Documentos de Académico
Documentos de Profesional
Documentos de Cultura
MANUAL COMPRESORA DE HIDROGENA 1 Rev
Cargado por
Manuel AlvaradoDescripción original:
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
MANUAL COMPRESORA DE HIDROGENA 1 Rev
Cargado por
Manuel AlvaradoCopyright:
Formatos disponibles
Página 1 de 38
Elaborado por:.Luis R, Cedeño C FEBRERO - Marzo/2018 Página 1 de
38
INDICE
Capítulo I principios básico producción de hidrogeno con hidróxido de potasio--------- 4
Principio aplicado al proceso de producción de hidrogeno con hidróxido de potasio (koh).------ 4
Características electroquímicas de la producción de hidrógeno por electrolisis--------------------- 5
Electrodos----------------------------------------------------------------------------------------------------------- 5
Precauciones de seguridad ------------------------------------------------------------------------------------- 5
Advertencias y precauciones ----------------------------------------------------------------------------------- 5
Notas importantes de seguridad ------------------------------------------------------------------------------- 6
El gas hidrógeno es más liviano que el aire. --------------------------------------------------------------- 6
Capítulo II proceso de funcionamiento sistema producción de hidrogeno ----------------- 6
Tecnología de funcionamiento del sistema de producción de hidrogeno --------------------------- 6
Descripción del sistema ---------------------------------------------------------------------------------------- 6
Sistema de oxígeno y hidrógeno ----------------------------------------------------------------------------- 7
Sistema de circulación de electrolito ------------------------------------------------------------------------ 7
Sistema de reposición de agua ------------------------------------------------------------------------------ 7
Sistema de agua de refrigeración ---------------------------------------------------------------------------- 7
Red de alcantarillado ------------------------------------------------------------------------------------------ 8
Sistema de purga de nitrógeno ------------------------------------------------------------------------------ 8
Especificaciones técnicas de los equipos ----------------------------------------------------------------- 8
Especificación técnica del dispositivo de purificación de hidrógeno -------------------------------- 9
Descripción del sistema de operación y control --------------------------------------------------------- 9
Parámetros de control operativo, alcance y periodo --------------------------------------------------- 9
Limpieza de la máquina de hidrógeno -------------------------------------------------------------------- 9
Prueba de estanqueidad del sistema de producción de hidrógeno ------------------------------- 10
Preparación de electrolito ----------------------------------------------------------------------------------- 11
Purga de nitrógeno ------------------------------------------------------------------------------------------- 11
Inicio de equipos de producción de hidrogeno --------------------------------------------------------- 12
Preparación de inicio del equipo -------------------------------------------------------------------------- 12
Operación de inicio ------------------------------------------------------------------------------------------- 12
Operación de parada ---------------------------------------------------------------------------------------- 14
Mantenimiento y soluciones de problemas frecuentes ---------------------------------------------- 14
Elaborado por:.Luis R, Cedeño C FEBRERO/2018 Página 2 de 38
Precauciones de operación y mantenimiento de los dispositivos --------------------------------- 14
Precauciones de manipulación de suministro de hidrógeno --------------------------------------- 15
Trabajos rutinarios regulares ------------------------------------------------------------------------------ 16
Soluciones de problemas frecuentes -------------------------------------------------------------------- 16
Capítulo III funcionamiento sistema compresor de hidrogeno ----------------------------- 21
Compresor de diafragma metálico marca PDC machines ---------------------------------------- 21
La secuencia de operación del compresor es la siguiente ----------------------------------------- 22
Puesta en marcha y acondicionamiento inicial. ------------------------------------------------------ 22
Requisitos de cebado del compresor -------------------------------------------------------------------- 29
Re-arrancar el compresor ---------------------------------------------------------------------------------- 29
Operación normal del compresor. ----------------------------------------------------------------------- 30
Listado de aceite usados en el compresor. ------------------------------------------------------------ 31
Listado para la localización y resolución de problemas. -------------------------------------------- 34
Esquema del compresor ------------------------------------------------------------------------------------ 35
Componentes básicos del compresor ------------------------------------------------------------------- 36
Sistema de conexión generadora - compresora - rack de llenado ------------------------------ 37
Diagrama del proceso de Generación de Hidrogeno ----------------------------------------------- 38
Elaborado por:.Luis R, Cedeño C FEBRERO/2018 Página 3 de 38
CAPÍTULO I PRINCIPIOS BÁSICO PRODUCCIÓN DE HIDROGENO
PRINCIPIO APLICADO AL PROCESO DE PRODUCCION DE HIDROGENO CON HIDROXIDO
DE POTASIO (KOH).
En general en estos sistemas se usa como electrolito alcalino una disolución de KOH cuya
concentración puede variar entre un 25 y un 30 % en peso. La temperatura de operación debe ser
siempre menor a 100 ºC y usualmente ronda los 80 ºC y su presión de trabajo es de 1-30 bar,
respectivamente.
Físicamente un electrolizador consiste en varias celdas acopladas en serie. Existen dos tipos de
diseño de celda monopolar y bipolar (ver figura 1).
Figura 1. Principio de un diseño de electrolizador monopolar (izq) y bipolar ( dra).
Los monopolares consisten en ánodos y cátodos aislados unos de otros por separadores,
usualmente de asbesto, introducidos en KOH al 28% a 60-80º C, por donde se pasa una corriente
de 135 mA/cm2. En esta celda, cada electrodo tiene la misma polaridad en ambas superficies y
ocurre un solo proceso, esto es, el desprendimiento de H2 ó O2. Una misma celda contiene varios
electrodos, conectándose los cátodos y los ánodos en paralelo. Así, el voltaje total será el del par
ánodo/cátodo siendo esencialmente del orden de 1,7-2,0 V. A bajos voltajes, el aislamiento interno
de los electrodos es relativamente simple, lo que permite obtener altas corrientes por celda
unitaria, aumentándose el número de electrodos en la celda-tanque.
Los electrizadores bipolares consisten en un único modulo con un gran número de electrodos,
donde cada uno funciona como cátodo por una cara y como ánodo por la otra. El conjunto se
monta de forma que se obtiene una configuración de celta tipo filtro-prensa donde cada electrodo
es aislado y cada par de electrodos se separa por un diafragma, formando una celda individual. De
esta forma un electrolizador bipolar puede contener de varias decenas a cientos de celdas
individuales en serie.
