También podría gustarte
- La cadena de valor de los ingredientes naturales: en las industrias farmacéutica, alimentaria y cosmética - FACDe EverandLa cadena de valor de los ingredientes naturales: en las industrias farmacéutica, alimentaria y cosmética - FACAún no hay calificaciones
- Castilla RJ PiscoDocumento179 páginasCastilla RJ PiscoRaul Obando Cayllahua MendozaAún no hay calificaciones
- Manual Buenas Prácticas Acuícolas en El Cultivo de La Trucha Arco IrisDocumento62 páginasManual Buenas Prácticas Acuícolas en El Cultivo de La Trucha Arco IrisNelver TiradoAún no hay calificaciones
- Salchichas de CalamarDocumento54 páginasSalchichas de CalamarSergio Gutierrez MorenoAún no hay calificaciones
- Empresa GloriaDocumento25 páginasEmpresa GloriaAna PinedoAún no hay calificaciones
- Preparacion de Un Plan de Mantenimiento (Mantenidos)Documento39 páginasPreparacion de Un Plan de Mantenimiento (Mantenidos)Eduardo RuaAún no hay calificaciones
- Camp TrabajoDocumento21 páginasCamp TrabajoCharles michel Mokhtari RamosAún no hay calificaciones
- Preinversion Mora La Union MarinillaDocumento140 páginasPreinversion Mora La Union MarinillaPaoLa Lopzz100% (1)
- Modelo de Simulacion - Palta HassDocumento23 páginasModelo de Simulacion - Palta HassDaniel ParedesAún no hay calificaciones
- Informe de PasantiaDocumento24 páginasInforme de PasantiaAlba Rocio Ibarra ToledoAún no hay calificaciones
- Mendoza RaDocumento242 páginasMendoza RaoscarAún no hay calificaciones
- Libro de FermentacionDocumento107 páginasLibro de Fermentacionprietalinda100% (2)
- Informe Final de Gestión de Operaciones - Grupo2Documento79 páginasInforme Final de Gestión de Operaciones - Grupo2Anonymous UgGz1uFM100% (1)
- Informe Final LacteosDocumento87 páginasInforme Final LacteosAdriana RodriguezAún no hay calificaciones
- Proyecto Chiflesito AutomatizacionDocumento56 páginasProyecto Chiflesito AutomatizacionTeresa Villavicencio100% (1)
- Proyecto Integrador Mantencion Preventiva y CorrectivaDocumento308 páginasProyecto Integrador Mantencion Preventiva y CorrectivaVictor Maturana CastilloAún no hay calificaciones
- Proyecto Microeconomia FadeDocumento36 páginasProyecto Microeconomia FadeNina ÁlvarezAún no hay calificaciones
- Procesos Produccion Alimentos Balanceados COLANTA PDFDocumento65 páginasProcesos Produccion Alimentos Balanceados COLANTA PDFJuan Carlos Betancourt FuentesAún no hay calificaciones
- Manual de Procedimientos CFDocumento56 páginasManual de Procedimientos CFWilson Ruales100% (1)
- Frutas y HortalizasDocumento31 páginasFrutas y HortalizaskarlaAún no hay calificaciones
- Peli Tabernero FinalDocumento38 páginasPeli Tabernero FinalAnonymous JETG4ARE0% (1)
- PDF Plan Haccp Conserva de Durazno CompressDocumento20 páginasPDF Plan Haccp Conserva de Durazno Compresswara floresgomezAún no hay calificaciones
- Ejemplo de PIA - Equipo 4 Documento en WordDocumento61 páginasEjemplo de PIA - Equipo 4 Documento en WordSantiago MaldonadoAún no hay calificaciones
- Avance Tilapia v3.0Documento35 páginasAvance Tilapia v3.0Gress FernándezAún no hay calificaciones
- 2017 - Herrera Macedo MermeladaDocumento264 páginas2017 - Herrera Macedo MermeladaKr KatyAún no hay calificaciones
- 2-Propuesta Distribución en Planta Papas JhonnyDocumento21 páginas2-Propuesta Distribución en Planta Papas JhonnyManuela Galvis RodasAún no hay calificaciones
- Hidalgo Final Revision para Publicacion 2018Documento274 páginasHidalgo Final Revision para Publicacion 2018DanielPachecoAún no hay calificaciones
