D1.1 2015 Precalificado: X Calificadoantony bolivarAún no hay calificaciones
- Wps-42 Gtaw Aws d1.6 2017Documento1 páginaWps-42 Gtaw Aws d1.6 2017MA RCasasAún no hay calificaciones
- WPS GTAW - RecomendadoDocumento1 páginaWPS GTAW - RecomendadoLuis CONDORI SOTOAún no hay calificaciones
- Wps-Calificado - Sia CorregidoDocumento5 páginasWps-Calificado - Sia CorregidoLogan Arcos IzaguirreAún no hay calificaciones
- Calificacion de Soldadores D1.1Documento54 páginasCalificacion de Soldadores D1.1Sanka Flores Jesus AngelAún no hay calificaciones
- REGISTRO DE CALIFICACIÓN DE PROCEDIMIENTO-WPQ Según AWS - SynohydroDocumento4 páginasREGISTRO DE CALIFICACIÓN DE PROCEDIMIENTO-WPQ Según AWS - SynohydroRivera Vilca Mx RogerAún no hay calificaciones
- Examen Desarrollo de WPSDocumento3 páginasExamen Desarrollo de WPSjeancarloAún no hay calificaciones
- Wps-Calificado - Sia-001Documento1 páginaWps-Calificado - Sia-001Logan Arcos IzaguirreAún no hay calificaciones
- PQR Calificado Sia 001Documento1 páginaPQR Calificado Sia 001Logan Arcos IzaguirreAún no hay calificaciones
- Wps-Calificado - Sia-002Documento1 páginaWps-Calificado - Sia-002Logan Arcos IzaguirreAún no hay calificaciones
- Wps-Cima-05b - Fcaw - 3G - Aws D1.1Documento2 páginasWps-Cima-05b - Fcaw - 3G - Aws D1.1mllacsa85Aún no hay calificaciones
- Documento WPSDocumento6 páginasDocumento WPSJulio Rodriguez PerezAún no hay calificaciones
- AWS 2F SmawDocumento3 páginasAWS 2F SmawChaparro Chili Luis WalterAún no hay calificaciones
- L57-INM-100-S-PC-0005 PROCEDIMIENTO DE SOLDADURA - WPS Rev. ADocumento3 páginasL57-INM-100-S-PC-0005 PROCEDIMIENTO DE SOLDADURA - WPS Rev. Ajose jarol mirano soplaAún no hay calificaciones
- WPSsDocumento1 páginaWPSsjeissonAún no hay calificaciones
- WPS Aws 002Documento2 páginasWPS Aws 002juanAún no hay calificaciones
- AaaDocumento1 páginaAaaDuverlyOrlandoMattaVásquezAún no hay calificaciones
- Wps Especificacion Del Procedimiento de SoldaduraDocumento2 páginasWps Especificacion Del Procedimiento de SoldaduraMiguelAún no hay calificaciones
- WPS de SoldaduraDocumento1 páginaWPS de SoldaduraEsar Cornejo Marce100% (1)
- CCO-REG-04 - Calificacion de Procedimiento de Soldadura - V1Documento2 páginasCCO-REG-04 - Calificacion de Procedimiento de Soldadura - V1Cristian Xavier Avendaño BelloAún no hay calificaciones
- JVC-3G Fcaw-D2021-005Documento1 páginaJVC-3G Fcaw-D2021-005alfre.bravo.landaAún no hay calificaciones
- Fcaw 3G-003-17Documento12 páginasFcaw 3G-003-17Alex DE LA CruzAún no hay calificaciones
- FQC-3G Fcaw-D2021-001Documento1 páginaFQC-3G Fcaw-D2021-001alfre.bravo.landaAún no hay calificaciones
- Joa-3g Fcaw-D2021-003Documento1 páginaJoa-3g Fcaw-D2021-003alfre.bravo.landaAún no hay calificaciones
- Wps de SoldaduraDocumento2 páginasWps de SoldaduraVictor Almanza50% (2)
- CCT-3G Fcaw-D2021-004Documento1 páginaCCT-3G Fcaw-D2021-004alfre.bravo.landaAún no hay calificaciones
