También podría gustarte
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Planteamiento Del ProblemaDocumento9 páginasPlanteamiento Del ProblemaTeodulo De Jesús75% (4)
- Oferta Tecnica Rev.1Documento30 páginasOferta Tecnica Rev.1Anonymous A2xWBkQYvtAún no hay calificaciones
- Guía Doblado de Láminas Metálicas SDDocumento13 páginasGuía Doblado de Láminas Metálicas SDSteven David PerezAún no hay calificaciones
- Brochure Ingecca SacDocumento12 páginasBrochure Ingecca SacJulián AguadoAún no hay calificaciones
- Matriz DofaDocumento1 páginaMatriz DofaLuisa Sierra100% (1)
- Tanques ApiDocumento23 páginasTanques ApiEsneyder Torres UlloaAún no hay calificaciones
- Tarea 1, 2, 3 Primer ParcialDocumento15 páginasTarea 1, 2, 3 Primer ParcialAxelAún no hay calificaciones
- Trabajo Original Final de Soldadura TuberialDocumento8 páginasTrabajo Original Final de Soldadura TuberialEsar Cornejo Marce0% (1)
- TSP1 202Documento3 páginasTSP1 202jose bastardoAún no hay calificaciones
- TSP2 202 20241Documento3 páginasTSP2 202 20241ruben dario guerra chirinosAún no hay calificaciones
- TSP2 202Documento3 páginasTSP2 202jose bastardoAún no hay calificaciones
- TSP1 202 2021 2Documento6 páginasTSP1 202 2021 2Vipul ShahAún no hay calificaciones
- TSP2 202 2022 1Documento6 páginasTSP2 202 2022 1Niormary D'VieraAún no hay calificaciones
- TSP1 202 20221Documento6 páginasTSP1 202 20221estefaniAún no hay calificaciones
- TPS1 202 2021 1Documento5 páginasTPS1 202 2021 1Vipul ShahAún no hay calificaciones
- TPS1 202 20201 PDFDocumento5 páginasTPS1 202 20201 PDFAnibalSulbaranAún no hay calificaciones
- TSP1 - 202 FranciscoDocumento5 páginasTSP1 - 202 FranciscoFrancisco GarridoAún no hay calificaciones
- TPS2 202 20201 PDFDocumento5 páginasTPS2 202 20201 PDFAnonymous PN3nDY6F2Aún no hay calificaciones
- TPS2 202 2021 1Documento5 páginasTPS2 202 2021 1Vipul ShahAún no hay calificaciones
- TP 231 20232Documento4 páginasTP 231 20232jose bastardoAún no hay calificaciones
- TP 231 20222Documento2 páginasTP 231 20222Marisabel Buenaño MorenoAún no hay calificaciones
- TSP 231 2023 1Documento5 páginasTSP 231 2023 1José HerreraAún no hay calificaciones
- TSPS2 232 20212Documento5 páginasTSPS2 232 20212jose bastardoAún no hay calificaciones
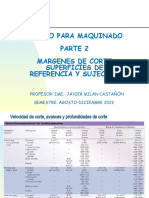
- Unidad 2 - Parte 2 - Margenes de CorteDocumento13 páginasUnidad 2 - Parte 2 - Margenes de CorteDaniel Cruz NuñezAún no hay calificaciones
- TSP1 207 20222.docx-1Documento2 páginasTSP1 207 20222.docx-1Ronny ZamoraAún no hay calificaciones
- Examen DiseñoDocumento6 páginasExamen DiseñoJhon Mamani QuispeAún no hay calificaciones
- Nombre y Apellidos: Ronald Junior Pascual Paredes: CÓDIGO: 20204101DDocumento2 páginasNombre y Apellidos: Ronald Junior Pascual Paredes: CÓDIGO: 20204101DRonald Pascual ParedesAún no hay calificaciones
- Taller CPI 19-01-2024Documento3 páginasTaller CPI 19-01-2024Andrés PérezAún no hay calificaciones
- Taller CPI 19-01-2024Documento3 páginasTaller CPI 19-01-2024Andrés PérezAún no hay calificaciones
- Procdef PR7 21 - 2Documento5 páginasProcdef PR7 21 - 2Oscar UribeAún no hay calificaciones
- Paper Ansys Mecanizado2Documento8 páginasPaper Ansys Mecanizado2Diego MolinaAún no hay calificaciones