Elaborado por:.Luis R, Cedeño C FEBRERO/2018 Página 4 de 38
CARACTERÍSTICAS ELECTROQUÍMICAS DE LA PRODUCCIÓN DE HIDRÓGENO POR
ELECTROLISIS
El proceso electrolítico puede conseguirse de 2 maneras: reduciendo lo más posible el voltaje total
de la celda para minimizar el consumo de energía eléctrica, o aumentando la densidad de corriente
por encima de los valores normales utilizados en los electrolizadores convencionales, que es
aproximadamente proporcional al área de los electrodos. Estos 2 objetivos se contraponen, por lo
que se requiere de una optimización para adecuar el sistema a las condiciones operacionales. De
hecho, un aumento de la densidad de corriente, inevitablemente conlleva a un aumento del voltaje
total de la celda. Estos requisitos contradictorios pueden ser cumplimentados simultáneamente con
el desarrollo de un diseño óptimo de la celda, que permita una resistencia interna menor y el
desarrollo de electrodos con elevada actividad catalítica, que presenten menores sobre potenciales
a las reacciones de desprendimiento de H2 y O2.
En la electrolisis, el potencial aplicado da la medida de la energía eléctrica suministrada al
proceso, que se manifiesta en la resistencia que ofrece el sistema al paso de la corriente eléctrica.
Así los electrodos, la solución y el separador contribuirán con su resistencia al proceso, a que
aumente el valor del potencial aplicado.
ELECTRODOS
Cuando se seleccionan materiales que sean activos catalíticamente para la reacción de
desprendimiento del hidrógeno (RDH) las propiedades que juegan un papel más importante son: el
efecto electrocatalítico del material, que depende directamente del voltaje utilizado para operar el
catalizador a distintas densidades de corriente y segundo su estabilidad a largo plazo. Desde un
punto de vista electroquímico. Para conseguir esta reducción en el sobre potencial se puede
conseguir o eligiendo un material para el electrodo altamente catalítico y/o incrementando de la
superficie activa del electrodo.
Además en la selección de los materiales para los electrodos es muy importante tener en cuenta
su estabilidad y resistencia a la corrosión en el medio que trabaja el electrolizador (medio alcalino,
KOH al 20 - 30 %).
La generadoras de hidrogeno instaladas en Planta Centro están diseñadas para producir hasta
una capacidad de 5 Nm3/h cada una, de hidrogeno puro a un 99,9995 % de pureza a una presión
máxima de 3.2 Mpa ≈ 464 Psi
PRECAUCIONES DE SEGURIDAD
La seguridad es una preocupación de todos y se basa en el uso práctico del sentido común y el
cumplimiento y aplicación de los códigos y normas de seguridad.
ADVERTENCIAS Y PRECAUCIONES
Advertencias:
El incumplimiento de las diversas advertencias de seguridad puede resultar en lesiones, o la
muerte del personal.
Elaborado por:.Luis R, Cedeño C FEBRERO/2018 Página 5 de 38
Precauciones:
No opere la unidad de generación sin leer y comprender el manual de instrucciones de
Instalación/Operación y Mantenimiento.
Una descarga eléctrica puede ser mortal.
El sistema y subsistemas de control eléctrico de las generadoras deben ser instalados de
acuerdo con las normas y códigos internacionales, nacionales y o locales apropiados y
estar dentro de la clasificación eléctrica y medioambiental.
Apague apropiadamente la generadora antes de realizar reparaciones o ajustes
No exceda las condiciones de funcionamiento máximas indicadas en las hojas de las
especificaciones.
Las pruebas de presión de todas las líneas de proceso se harán con gas inerte como es el
N2 antes de introducir el gas de proceso en el compresor.
No se operará la generadora sin un adecuado flujo de agua de refrigeración en el sistema
asociado.
Nunca se operara la generadora, o cualquier otro equipo, sin que estén instalados y
funcionando correctamente los adecuados sistemas de seguridades y los dispositivos de
protección y de fallo de seguridad. Los sistemas de seguridad y de fallo deberán ser
inspeccionados para una apropiada operación de mantenimiento general y un
funcionamiento normal. Nunca evite la seguridad y los dispositivos ante fallo de seguridad.
NOTAS IMPORTANTES DE SEGURIDAD
El hidrógeno es inodoro, insípido, incoloro y altamente inflamable. Es altamente combustible en
presencia de oxígeno y se quema con una llama incolora.
Si usted no se encuentra en peligro, detenga la corriente de gas y utilice agua para enfriar el área.
El límite inflamable inferior del hidrógeno es del 4% en aire, en volumen. Si se produce un
incendio, no intente extinguir las llamas, deje que el fuego se consuma.
EL GAS HIDRÓGENO ES MÁS LIVIANO QUE EL AIRE.
Evite toda sobreexposición al hidrógeno. El hidrógeno no es tóxico pero puede actuar como un
asfixiante simple al desplazar el oxígeno del aire. Entre los efectos de la insuficiencia de oxígeno
causados por los asfixiantes simples se cuentan: respiración agitada, disminución de la lucidez
mental, coordinación muscular debilitada, pérdida del juicio, sensación general de depresión,
inestabilidad emocional y fatiga. A medida que la asfixia avanza, pueden aparecer náuseas,
vómitos, postración y pérdida de conciencia.
CAPÍTULO II PROCESO DE FUNCIONAMIENTO SISTEMA PRODUCCIÓN DE HIDROGENO
TECNOLOGÍA DE FUNCIONAMIENTO DEL SISTEMA DE PRODUCCIÓN DE HIDROGENO
DESCRIPCIÓN DEL SISTEMA
El agua desmineralizada se inyecta desde el tanque de agua hasta el procesador de gas-líquido a
través de la bomba de agua, este se descompone mediante la corriente continua de la celda
electrolítica, donde se precipitan el hidrógeno y oxígeno en la superficie del electrodo, que se
separa y enfría por el procesador de gas-líquido, después de ser secado, entran en el tanque
Elaborado por:.Luis R, Cedeño C FEBRERO/2018 Página 6 de 38
respectivo. Después de que el electrolito pasa por el filtro, este es bombeado regresando al
electrolizador por la bomba de circulación.