- Hp20es2 015 C 9900 Q PTC Llo088Documento3 páginasHp20es2 015 C 9900 Q PTC Llo088Talca CalderónAún no hay calificaciones
- LC-WPS-01 FirmadoDocumento2 páginasLC-WPS-01 FirmadoFrancis QuispeAún no hay calificaciones
- Especificación Del Procedimiento de Soldadura (WPS) : ManualDocumento54 páginasEspecificación Del Procedimiento de Soldadura (WPS) : ManualLesly Karol Yamada FloresAún no hay calificaciones
- WPQ-ASME-032 (S-EIC) - 3G FirmDocumento3 páginasWPQ-ASME-032 (S-EIC) - 3G FirmmilagrosAún no hay calificaciones
- Nit-Joja-Cs-Rt-005-Jpq (18-09-20) Recalificado - Asme Ix PDFDocumento1 páginaNit-Joja-Cs-Rt-005-Jpq (18-09-20) Recalificado - Asme Ix PDFBlasCarbajalAún no hay calificaciones
- Wps - de - Soldadura Pieza Final JNMDocumento1 páginaWps - de - Soldadura Pieza Final JNMJorge Neyra MacedoAún no hay calificaciones
- MB-101/03 Mecanicas Bolea, S.A. Daniel Colbarán Urán 23.016.776 - D B115 (1) GTAW + (2) SMAW Manual 1 MAYO - 2021 11.0 MMDocumento1 páginaMB-101/03 Mecanicas Bolea, S.A. Daniel Colbarán Urán 23.016.776 - D B115 (1) GTAW + (2) SMAW Manual 1 MAYO - 2021 11.0 MMdaniAún no hay calificaciones
- Hp20es2 015 C 9900 Q PTC Llo089Documento3 páginasHp20es2 015 C 9900 Q PTC Llo089Talca CalderónAún no hay calificaciones
- Wps de SoldaduraDocumento1 páginaWps de SoldaduraEdiAún no hay calificaciones
- WPQ 01Documento1 páginaWPQ 01Juan VilchezAún no hay calificaciones
- WPS-PQR Rds 1362014-0Documento8 páginasWPS-PQR Rds 1362014-0brunoAún no hay calificaciones
- WRT WPS 01Documento1 páginaWRT WPS 01Carlo LaraAún no hay calificaciones
- 2 Agua Segundo NivelDocumento1 página2 Agua Segundo NivelRichardAún no hay calificaciones
- 008-0 - P - 03-1 - Informe de Preparacion y Proteccion de PinturaDocumento10 páginas008-0 - P - 03-1 - Informe de Preparacion y Proteccion de PinturaRichardAún no hay calificaciones
- 1.00 Arquitectura D A 02Documento1 página1.00 Arquitectura D A 02RichardAún no hay calificaciones
- 2.2do NivelDocumento1 página2.2do NivelRichardAún no hay calificaciones
- 3.00 Inst - Sanitarias D Is 06Documento1 página3.00 Inst - Sanitarias D Is 06RichardAún no hay calificaciones
- 3.00 Inst - Sanitarias - D-Is-02Documento1 página3.00 Inst - Sanitarias - D-Is-02RichardAún no hay calificaciones
- 008-0 - P - 03 - Reg Control de Preparacion y Proteccion Superficial de EstructurasDocumento1 página008-0 - P - 03 - Reg Control de Preparacion y Proteccion Superficial de EstructurasRichardAún no hay calificaciones
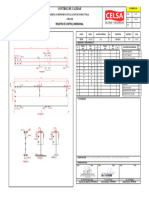
- 008-0 - P - 02 - Reg C - Dim - Viga 20-V1Documento1 página008-0 - P - 02 - Reg C - Dim - Viga 20-V1RichardAún no hay calificaciones
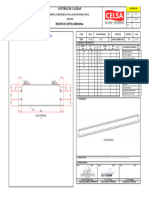
- 008-0 - P - 02 - Reg C - Dim - Viga 20-VG6Documento1 página008-0 - P - 02 - Reg C - Dim - Viga 20-VG6RichardAún no hay calificaciones
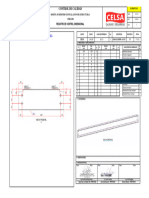