- TSP2 234 20241Documento2 páginasTSP2 234 20241ruben dario guerra chirinosAún no hay calificaciones
- MEC270 EX1 2017-1 (Enunciado) Muscari PDFDocumento6 páginasMEC270 EX1 2017-1 (Enunciado) Muscari PDFsphaincAún no hay calificaciones
- TPS 231 20201Documento5 páginasTPS 231 20201Emrique MedinaAún no hay calificaciones
- TSP 208 20241Documento5 páginasTSP 208 20241masteriumAún no hay calificaciones
- TSP2 232 2022-2Documento3 páginasTSP2 232 2022-2jose perezAún no hay calificaciones
- TSP1 234 20241Documento2 páginasTSP1 234 20241ruben dario guerra chirinosAún no hay calificaciones
- GT6nnnTiposndenaceros 386109feade27e7Documento10 páginasGT6nnnTiposndenaceros 386109feade27e7Fernando SosaAún no hay calificaciones
- TPS 231 2021-1Documento5 páginasTPS 231 2021-1Vipul ShahAún no hay calificaciones
- TP 234 20222Documento3 páginasTP 234 20222Marisabel Buenaño MorenoAún no hay calificaciones
- Sena Actividad 2Documento13 páginasSena Actividad 2federAún no hay calificaciones
- Examen FlexsimDocumento5 páginasExamen FlexsimAlejandro BernalAún no hay calificaciones
- TP 231 2021-2Documento5 páginasTP 231 2021-2Vipul ShahAún no hay calificaciones
- TSP 208 2023 1Documento4 páginasTSP 208 2023 1Hermida AguilarAún no hay calificaciones
- Modelo de Respuestas: Respuesta Pregunta 1Documento6 páginasModelo de Respuestas: Respuesta Pregunta 1RossanaAllenAún no hay calificaciones
- TP 5Documento33 páginasTP 5Raid Nayib Rivera De La CruzAún no hay calificaciones
- ActividadDocumento2 páginasActividadDerwuy BerroteranAún no hay calificaciones
- LB 02Documento12 páginasLB 02Alexander MoranAún no hay calificaciones
- TP - 234 - 20232 AjustadoDocumento4 páginasTP - 234 - 20232 AjustadoLuis PerdomoAún no hay calificaciones
- Formato PFADocumento5 páginasFormato PFAWuinston ley rivera castroAún no hay calificaciones
- Grupo #3 A 3ER Trabajo Resis 2Documento12 páginasGrupo #3 A 3ER Trabajo Resis 2Aldo IdonawchAún no hay calificaciones
- Interpretacion de Planos para La Fabricacion, Formato - TG-T2, 24!11!2019Documento7 páginasInterpretacion de Planos para La Fabricacion, Formato - TG-T2, 24!11!2019Cristóbal RiquelmeAún no hay calificaciones
- TSP1 232 20222Documento5 páginasTSP1 232 20222jose perezAún no hay calificaciones
- 202 - 16.996.517 - 2024-1 TSP1 - Jose BastardoDocumento13 páginas202 - 16.996.517 - 2024-1 TSP1 - Jose Bastardojose bastardoAún no hay calificaciones
- Procesos Doblado de Chapas BritoDocumento20 páginasProcesos Doblado de Chapas BritoDaniel MoraAún no hay calificaciones
- Proyecto Grupal Procesos IndustrialesDocumento14 páginasProyecto Grupal Procesos IndustrialesYuli Estefan Parra QuinteroAún no hay calificaciones
- Exa. Parc. MC 115-2020-2Documento4 páginasExa. Parc. MC 115-2020-2Milton AguilarAún no hay calificaciones
- Tps Quimica 209Documento6 páginasTps Quimica 209Vladimir OsunaAún no hay calificaciones
- D-Control de Aprendizaje 2 OLIVER OBLITAS VALENCIADocumento2 páginasD-Control de Aprendizaje 2 OLIVER OBLITAS VALENCIAOLIVER ANTHONY OBLITAS VALENCIAAún no hay calificaciones
- Segunda Entrega - TuberiaDocumento5 páginasSegunda Entrega - TuberiaPaola Londoño OliveraAún no hay calificaciones
- PC-2 DM2-2023-2Documento2 páginasPC-2 DM2-2023-2JHORDAN VASQUEZ LOAYZAAún no hay calificaciones