- Informe de Practicas Bpal Dina Rodriguez.Documento80 páginasInforme de Practicas Bpal Dina Rodriguez.dina fredina100% (2)
- Seminario Organizado Final!Documento76 páginasSeminario Organizado Final!Ana Liceth CasillaAún no hay calificaciones
- Informe Modular 05 de Producción de Animales MayoresDocumento50 páginasInforme Modular 05 de Producción de Animales MayoresLishita morales100% (1)
- Elaboracion Conservas Alimenticias PDFDocumento81 páginasElaboracion Conservas Alimenticias PDFLeo LopezAún no hay calificaciones
- Exportacion de Cacao (CARLOS ROQUE DELGADO)Documento36 páginasExportacion de Cacao (CARLOS ROQUE DELGADO)Carlos DelgadoAún no hay calificaciones
- Informe de Practicas Pre Prof Alicia - LizsDocumento34 páginasInforme de Practicas Pre Prof Alicia - LizsMiranda A LizsAún no hay calificaciones
- Tesis Omar Gonzalo Guerrero Ramírez RepositorioDocumento110 páginasTesis Omar Gonzalo Guerrero Ramírez RepositorioVanessa Alexandra Narvaez BritoAún no hay calificaciones
- Guzmán Benavides, Judith SoledadDocumento62 páginasGuzmán Benavides, Judith SoledadSara GtzAún no hay calificaciones
- Fertilización en diversos cultivos: Quinta aproximaciónDe EverandFertilización en diversos cultivos: Quinta aproximaciónAún no hay calificaciones
- Estrategias de creación empresarial - 1ra ediciónDe EverandEstrategias de creación empresarial - 1ra ediciónAún no hay calificaciones
- Manual práctico de microbiología básicaDe EverandManual práctico de microbiología básicaAún no hay calificaciones
- Conflictos socioambientales en el Perú: Violencia y extractivismoDe EverandConflictos socioambientales en el Perú: Violencia y extractivismoAún no hay calificaciones
- Estudios de derecho de las personas, familia, obligaciones y contratosDe EverandEstudios de derecho de las personas, familia, obligaciones y contratosAún no hay calificaciones
- Diagnóstico integral de las condiciones de trabajo y salud - 3ra ediciónDe EverandDiagnóstico integral de las condiciones de trabajo y salud - 3ra ediciónAún no hay calificaciones
- Gestión logística en centros de distribución, bodegas y almacenesDe EverandGestión logística en centros de distribución, bodegas y almacenesAún no hay calificaciones
- Los sistemas agroalimentarios: Rescate del patrimonio quesero en MéxicoDe EverandLos sistemas agroalimentarios: Rescate del patrimonio quesero en MéxicoAún no hay calificaciones
- Programación orientada a objetos con C++, 5ª edición.De EverandProgramación orientada a objetos con C++, 5ª edición.Calificación: 5 de 5 estrellas5/5 (2)
- Facturación y auditoría de cuentas en salud - 4ta ediciónDe EverandFacturación y auditoría de cuentas en salud - 4ta ediciónAún no hay calificaciones
- Desarrollo y elaboración de productos cosméticosDe EverandDesarrollo y elaboración de productos cosméticosAún no hay calificaciones
- Filosofía en la huerta: Un nuevo espacio para pensar con chicos y chicasDe EverandFilosofía en la huerta: Un nuevo espacio para pensar con chicos y chicasAún no hay calificaciones
- Aprendizaje del examen clínico de los equinos, bovinos y caninosDe EverandAprendizaje del examen clínico de los equinos, bovinos y caninosCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Aplicativos de investigación archivística: Cuadernos de estudios archivísticos, 1De EverandAplicativos de investigación archivística: Cuadernos de estudios archivísticos, 1Aún no hay calificaciones