- 008-0 - P - 02 - Reg C - Dim - Viga 20-VG7Documento1 página008-0 - P - 02 - Reg C - Dim - Viga 20-VG7RichardAún no hay calificaciones
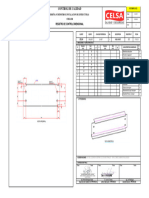
- 008-0 - P - 01 - Reg C - Dim - Columna 20-C6Documento1 página008-0 - P - 01 - Reg C - Dim - Columna 20-C6RichardAún no hay calificaciones
- 008-0 - P - 02 - Reg C - Dim - Canal de Cierre 20-CC2Documento1 página008-0 - P - 02 - Reg C - Dim - Canal de Cierre 20-CC2RichardAún no hay calificaciones
- 008-0 - P - 02 - Reg C - Dim - Viga 20-VG3Documento1 página008-0 - P - 02 - Reg C - Dim - Viga 20-VG3RichardAún no hay calificaciones
- 003-2 - Procedimiento Liquidos PenetrantesDocumento26 páginas003-2 - Procedimiento Liquidos PenetrantesRichardAún no hay calificaciones
- 008-0 - P - 02 - Reg C - Dim - Diagonal 20-D1Documento1 página008-0 - P - 02 - Reg C - Dim - Diagonal 20-D1RichardAún no hay calificaciones
- 005-0 - 06 - Certificados de Calidad de Pintura BaseDocumento1 página005-0 - 06 - Certificados de Calidad de Pintura BaseRichardAún no hay calificaciones
- 008-0 - P - 02 - Reg C - Dim - Canal de Cierre 20-CC1Documento1 página008-0 - P - 02 - Reg C - Dim - Canal de Cierre 20-CC1RichardAún no hay calificaciones
- 001-1 - Plan de Calidad - Celsa - 2023Documento22 páginas001-1 - Plan de Calidad - Celsa - 2023RichardAún no hay calificaciones
- 005-0 - 07 - Certificados de Calidad de Pintura BaseDocumento1 página005-0 - 07 - Certificados de Calidad de Pintura BaseRichardAún no hay calificaciones
- 002-1 - Ppi - Estructuras Chiller - Celsa - 2023Documento3 páginas002-1 - Ppi - Estructuras Chiller - Celsa - 2023RichardAún no hay calificaciones
- 003-1 - Procedimiento VisualDocumento12 páginas003-1 - Procedimiento VisualRichardAún no hay calificaciones
- 005-0 - 09 - Certificados de Calidad de Catalizador para Pintura BaseDocumento1 página005-0 - 09 - Certificados de Calidad de Catalizador para Pintura BaseRichardAún no hay calificaciones
- 005-0 - 05 - Certificados de Calidad de ThinerDocumento1 página005-0 - 05 - Certificados de Calidad de ThinerRichardAún no hay calificaciones
- 003-0 - P - Procedimientos OperativosDocumento1 página003-0 - P - Procedimientos OperativosRichardAún no hay calificaciones
- 001-0 - P - Plan de CalidadDocumento1 página001-0 - P - Plan de CalidadRichardAún no hay calificaciones
- 002-0 - P - Plan de Puntos de InspeccionDocumento1 página002-0 - P - Plan de Puntos de InspeccionRichardAún no hay calificaciones
- 004-0 - P - Especificaciones Tecnicas ConstructivasDocumento1 página004-0 - P - Especificaciones Tecnicas ConstructivasRichardAún no hay calificaciones
- 003-5 - Procedimiento para Torque o Ajuste Manual de PernosDocumento9 páginas003-5 - Procedimiento para Torque o Ajuste Manual de PernosRichardAún no hay calificaciones
- RRHH Comportamiento Organizacional Ensayo Josefa RosaiaDocumento8 páginasRRHH Comportamiento Organizacional Ensayo Josefa RosaiaRosania JosefinaAún no hay calificaciones