SISTEMA DE OXÍGENO Y HIDRÓGENO
El hidrógeno de la cámara de electrólisis del electrolizador, junto con la mezcla de álcali, fluyen a
través de la tubería de hidrógeno por un orificio de ventilación en el lado del cátodo de la placa,
luego, salen de la placa extrema y entran en el separador de hidrógeno, realizando la separación
de líquido-gas por gravedad, el hidrógeno separado entra en el enfriador para el lavado y
enfriamiento, luego, se elimina las gotitas por el secador en la parte superior del lavador, entran el
dispositivo de purificación a través de la válvula de regulación de hidrógeno. El proceso de
tratamiento del oxígeno es básicamente igual al del hidrógeno.
SISTEMA DE CIRCULACIÓN DE ELECTROLITO
El propósito de la circulación de electrolito es suplementar el agua desmineralizada consumida por
electrólisis en el área del electrodo, llevando el hidrógeno, el oxígeno y el calor producido durante
la electrólisis, para que el electrolizador funcione en condiciones estables, aumenten la agitación
del electrolito en el área del electrodo, reduzcan la tensión de polarización de concentración,
reduzcan el contenido de gas en la álcali, la tensión de la cámara de electrólisis y el consumo de
energía, etc.
La mezcla de oxígeno y hidrógeno salida del electrolizador, se separa respectivamente en el
separador de hidrógeno-oxígeno por gravedad, el electrolito separada, junto con el del separador,
se colectan en la tubería de conexión de la parte inferior del separador, después de que eliminan
las impurezas mecánicas por el filtro de álcali, se bombean en el electrolizador por la bomba de
circulación, formando el sistema de circulación de electrolito (ciclo interno).
SISTEMA DE REPOSICIÓN DE AGUA
Durante el proceso de electrólisis, con el fin de garantizar un funcionamiento continuo de
electrólisis de agua, deben agregar el agua desmineralizada que cumple con los requisitos en el
electrolizador. El agua en el tanque de reposición de agua, se inyecta en el lavador de separación
de hidrógeno por la bomba de suministro de agua, para entrar en el sistema circulatorio de álcali.
Bajo circunstancias normales, se realiza la reposición de agua de forma automática, en caso
especial, puede ser operada manualmente. A fin de garantizar que el gas y álcali no refluyen
durante la parada de la bomba de agua, se equipa con una válvula de retención en la tubería de
agua.
SISTEMA DE AGUA DE REFRIGERACIÓN
La primera tubería de agua de refrigeración entra en la parte inferior del separador de hidrógeno-
oxígeno a través de la válvula de regulación de diafragma neumática para enfriar el álcali en el
separador. El sistema controla la apertura de la válvula de regulación para ajustar la temperatura
de álcali que circula, y cambia el volumen del agua de refrigeración, a fin de lograr el propósito de
controlar la temperatura del electrolizador.
La segunda tubería de agua de refrigeración entra en la parte superior del separador de hidrógeno-
oxígeno para enfriar el hidrógeno y oxígeno recién producido, asegurando de que la temperatura
de gas que ha entrado en el sistema de purificación no es superior a 40 grados, y enfría el vapor
Elaborado por:.Luis R, Cedeño C FEBRERO/2018 Página 7 de 38
de álcali producido en la producción de hidrógeno, dejando que el mismo se refluya, para asegurar
de que el gas que ha entrado en el sistema de purificación no lleve grandes cantidades de vapor
de agua de álcali.
La tercera tubería de agua de refrigeración entra en el refrigerador del sistema de purificación,
para enfriar el gas, asegurando que la temperatura del gas de salida no es superior a 40 ℃, y el
agua de refrigeración es constante.
La cuarta tubería de agua de refrigeración entra en el gabinete del rectificador, asegurando la
radiación de los elementos de control de silicio , y de que los mismos no tengan altas temperatura,
controlando que la presión de entrada de agua es de 0,1 MPa ~ 0,2 MPa
RED DE ALCANTARILLADO
La placa terminal del electrolizador en la primera tubería tiene una válvula de drenaje, que sirve
para eliminar la álcali del tanque acumulada antes de la reparación y la acumulada de limpieza del
tanque, en la condición con presión de nitrógeno, pueden ser drenado directamente a la
alcantarilla por la válvula de drenaje del filtro, también pueden realizar el drenaje después de que
se presiona volviendo al tanque de álcali. El puerto de drenaje de agua del separador de
hidrógeno-gas y el drenaje de agua del enfriador, sirven para descargar el líquido utilizado para
enfriar el hidrógeno. La tercera tubería y la cuarta son para el puerto de drenaje del tanque de
álcali y el de agua cruda, sirven para descargar su suciedad.
SISTEMA DE PURGA DE NITRÓGENO
El dispositivo está provisto de salida de nitrógeno, que sirve para la prueba de estanqueidad del
dispositivo y la purga antes de inicio y después de la parada, para efectuar la purga de hidrógeno
se realiza este barrido con el nitrógeno, primero se detiene la bomba de álcali, se abre la válvula
para la purga de nitrógeno en la pantalla de operación, para la parte de purificación adoptan la
válvula manual, una vez abierta, puede realizar la purga de nitrógeno. Cuando se utiliza el grupo
de cilindros de nitrógeno, primero se establece que la presión de salida de la válvula de reducción
de presión de la botella de nitrógeno es de aproximadamente 1 MPa.