- Microsoft C#. Lenguaje y Aplicaciones. 2ª Edición.De EverandMicrosoft C#. Lenguaje y Aplicaciones. 2ª Edición.Aún no hay calificaciones
- Resumen de La Teoría CelularDocumento2 páginasResumen de La Teoría CelularMauricio MarAún no hay calificaciones
- Línea Del TiempoDocumento3 páginasLínea Del TiempoMauricio MarAún no hay calificaciones
- TermoDocumento15 páginasTermoMauricio MarAún no hay calificaciones
- Biomacromoléculas de Interés AlimentarioDocumento1 páginaBiomacromoléculas de Interés AlimentarioMauricio MarAún no hay calificaciones
- Fundamentos y Casos Exitosos de La Biotecnologia Moderna ADocumento733 páginasFundamentos y Casos Exitosos de La Biotecnologia Moderna AEsaú Bojorquez Velazquez100% (1)
- Qué Es La Seguridad AlimentariaDocumento2 páginasQué Es La Seguridad AlimentariaMauricio MarAún no hay calificaciones
- Ejercicio TCEPDocumento10 páginasEjercicio TCEPMauricio MarAún no hay calificaciones
- Tarea3 U1 Exposición (IT)Documento1 páginaTarea3 U1 Exposición (IT)Mauricio MarAún no hay calificaciones
- PracticapedritoDocumento2 páginasPracticapedritoMauricio MarAún no hay calificaciones
- Tendencia 10 de SeptiembreDocumento2 páginasTendencia 10 de SeptiembreMauricio MarAún no hay calificaciones
- Tarea2 U2 Exposición Temas (LC1LT)Documento1 páginaTarea2 U2 Exposición Temas (LC1LT)Mauricio MarAún no hay calificaciones
- Características Generales de Pescados y MariscosDocumento9 páginasCaracterísticas Generales de Pescados y MariscosMauricio MarAún no hay calificaciones
- Tarea 2 Investigación de Temas (IT)Documento15 páginasTarea 2 Investigación de Temas (IT)Mauricio MarAún no hay calificaciones
- Investigacion BibliograficaDocumento16 páginasInvestigacion BibliograficaMauricio MarAún no hay calificaciones
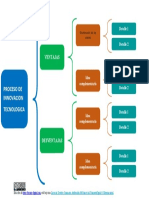
- Proceso de InnovacionDocumento1 páginaProceso de InnovacionMauricio MarAún no hay calificaciones
- Franquicias PreguntasDocumento2 páginasFranquicias PreguntasMauricio MarAún no hay calificaciones
- U1 Planeación 1Documento22 páginasU1 Planeación 1Nayely BernónAún no hay calificaciones
- Linea Del TiempoDocumento3 páginasLinea Del TiempoMauricio MarAún no hay calificaciones
- ToxinasDocumento1 páginaToxinasMauricio MarAún no hay calificaciones
- U1 Planeación 2Documento11 páginasU1 Planeación 2Mauricio MarAún no hay calificaciones
- Investigación BibliograficaDocumento5 páginasInvestigación BibliograficaMauricio MarAún no hay calificaciones
- Ventajas de La NormalizaciónDocumento3 páginasVentajas de La NormalizaciónMauricio MarAún no hay calificaciones
- PracticaDocumento1 páginaPracticaMauricio MarAún no hay calificaciones
- Microbiología de Los AlimentosDocumento18 páginasMicrobiología de Los AlimentosMauricio MarAún no hay calificaciones
- Cuadro de Tecnicas de Conservacion de AlimentosDocumento4 páginasCuadro de Tecnicas de Conservacion de AlimentosMauricio MarAún no hay calificaciones
- Actividad Identificacion Etiquetas-MetodosDocumento4 páginasActividad Identificacion Etiquetas-MetodosMauricio MarAún no hay calificaciones
- Evalución SensorialDocumento6 páginasEvalución SensorialMauricio MarAún no hay calificaciones
- La Historia de La Conservación de AlimentosDocumento1 páginaLa Historia de La Conservación de AlimentosMauricio MarAún no hay calificaciones
- 1.2. Frutas y Hortalizas Climatéricos y No ClimatéricosDocumento1 página1.2. Frutas y Hortalizas Climatéricos y No ClimatéricosMauricio MarAún no hay calificaciones