- Mec228 Ex2 2022-1Documento18 páginasMec228 Ex2 2022-1Solin Puma CorbachoAún no hay calificaciones
- TSP1 231 2021-2Documento6 páginasTSP1 231 2021-2Vipul ShahAún no hay calificaciones
- TEC MEC MejoradoDocumento11 páginasTEC MEC MejoradoCampos OscarAún no hay calificaciones
- 661 TPS 2024-1Documento8 páginas661 TPS 2024-1ruben dario guerra chirinosAún no hay calificaciones
- 672 TSP 2023-1Documento6 páginas672 TSP 2023-1joseAún no hay calificaciones
- 639 TSP 2024 1Documento9 páginas639 TSP 2024 1ruben dario guerra chirinosAún no hay calificaciones
- 646 TSP 2024 1Documento5 páginas646 TSP 2024 1ruben dario guerra chirinosAún no hay calificaciones
- 681 TSP 2024-1Documento8 páginas681 TSP 2024-1ruben dario guerra chirinosAún no hay calificaciones
- 671 TSP 2024-1Documento5 páginas671 TSP 2024-1ruben dario guerra chirinosAún no hay calificaciones
- 655 TSP 2024 1Documento8 páginas655 TSP 2024 1ruben dario guerra chirinosAún no hay calificaciones
- 692 TSP 2024-1Documento6 páginas692 TSP 2024-1ruben dario guerra chirinosAún no hay calificaciones
- 648 TSP 2024 1Documento5 páginas648 TSP 2024 1ruben dario guerra chirinosAún no hay calificaciones
- 631 TSP 2024 1Documento8 páginas631 TSP 2024 1ruben dario guerra chirinos50% (2)
- 644 TPS 2024-1Documento8 páginas644 TPS 2024-1ruben dario guerra chirinosAún no hay calificaciones
- 620 TSP 2024-1Documento12 páginas620 TSP 2024-1ruben dario guerra chirinosAún no hay calificaciones
- 645 TSP 2024-1Documento6 páginas645 TSP 2024-1ruben dario guerra chirinosAún no hay calificaciones
- 638 TSP 2024-1Documento6 páginas638 TSP 2024-1ruben dario guerra chirinosAún no hay calificaciones
- 621 TSP 2024-1Documento7 páginas621 TSP 2024-1ruben dario guerra chirinosAún no hay calificaciones
- 633 TSP 2024-1Documento9 páginas633 TSP 2024-1ruben dario guerra chirinosAún no hay calificaciones
- 614 TSP 2024-1Documento17 páginas614 TSP 2024-1ruben dario guerra chirinosAún no hay calificaciones
- 604 TSP 2024-1Documento7 páginas604 TSP 2024-1ruben dario guerra chirinosAún no hay calificaciones
- 300 TSP1 - 2024-1Documento5 páginas300 TSP1 - 2024-1ruben dario guerra chirinosAún no hay calificaciones
- 614 TSP 2024-1Documento17 páginas614 TSP 2024-1ruben dario guerra chirinosAún no hay calificaciones
- 617 TSP 2024-1Documento8 páginas617 TSP 2024-1ruben dario guerra chirinosAún no hay calificaciones
- 603 TSP 2024-1Documento15 páginas603 TSP 2024-1ruben dario guerra chirinosAún no hay calificaciones
- 608 TSP 2024 1Documento7 páginas608 TSP 2024 1ruben dario guerra chirinosAún no hay calificaciones
- 754 TPS1 2024-1Documento3 páginas754 TPS1 2024-1ruben dario guerra chirinosAún no hay calificaciones
- 749 TSP1 2024-1Documento3 páginas749 TSP1 2024-1ruben dario guerra chirinosAún no hay calificaciones
- 751-758 TSP1 2024-1Documento3 páginas751-758 TSP1 2024-1ruben dario guerra chirinosAún no hay calificaciones
- 358 TP Nº2 2024-1Documento8 páginas358 TP Nº2 2024-1ruben dario guerra chirinosAún no hay calificaciones
- 601 TSP 2024-1Documento18 páginas601 TSP 2024-1ruben dario guerra chirinosAún no hay calificaciones
- 745 TSP1 2024-1Documento5 páginas745 TSP1 2024-1ruben dario guerra chirinosAún no hay calificaciones