ESPECIFICACIONES TÉCNICAS DE LOS EQUIPOS
No. Ítem Especificación Técnica
1 Cantidad 2
2 Consumo DC ≤4.8 KWh/Nm3
3 Electrodo unipolar 2
4 Producción de hidrógeno 5 m3/h
5 Tensión de DC 48 V
6 Corriente DC 500 A
7 Temperatura operativa de electrolito ≤85 ℃
8 Presión de trabajo 3.2 Mpa
6 Pureza de hidrógeno 99.9%
Elaborado por:.Luis R, Cedeño C FEBRERO/2018 Página 8 de 38
ESPECIFICACIÓN TÉCNICA DEL DISPOSITIVO DE PURIFICACIÓN DE HIDRÓGENO
ESPECIFICACIÓN TÉCNICA DE LA SECADORA
No Ítem Especificación Técnica
1 Capacidad de manejo de hidrógeno 5N m3/h
2 Presión de trabajo 3.2MPa
3 Pureza del gas crudo 99.5-99.9%
4 Punto de rocío de hidrógeno después de ser secado ≤-50℃ (bajo presión normal)
DESCRIPCIÓN DEL SISTEMA DE OPERACIÓN Y CONTROL
START: Iniciar o abrir
STOP: Detener o cerrar
AUTO: Automático, sin intervención humana
MAN: Manual, necesitan la operación JOG manual
ROJO: El equipo está funcionando o la válvula está abierta
VERDE: La máquina está apagada o la válvula está cerrada
PARÁMETROS DE CONTROL OPERATIVO, ALCANCE Y PERIODO
Operación del sistema de producción de hidrógeno
LIMPIEZA DE LA MÁQUINA DE HIDRÓGENO
Antes de que sea puesto en funcionamiento oficialmente el equipo de producción de hidrógeno de
electrólisis de agua, deben limpiar el sistema, para eliminar las impurezas mecánicas en el interior
de los componentes.
Abren la válvula de entrada de agua del tanque de álcali,
Al ser llenado el tanque de álcali con agua cruda, cierran la válvula de entrada de agua del
tanque de álcali.
2) Con todas las válvulas del dispositivo está cerrada,
Abren la puerta de salida de álcali del tanque de álcali, la de entrada de álcali del
electrolizador y la de escape de aire de la bomba circulante, fluyendo al sistema basado en
el nivel de agua del tanque de álcali,
Cuando la válvula de escape de la bomba circulante sale el agua, indicando que la bomba
se ha llenado de agua, cierran la válvula de escape de la bomba, abren la válvula de de
regulación de flujo circulante, la de desvío de la válvula de regulación al lado de hidrógeno
y la de desvío de la válvula de regulación al lado de oxígeno, inician la bomba circulante e
inyectan el agua desmineralizada en el dispositivo.
Cuando el nivel alcanza el medio del separador de hidrógeno-oxígeno, detienen la bomba
circulante, cierran la válvula de entrada de álcali del electrolizador, la de salida de álcali del
tanque de álcali, cierran la válvula de desvío de la válvula de regulación al lado de
hidrógeno y la al lado oxígeno,
Elaborado por:.Luis R, Cedeño C FEBRERO/2018 Página 9 de 38
Abren la válvula de retorno de álcali del separador, inician el bombeo de recirculación,
ajustan la válvula de regulación dejando que su flujo sea de máximo, limpian la célula
electrolítica 1 a 2 horas, luego, apagan la bomba circulante, abren la válvula de aguas
residuales del filtro para el drenaje de aguas residuales, si es necesario, pueden agregar el
nitrógeno para acelerar la descarga de aguas residuales.
3) Se opera según el primer y el segundo paso, los repitan 2 o 3 veces hasta que el líquido de
descarga sea limpio.
PRUEBA DE ESTANQUEIDAD DEL SISTEMA DE PRODUCCIÓN DE HIDRÓGENO
1) Inyectan el agua cruda en la máquina de producción de hidrógeno al nivel medio del separador
de hidrógeno-oxígeno.
2) Cierran toda la válvula conectada externamente de la máquina de hidrógeno,
Abren toda la válvula interior de la máquina, para que agreguen el nitrógeno en la máquina
de hidrógeno mediante la válvula de nitrógeno,
Aumentan la presión lentamente hasta 3,3 MPa y cierran la válvula,
Verifican con agua de jabón si las conexiones y las válvulas de las tuberías tienen fugas, y
observan si hay fugas de líquido en las tuberías,
Una vez que confirman que no hay fugas, mantienen la presión 30 minutos, y la caída de
presión no excede a 0,25 %.
3) Inician la recirculación,
Después de la limpieza de una hora, detienen la bomba, descargan las aguas residuales y
realizan el alivio.
4) Operación de prueba de estanqueidad del sistema de almacenamiento de gas
Cierran toda la válvula relacionada con el sistema de producción de hidrógeno.
Abren toda la válvula del marco II conectada con las tuberías del sistema de
almacenamiento de gas.
Toman la válvula de escape de aire de tubería de hidrógeno como la interfaz de recarga de
nitrógeno, inyectan el nitrógeno en el sistema de almacenamiento de gas.
Cuando la presión del sistema de almacenamiento de gas aumenta a 3,0 MPa, dejan de
recargar el nitrógeno, verifican si hay fugas con agua de jabón, si encuentran problemas,
deben solucionar de manera oportuna, y lo mantienen más de 12 horas, se considera es
calificado en caso que la caída de presión total ﹤18 KPa y la fuga promedia no es más de
0,5% por hora.
5) Operación de prueba de inyección de agua del tanque de almacenamiento de hidrógeno:
Rellena el tanque de almacenamiento de hidrógeno con el agua. (Toman el tanque #1 como
ejemplo) Abren la válvula de escape de aire del tanque de almacenamiento de hidrógeno
#1 y cierran la válvula de entrada y la de salida del mismo tanque.
Conectando la tubería temporal, inyectan el agua en el tanque a través de la válvula de
aguas residuales del tanque de hidrógeno #1, cuando la válvula de escape comienza a
drenar agua, indicando que el tanque ya está llenado, cierran la válvula de aguas
residuales y la de salida de agua.
Elaborado por:.Luis R, Cedeño C FEBRERO/2018 Página 10 de 38
Inyectan el tanque de almacenamiento de hidrógeno #2 con agua con el mismo método.
PREPARACIÓN DE ELECTROLITO
La proporción de la solución de KOH 15% a 30℃ es de 1,180 (álcali diluido)
La relación de la solución de KOH 30% a 30℃ es de 1,281
1) Toda la válvula está cerrada.
2) Abren la válvula de entrada de agua del tanque de álcali, inyectan el agua cruda de 160 litros
en el tanque de álcali, cierran la válvula de entrada de agua.