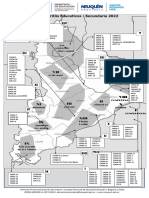
- Mapa Distritos Educativos Secundaria 2022 NEUQUENDocumento1 páginaMapa Distritos Educativos Secundaria 2022 NEUQUENMatias RamatAún no hay calificaciones
- Cuadro de PunnettDocumento2 páginasCuadro de Punnettjanetnazario50% (2)
- PSICROMETRÍADocumento12 páginasPSICROMETRÍAgemvelmAún no hay calificaciones
- Morlen - Ciudad Cristal.Documento11 páginasMorlen - Ciudad Cristal.angel100% (1)
- Plan ReforzamientoDocumento13 páginasPlan ReforzamientoMagi CasteVillaAún no hay calificaciones
- Reporte de Supervision 10 (1) (1) .xlsx1111Documento152 páginasReporte de Supervision 10 (1) (1) .xlsx1111Juga PraAún no hay calificaciones
- Estandares de Cintrol de Fatalidades CF CodelcoDocumento43 páginasEstandares de Cintrol de Fatalidades CF CodelcoluhejatoAún no hay calificaciones
- Solucionario de EjerciciosDocumento17 páginasSolucionario de EjerciciosRene Franklin Osorio Gutierrez100% (2)
- FarmacologiaDocumento32 páginasFarmacologiaOscar VejarAún no hay calificaciones
- PROBABILIDADDocumento65 páginasPROBABILIDADANDERSSONAún no hay calificaciones
- Duelo y Melancolia - PsaDocumento3 páginasDuelo y Melancolia - PsaAnto RollanAún no hay calificaciones
- Formato Amef y DiagramaDocumento6 páginasFormato Amef y DiagramaCarlos Andrés Patiño ValenzuelaAún no hay calificaciones
- 1 TDR Camara de Empalme y MedicionDocumento23 páginas1 TDR Camara de Empalme y MedicionAnthony Soto MegoAún no hay calificaciones
- Bacteriologia 2Documento3 páginasBacteriologia 2Jose WinstonAún no hay calificaciones
- Sensibilidad Urbana AmbientalDocumento4 páginasSensibilidad Urbana AmbientalAlexBarrazaCAún no hay calificaciones
- TP Practica QuirurgicaDocumento35 páginasTP Practica QuirurgicaAnonymous yeKUg4xAún no hay calificaciones
- Lista de Aprobados Examen Uac 2021Documento6 páginasLista de Aprobados Examen Uac 2021Grover CondoriAún no hay calificaciones
- Clase 4 Instalaciones de Agua CalienteDocumento11 páginasClase 4 Instalaciones de Agua CalienteanaAún no hay calificaciones
- Preguntas de Evaluación 8Documento2 páginasPreguntas de Evaluación 8Mara PierreAún no hay calificaciones
- MISION y VisionDocumento15 páginasMISION y VisionRoro VegburAún no hay calificaciones
- Estimulación TempranaDocumento57 páginasEstimulación TempranaAndres JaramilloAún no hay calificaciones
- Biologia Colesterol Enemigo o AmigoDocumento16 páginasBiologia Colesterol Enemigo o AmigoNicole GuzmanAún no hay calificaciones
- 24 Cuadernillo para Alfabeticos.Documento43 páginas24 Cuadernillo para Alfabeticos.JLupeEskareñoAún no hay calificaciones
- Tipos de Investigación Científica en El Ambito de La SaludDocumento3 páginasTipos de Investigación Científica en El Ambito de La SaludSamira CárdenasAún no hay calificaciones
- PROGRAMACION BISEMANAL GALERIA GD-2. 10 Al 23 DICDocumento22 páginasPROGRAMACION BISEMANAL GALERIA GD-2. 10 Al 23 DICmarco andres beltranAún no hay calificaciones
- Jornada de Act. Del Estado BolivarDocumento29 páginasJornada de Act. Del Estado BolivarDeinelis PereyraAún no hay calificaciones
- Ficha EstucolistoDocumento2 páginasFicha EstucolistoJosephine JohnsonAún no hay calificaciones
- Tema 4. MSDocumento75 páginasTema 4. MSSabrina RosoiuAún no hay calificaciones
- MONOGRAFIADocumento146 páginasMONOGRAFIALuis Rafael AzaAún no hay calificaciones
- Papas FritasDocumento5 páginasPapas FritasLuis ToñoAún no hay calificaciones