- Proyecto de Nuevo Reglamento de Prácticas Pre Profesionales ExtracurricularesDocumento9 páginasProyecto de Nuevo Reglamento de Prácticas Pre Profesionales ExtracurricularesDorianAún no hay calificaciones
- El Declive de La Arquitectura ModernaDocumento16 páginasEl Declive de La Arquitectura ModernaMarcos Colina100% (1)
- 32 PDFDocumento1 página32 PDFNay OlivaresAún no hay calificaciones
- Sol Mpi 2 Taller Previo EpDocumento8 páginasSol Mpi 2 Taller Previo EpClaudia Juarez MunaycoAún no hay calificaciones
- La Neurociencia de La ConfianzaDocumento15 páginasLa Neurociencia de La ConfianzaAngel OrtegaAún no hay calificaciones
- Lectura Jhonson (1990) Colonización Portuguesa de Brasil Pp. 202-233Documento31 páginasLectura Jhonson (1990) Colonización Portuguesa de Brasil Pp. 202-233Juan JuanAún no hay calificaciones
- Semana 03 - Distribución de Frecuencias Unidimensionales CuantitativasDocumento14 páginasSemana 03 - Distribución de Frecuencias Unidimensionales CuantitativasALVARO MICHEL SALOME CIRIACOAún no hay calificaciones
- FR-GC-05 V7 Contrato de CorretajeDocumento4 páginasFR-GC-05 V7 Contrato de Corretajemaria del carmen gomez gomezAún no hay calificaciones
- Geografia 7Documento5 páginasGeografia 7Wendy Simanca MercadoAún no hay calificaciones
- x07 Tarea - Ecuaciones IIDocumento5 páginasx07 Tarea - Ecuaciones IIRenzo SantillanAún no hay calificaciones
- EJERCICIO Semana 5 (J Eduardo Aguilar Canales)Documento3 páginasEJERCICIO Semana 5 (J Eduardo Aguilar Canales)Eduardo CanalesAún no hay calificaciones
- Wa0012.Documento7 páginasWa0012.Juan Carlos Coronado YarlaqueAún no hay calificaciones
- El Estado Del ArteDocumento10 páginasEl Estado Del ArtePaolo PintoAún no hay calificaciones
- Proyecto TAODocumento8 páginasProyecto TAOrouses11Aún no hay calificaciones
- Estatica S06 Centro de Gravedad-Centroide Clase-01-JR-UNMSMDocumento40 páginasEstatica S06 Centro de Gravedad-Centroide Clase-01-JR-UNMSMEdgar Rojas EspejoAún no hay calificaciones
- CLORADORDocumento2 páginasCLORADORRubénRockinWolfMendozaAún no hay calificaciones
- Areas de Memoria PLC DeltaDocumento2 páginasAreas de Memoria PLC Deltaanne smithAún no hay calificaciones
- Preventores BopDocumento8 páginasPreventores BopKarolynAún no hay calificaciones
- Formato de Agenda Líder - 2023Documento14 páginasFormato de Agenda Líder - 2023hectorAún no hay calificaciones
- Manual TopsurvDocumento266 páginasManual TopsurvFrancisco Javier OcampoAún no hay calificaciones
- Mate Matic ADocumento5 páginasMate Matic AAlexcia Arango SaraviaAún no hay calificaciones
- Metodo RefraccionDocumento6 páginasMetodo RefraccionMahawil GlAún no hay calificaciones
- Apunte Winglet PDFDocumento12 páginasApunte Winglet PDFAnonymous K5ThacAún no hay calificaciones
- Articulo, Latex, PlantillaDocumento4 páginasArticulo, Latex, PlantillaJorgeL.Aún no hay calificaciones