3) Abren la válvula de salida de álcali, la de regreso de álcali del tanque de álcali y la de entrada
de álcali del electrolizador, abren la válvula de salida de la bomba circulante y la de escape de aire
para la descarga de aire, después de fluir líquido, cierran la válvula de salida y la de escape de aire
de la bomba de circulación, inician la bomba, abren lentamente la puerta circulante del tanque de
álcali hasta que el flujo de álcali sea máximo, luego realizan el ciclo de álcali.
4) Se añade lentamente KOH de100 Kg, una vez diluido, se agrega el pentóxido de vanadio 0,2 %
(0,52 kg), V 2O5, la densidad debe ser 1,28 Kg/cm3 (30℃), cuando la temperatura del electrolito
baja a menos de 50 ℃, tapan bien el tanque de álcali, evitando la entrada de CO2 del aire.
5) Toda la válvula del dispositivo debe estar cerrada, abren la válvula de salida de álcali del
tanque de álcali, la de entrada de álcali del electrolizador, la de regulación de flujo, la de desvío de
la válvula de regulación al lado de hidrógeno y la de desvío de la válvula de regulación al lado de
oxígeno, inician la bomba circulante, inyectan el líquido de álcali en el dispositivo. Observan el
nivel en el medidor de nivel de separador (para observar si el líquido de álcali del tanque de álcali
se agota), cuando es necesario, deben detener la bomba de circulación, cierran la válvula de
entrada de álcali del electrolizador, la de salida de álcali, la de desvío de la válvula de regulación al
lado de hidrógeno y la de la válvula de regulación al lado de oxígeno.
6) Limpian el tanque de agua pura con agua limpia, se añade el agua desmineralizada, luego
abren la válvula de salida del tanque de agua pura y la de entrada de agua del lavador, inician la
bomba de agua para agregar el agua pura en el lavador, cuando el nivel alcanza el nivel medio del
medidor de nivel de separador, detienen la bomba de agua, cierran la válvula de salida del tanque
de agua pura y la de entrada del lavador.
PURGA DE NITRÓGENO
Abren toda la válvula,
Cierran toda la válvula externa,
Abren la válvula de nitrógeno,
agregando nitrógeno en el dispositivo por la boca de nitrógeno,
abren la válvula de desvío de la válvula de regulación al lado de hidrógeno y la al lado
oxígeno para que descarguen el nitrógeno del dispositivo
mantienen a 0,1 MPa.
Purgan tres veces.
Elaborado por:.Luis R, Cedeño C FEBRERO/2018 Página 11 de 38
Nota: Se deben observar el nivel de los dos separadores en el momento de inflación y vaciado, se
debe ajustan la válvula de desvío de la reguladora lado de hidrógeno y lado oxígeno, para que
realice el equilibrio del nivel de los dos separadores.
INICIO DE EQUIPOS DE PRODUCCIÓN DE HIDROGENO
PREPARACIÓN DE INICIO DEL EQUIPO
1) Cuando se reinician el equipo después de una parada larga, deben reemplazar el nitrógeno del
equipo.
2) Conectan la fuente de alimentación del gabinete de rectificador de potencia.
3) Inician la fuente de alimentación de control del gabinete de rectificador (se puede ver en el
gabinete al abrir la puerta).
4) El interruptor de "Presión / Flujo constante" está en la posición "Flujo constante".
5) El interruptor de "Automático / Manual" está en la posición "Automático".
6) Presionan el botón de “Fuente de alimentación principal” en el gabinete de rectificador, y se
iluminará el indicador de “Fuente de alimentación principal”.
7) Abren la válvula de agua de refrigeración del gabinete de rectificador, verificando la presión de
0,15 a 0,2 MPa; Abren la válvula de agua de refrigeración del marco y la de agua de refrigeración
de secado (apertura pequeña).
8) Fuente de alimentación del gabinete de control de producción de hidrógeno: cierran toda la
fuente de alimentación del gabinete (disyuntor).
9) Verifican si el suministro de aire es normal: La presión del estabilizador del suministro de aire
de la válvula neumática de bola debe estar a 0,4~0,5 MPa
10) El suministro de aire de la válvula de regulación se controla a: 0,14 Mpa.
11) Verifican si la válvula de circuito de álcali del marco de producción de hidrógeno está en
estado de circulación interna, la válvula de desvío de la válvula de regulación al lado de hidrógeno
y la al lado de oxígeno están cerradas.
12) Ponen el interruptor selector de la bomba circulante y el de la bomba de agua del panel del
gabinete de alimentación en el estado automático.
OPERACIÓN DE INICIO
1) Hagan clic en el icono de la bomba de álcali y aparecen el cuadro de operación, seleccionan
"man", presionan el botón "start" para observar si el flujo del líquido de álcali está entre 0,6 a 0,9,
si no, deben ajustarlo por la válvula de salida del filtro alcalino en sitio.
Elaborado por:.Luis R, Cedeño C FEBRERO/2018 Página 12 de 38
2) Hagan clic en el botón “Iniciar el sistema”, después de que el icono del electrolizador se cambia
en rojo, hagan clic en el botón “Iniciar el rectificador”.
3) Hagan clic en la bomba de agua y aparecen el cuadro de operación, seleccionan “AUTO”.
4) Cuando la presión observada en el sistema alcanza el valor ajustado, abren la válvula de
entrada de hidrógeno-oxígeno, el flotador en el caudalímetro de instrumento de ajuste debe estar
en la posición media.
5) Hagan clic en el icono del instrumento de hidrógeno-oxígeno en la pantalla de control,
aparecen el cuadro de operación y seleccionan el botón “start” para iniciar el instrumento, la
operación del instrumento hidrógeno-oxígeno es igual.
6) Una vez que sea calificado el aire, hagan clic en el icono de la válvula de tres vías de salida de
hidrógeno, aparecen el cuadro de operación, seleccionan “man” y hagan clic en “start” o
seleccionan “AUTO”, cuando la pureza del gas alcanza el valor ajustado, se abrirá
automáticamente la válvula para proceder al proceso de purificación.
7) Cuando se observa que la presión de la válvula de contrapresión en situ se muestra a
alrededor de 2,0 MPa, abren la válvula de entrada y la de salida del medidor de punto de rocío, el
flotador del medidor de flujo del instrumento de ajuste está en la posición intermedia, volviendo a la
sala de control, hacen clic en el icono del medidor de punto de rocío y aparecen el cuadro de
operación del equipo, hacen clic en el botón "start" para iniciar el instrumento.