- 763 TSP1 - 2024-1Documento3 páginas763 TSP1 - 2024-1ruben dario guerra chirinosAún no hay calificaciones
- Eric J. HOBSBAWM (1977) "El Origen de La Revolución Industrial" y "La Revolución Industrial" (PP 34 - 76)Documento26 páginasEric J. HOBSBAWM (1977) "El Origen de La Revolución Industrial" y "La Revolución Industrial" (PP 34 - 76)Norber ErreAún no hay calificaciones
- Gestion de StockDocumento6 páginasGestion de StockSuany MedinaAún no hay calificaciones
- Comprensiomn de Lectura N 1 3 BásicoDocumento7 páginasComprensiomn de Lectura N 1 3 BásicoKenneth LarsenAún no hay calificaciones
- Ciclo Deming o Ciclo Phva en Una OrganizaciónDocumento4 páginasCiclo Deming o Ciclo Phva en Una OrganizaciónGeraldin CespedesAún no hay calificaciones
- Analisis Microeconomico PepsiDocumento8 páginasAnalisis Microeconomico PepsiLaura Duarte PallaresAún no hay calificaciones
- Kwik Hus-Ez I (Kh-Ez I)Documento5 páginasKwik Hus-Ez I (Kh-Ez I)jeanAún no hay calificaciones
- Fabricaciones LeoncitoDocumento18 páginasFabricaciones LeoncitoCinthia Sáenz CoronelAún no hay calificaciones
- Opcion Aactividad 06Documento4 páginasOpcion Aactividad 06Luisa VegaAún no hay calificaciones
- Escenario 4 - COSTOS Y PRESUPUESTOSDocumento10 páginasEscenario 4 - COSTOS Y PRESUPUESTOSJavier Torres100% (1)
- Tipo de AMEFDocumento2 páginasTipo de AMEFSan ConstaAún no hay calificaciones
- Isekai Nonbiri Nouka Volumen 01v2Documento477 páginasIsekai Nonbiri Nouka Volumen 01v2darck24100% (1)
- Junin - Reajuste Liquidacion UribeDocumento3 páginasJunin - Reajuste Liquidacion UribeUribe Huacho puenteAún no hay calificaciones
- Examen ExhibidoresDocumento3 páginasExamen ExhibidoresCnt Yanna Hernandez Diaz100% (1)
- Fundamentos de Administracion y EmprendimientoDocumento16 páginasFundamentos de Administracion y EmprendimientoMelissa MirandaAún no hay calificaciones
- S10.s1 - MaterialDocumento27 páginasS10.s1 - MaterialOA C BeatrizAún no hay calificaciones
- OutputDocumento32 páginasOutputillichs felipeAún no hay calificaciones
- Crudos Pesados y Extrapesados (T)Documento19 páginasCrudos Pesados y Extrapesados (T)Valentina MedinaAún no hay calificaciones
- Miguel Gual-Peaje Fluvial-La Lezda de CambrillDocumento18 páginasMiguel Gual-Peaje Fluvial-La Lezda de CambrillJulián del ValleAún no hay calificaciones
- Primera Prueba Contabilidad Grecia LemaDocumento4 páginasPrimera Prueba Contabilidad Grecia LemaCinthya FarinangoAún no hay calificaciones
- Carta Tranbarca 2016, Microempresas, Taller AgrotecnicoDocumento3 páginasCarta Tranbarca 2016, Microempresas, Taller AgrotecnicoAurienyerlis ZambranoAún no hay calificaciones
- Ejercicio 3Documento4 páginasEjercicio 3cristiamAún no hay calificaciones
- Investigación Del Uso de La Cascarilla de ArrozDocumento22 páginasInvestigación Del Uso de La Cascarilla de Arrozjenny B. CarvajalAún no hay calificaciones
- Apuntes Construcción I (Sin Paginas)Documento107 páginasApuntes Construcción I (Sin Paginas)yojeAún no hay calificaciones
- Procedimiento de Movilizacion de UnidadesDocumento15 páginasProcedimiento de Movilizacion de UnidadesJesus LozadaAún no hay calificaciones
- Las 5 Fuerzas de PorterDocumento10 páginasLas 5 Fuerzas de PorterJonathan RodriguezAún no hay calificaciones