8) Operación de llenado manual (Para la operación automática, eligen para todas las válvulas
neumática auto en la pantalla): Después de que el medidor de punto de rocío se encuentra
calificado, primero hacen clic en el botón "cuadro de distribución/tanque de almacenamiento" y
entran en la pantalla de barra colectora, hacen clic en el icono de la válvula de entrada del tanque
que está por ser llenado, aparecen el cuadro de acción, hacen clic en el botón "start". Luego
hacen clic en el icono de la válvula de tres vías purificada y aparece el cuadro de acción, hacen
clic en el botón "start" para enviar el aire a la barra colectora.
9) Cambio manual de llenado manual (Para la operación automática, eligen auto para todas las
válvulas neumáticas en la pantalla): Para cambiar el modo, deben operar la válvula de admisión de
aire del tanque que está llenando el hidrógeno, hacen clic en el botón "stop" para detener el
llenado del depósito, luego, hacen clic en el botón "start" de la válvula de admisión de aire del
tanque siguiente.
10) Llenado de hidrógeno manual para la unidad (Para la operación automática, eligen auto para
todas las válvulas neumáticas en la pantalla): Para llenar la unidad con hidrógeno, deben elegir el
tanque de almacenamiento que no está llenando y que la presión es mayor que 0,8 Mpa para
realizar este acción, hacen clic en el icono de la válvula de salida de aire de un tanque a utilizar,
aparecen el cuadro de acción, hacen clic en el botón "start", y luego, el botón de neumático de la
tubería de llenado de hidrógeno del marco correspondiente, aparecen el cuadro de acción, hacen
clic en el botón "start", luego, la barra colectora ajustará la presión de hidrógeno a través de la
válvula de reducción de acuerdo con los requisitos de la unidad, una vez terminado, hacen clic en
el botón "stop" según la operación anterior.
Elaborado por:.Luis R, Cedeño C FEBRERO/2018 Página 13 de 38
OPERACIÓN DE PARADA
1) Hacen clic en el icono de hidrógeno/oxígeno de los instrumentos en línea en la pantalla,
aparecen el cuadro de acción, hacen clic en el botón "stop" para salir del funcionamiento del
medidor.
2) Se cierran respectivamente la válvula manual de entrada y la de salida de los instrumentos en
situ.
3) Hacen clic en el botón "Parar el rectificación", cuando la corriente de electrólisis se reduce a
0A, hacen clic en el botón "Parar el sistema", la bomba alcalina puede seguir funcionando sin
parar.
4) Se detiene el agua de refrigeración en la sala de agua de refrigeración.
5) Si el tiempo de parada es demasiado largo, puede llevarse a cabo el alivio mediante la válvula
de desvío de la de regulación del equipo, durante este proceso, tengan cuenta que el balance de
nivel. Después del alivio, purgan con nitrógeno, una vez terminada la operación, cierran la válvula
de desvío de la de regulación.
MANTENIMIENTO Y SOLUCIONES DE PROBLEMAS FRECUENTES
Está prohibido el fuego en el área del sistema de hidrógeno
El hidrógeno y el oxígeno, o la mezcla del aire e hidrógeno, puede formar gases explosivos,
su composición del límite de gas es:
El límite superior es 94,3 % de hidrógeno y 5,7 % de oxígeno, o contiene 74,2 % de
hidrógeno y 25,8 % de aire;
El límite inferior es 5% de hidrógeno y 95 % de oxígeno, o 4,1 % de hidrógeno y 95,9 % de
aire (se calculan los gases anteriores en volumen). Por lo tanto, prohíben la mezcla de
hidrógeno con oxígeno o con el aire en ningún dispositivo.
La fuga de hidrógeno en el aire debe ser estrictamente controlada en el 3% o menos, está
prohibido la llama en la sala de hidrógeno.
PRECAUCIONES DE OPERACIÓN Y MANTENIMIENTO DE LOS DISPOSITIVOS
1) Para el uso general, deben observar si el equipo está funcionado correctamente, si la presión
del hidrógeno, la del sistema, la temperatura de salida y el volumen de procesamiento de gas del
secador y la del intercambiador de calor de condensación están dentro de un rango
predeterminado, y hacen bien los registros.
2) En condiciones de trabajo, la temperatura del secador de adsorción no debe ser elevada, de lo
contrario la purificación será ineficaz, en caso grave, se contaminará las tuberías de gas puro por
una gran cantidad de vapor de agua y se afectará el uso.
3) El sistema de gas del dispositivo debe mantener una buena estanqueidad. Después del
calentamiento de ejecución, es posible que la junta del conector de tubería cause fugas debido a la
expansión térmica y contracción, deben centrar en la comprobación de dicha junta.
Elaborado por:.Luis R, Cedeño C FEBRERO/2018 Página 14 de 38
4) Durante la operación del dispositivo, no deben detener el agua de refrigeración.
5) El sistema eléctrico de control de temperatura se debe mantener en trabajo normal para evitar
la sobretemperatura o el sobrecalentamiento fuera de control esto puede dañar el dispositivo. El
tiempo de la calefacción renovable, el de la temperatura constante y el de soplad de frío, y la
temperatura del límite superior punto de interconexión de alarma pueden ser ajustado de manera
apropiada según el uso operativo.
6) Para el uso del hidrógeno debe prestar atención a la seguridad. El gas residual debe ser
liberado al exterior, y establecer el retardante de fuego y el tanque de sellado de agua. El taller
debe tener una buena ventilación, prohibida la llama abierta.
7) Baja presión de suministro de aire: Cuando la presión de aire es inferior a 0,4 MPa, el sistema
se apagará automáticamente.
8) Agua de refrigeración del gabinete de rectificador: Cuando la presión es inferior a 0,1 MPa, el
gabinete se apagará la energía automáticamente.
9) Presión del tanque: Cuando la presión del tanque es>3,4 Mpa, se detendrá automáticamente
el sistema. (La válvula de regulación de presión del lado oxígeno o el tubo de ventilación de la
válvula neumática está bloqueado)
10) Nivel de hidrógeno-oxígeno: Cuando no puede ser visto el nivel en el medidor de nivel, o el
nivel es más alto que el medidor, si el sistema no para, deben ser apagado inmediatamente.
11) Temperatura del tanque: Cuando la temperatura es mayor que 92 ℃, se detendrá
automáticamente el sistema; cuando es mayor que 90 ℃, deben revisar si hay agua de
refrigeración más; verifican si el estado de apertura de la válvula de agua de refrigeración es
normal.
12) Voltaje normal≤ 50 V, corriente ≤ 500 A, si se excede, debe ser apagado el dispositivo.
13) Cuando la pureza del hidrógeno es < 99,8 %, deben vaciarse; si es <99,5 %, deben verificar
si el sistema de producción de hidrógeno está en estado normal, de lo contrario, no puede arrancar
la máquina.
14) La presión después de la válvula de hidrógeno alcanza el límite superior de 2,8 Mpa: En
circunstancias normales, el sistema se vacía de forma automática; verifican si la presión del tanque
de almacenamiento de hidrógeno y la en seco es demasiado alta.
PRECAUCIONES DE MANIPULACIÓN DE SUMINISTRO DE HIDRÓGENO
1) El equipo de producción de hidrógeno no se puede enviar directamente al generador el
hidrógeno, ni adoptar la forma de operación de enviar mientras recargar.
2) El equipo de producción de hidrógeno no puede recargar el hidrógeno para dos tanques al
mismo tiempo, solamente puede realizarlo respectivamente.
Elaborado por:.Luis R, Cedeño C FEBRERO/2018 Página 15 de 38
TRABAJOS RUTINARIOS REGULARES
1) Registran el informe de ejecución una a dos horas.
2) Analizan la pureza de hidrógeno una vez al día.
3) Determinan la humedad de hidrógeno una vez al día.
4) Verifican el equipo todos los días, recargan periódicamente el aceite para el equipo giratorio.
5) Verifican la tensión entre electrodos del electrolizador todas las semanas.
6) Antes de iniciar el equipo de hidrógeno, o el equipo funciona cada dos meses, determinan la
concentración del electrolito.
7) Se cambia el líquido de absorción del analizador de gas todos los meses.
8) Calibran el analizador de hidrógeno-oxígeno una vez al mes.
9) Drenan las aguas residuales de todos los tanques de almacenamiento de hidrógeno cada vez
al mes.
10) Limpian el filtro de líquido de álcali una vez al trimestre.
11) Limpian el electrolizador una vez al año.
12) Deben realizar el mantenimiento pesado para el electrolizador una vez a cada 5 años (se
realiza por personal profesional)
SOLUCIONES DE PROBLEMAS FRECUENTES
Averías Análisis de causa Solución
El sistema de alimentación está Comprueban el sistema de
apagado alimentación y reparan los equipos
eléctricos.
La fuente de alimentación de la Comprueban y restauran la fuente de
rectificación tiene averías. alimentación.
El flujo de agua de enfriamiento se Resuelven las fallas existentes de
apaga o el flujo es demasiado agua de refrigeración.
EL DISPOSITIVO SE pequeño, la presión insuficiente
DETIENE DE causan un disparo
REPENTE El aumento repentino de la corriente Ajustan el potenciómetro de salida del
resulta la sobrecorriente o rectificador a cero, luego cierran la
cortocircuito que causa el disparo. compuerta, si no puede cerrarse,
deben verificar cuidadosa y eliminan
el cortocircuito.
El fusible rápido está quemado Reemplazan el fusible rápido por un
resultando un disparo nuevo.
Fallo de fase de la señal de pulso, o Apagan la alimentación de CA,
Elaborado por:.Luis R, Cedeño C FEBRERO/2018 Página 16 de 38
desglose del elemento de silicio, que verifican si el elemento de
resulta el desequilibrio de las tres rectificación tiene desglose
fases del circuito principal.
La presión y la temperatura del No se revierte la polaridad de
electrolizador, el nivel de oxígeno, el componentes, verifican las averías de
volumen de circulación de lejía, la falta de fase de la señal de pulso con
presión diferencial invadida, acción un osciloscopio para encontrar la
de enclavamiento, lo que causa el avería y eliminarla.
disparo de la fuente de alimentación
del rectificador
El electrolito sucio del electrolizador Adoptan el método de agitación de
resulta que el orificio de entrada y el aumentar o bajar bruscamente la
de salida de la cámara de electrólisis corriente, o aumentar o bajar el
están obstruidos, aumentando la volumen circulante de álcali, para que
resistencia de la cámara traslade el bloqueo, se detiene el
equipo para lavador el electrolizador y
LA PRESIÓN limpiar el filtro.
TOTAL DEL La temperatura del electrolizador es La temperatura del electrolizador
ELECTROLIZADOR demasiado baja debe ser de 85 ~ 90 ℃.
ES DEMASIADO La concentración de álcali es Ajustan la concentración del líquido
ALTA demasiado alta o demasiado baja de álcali al 24%.
El volumen circulante del líquido de Ajustan la apertura de la válvula y
álcali es demasiado baja aumentan el volumen circulante del
líquido de álcali.
La cantidad de aditivos es Agregan el pentóxido de vanadio y
insuficiente. cobalto tetróxido adecuado, se puede
añadir por el filtro de lejía
La bomba de suministro de agua Recargan el gas en el interior, dejan
deja de agregar agua de funcionar la bomba para el
mantenimiento
EL SUMINISTRO DE
El depósito no tiene agua. Se inyecta el agua desmineralizada
AGUA
en el depósito de agua.
DESMINERALIZADA
El sistema automático de agua está Comprueban si el sistema de control
ES INSUFICIENTE O
fallado. de nivel del líquido de hidrógeno tiene
SE PARA .
problemas.
La válvula de salida de la bomba de Abren la válvula de entrada y la de
pistón no está abierta. salida
La afinación de los parámetros es Ajustan la proporción de grado y el
irrazonable tiempo de integración.
El sistema regulador de la presión Comprueban si el regulador de
del electrolizador está fallado presión y la válvula de regulación
LA PRESIÓN DEL
tienen problemas, y los solucionan y
ELECTROLIZADOR
tapan las fugas
SE CAMBIA MUCHO
Grave fuga del tubo de gas Revisan y lo reparan.
Dentro del transmisor de presión hay Eliminan la lejía dentro del transmisor
lejía
Daño de la membrana Dejan de funcionar para realizar la
reparación del electrolizador
LA PUREZA DEL El nivel de los dos separadores de Recargan el agua desmineralizada
GAS SE DISMINUYE hidrógeno-oxígeno es demasiado hasta el nivel normal
Elaborado por:.Luis R, Cedeño C FEBRERO/2018 Página 17 de 38
bajo
El analizador no es calibrado Revisan el analizador y vuelven a
calibrar el cero
Ciclo de lejía excesivo Ajustan el volumen de ciclo de lejía
en un rango especificado
La concentración de álcali es Ajustan la concentración de lejía a
demasiado alta o demasiado baja 24%
La calidad del agua crudaes Mejoran la calidad de agua, purga el
indeseable electrolizador, en caso necesario,
deben desmontarlo y lo limpian.
Daño de la membrana. Realiza la reparación para el
electrolizador
El agua de enfriamiento en el Aumentan el agua de refrigeración y
separador es insuficiente. bajan la temperatura de entrada de
agua de refrigeración
El agua de enfriamiento en el Eliminan la escala de incrustación en
separador tiene ensuciamiento la pared interior del tubo serpentino
del separador y la exterior de la
LA TEMPERATURA tubería del enfriador con productos de
DEL limpieza de la caldera.
ELECTROLIZADOR El volumen de ciclo de lejía es Ajustan la apertura de salida de la
ES DEMASIADO insuficiente bomba de circulación y limpian el
ALTA O SE CAMBIA filtro.
MUCHO Inestabilidad de corriente Ajustan la sección de flujo constante
del rectificador de silicio controlado
Fracaso del control automático de la Comprueban el instrumento de
temperatura del electrolizador control automático de la temperatura
del electrolizador y eliminan toda la
avería del sistema de control de
temperatura
El filtro de lejía está obstruido Limpian el filtro de lejía.
La apertura de la válvula de salida de Ajustan la apertura de salida de la
la bomba circulante de lejía es bomba de circulación y mantienen el
SE DETIENE LA demasiado pequeña. volumen de circulación estable.
CIRCULACIÓN DEL Hay gas en la bomba circulante Pueden inyectar el agua destilada en
ELECTROLITO O la entrada de la bomba encapsulada
MALA con la bomba de pistón, para que
CIRCULACIÓN retiren el aire y dejen funcionar
normalmente la bomba encapsulada.
La bomba circulante está dañada Reemplazan por la bomba alternativa,
realizando la reparación para la
bomba
El orificio de entrada o el de salida Limpian el electrolizador y el filtro de
CORRIENTE DE
de alguna cámara de electrólisis del lejía. Friegan la suciedad mediante
POLARIZACIÓN
electrolizador izquierdo y derecho cambiar bruscamente la corriente y el
GRAVE DEL
está obstruido, resultando que la volumen de circulación de lejía.
ELECTROLIZADOR
tensión de la cámara es demasiado
DERECHO Y EL
alta o demasiado baja.
IZQUIERDO
La barra de cobre negativa y positiva Pulen la superficie de la barra de
Elaborado por:.Luis R, Cedeño C FEBRERO/2018 Página 18 de 38
de transmisión tiene un mal contacto cobre positiva y negativa, luego,
con el divisor y la placa lateral. contactan bien con el tablero de
transmisión de la placa intermedia y
la placa final izquierdo y derecho, y
aprietan bien los tornillos
El volumen de agua de refrigeración Ajustan el volumen del agua de
del separador es insuficiente o la refrigeración y bajan la temperatura.
LA TEMPERATURA temperatura de entrada es alta
DE ÁLCALI DEL Fracaso del control automático de la Comprueban el sistema de control
SEPARADOR DE temperatura de electrolizador automático de temperatura del
HIDRÓGENO- electrolizador y solucionan los
OXÍGENO ES problemas
DEMASIADO ALTA, El volumen de lejía circulante excede Ajustan la válvula de salida de la
CASI a un rango predeterminado. bomba de circulación para que el
ALCANZANDO LA volumen de circulación esté dentro de
DEL un rango especificado
ELECTROLIZADOR El tubo de agua de refrigeración del Limpian la escala dentro del tubo
lavador de separación de hidrógeno serpentino y la del tubo de
tiene ensuciamiento intercambiador de calor
1.Hay suciedad en el interior de la Detiene la bomba para desmontarla y
bomba limpiarla, la reparan y reemplazan con
EL SONIDO DE LA la bomba alternativa
BOMBA La contratuerca del impulsor de la Abren la cabeza de la bomba y
CIRCULANTE ES bomba está suelta aprietan el contratuerca
ANORMAL Desgaste de los cojinetes de grafito Reemplazan el cojinete de grafito
Falta de fase de alimentación Revisan la alimentación y
solucionan los problemas
EL NIVEL DEL 1. Avería del sistema de regulación Solucionan el fallo del sistema de
LAVADOR DE de presión. regulación de presión.
SEPARACIÓN DE 2.Fallo del sistema de regulación de Solucionan el fallo del sistema de
OXÍGENO- presión diferencial regulación de presión diferencial
HIDRÓGENO SE
CAMBIA MUCHO
ALARMA DE 1. Fallo del sistema de regulación de Vuelven a ajustar el regulador de
OSCILACIÓN DEL presión y del de presión diferencial. presión, la proporción y los puntos de
NIVEL DE DEL tiempo del regulador de nivel de
LAVADOR DE oxígeno
SEPARACIÓN DE
HIDRÓGENO-
OXÍGENO
El carrete de ajuste de oxígeno que Se puede ajustar abajo la posición
controla la presión del electrolizador inicial del carrete o reemplazan la
LA PRESIÓN DEL
tiene desgaste. válvula de regulación de diafragma
ELECTROLIZADOR
neumática
NO PUEDE
2.La apertura del regulador de Cierran un poco la apertura del
ALCANZAR EL
oxígeno es demasiado grande regulador de oxígeno para reducir la
VALOR PREVISTO
cantidad liberada de oxígeno.
3.La fase gaseosa tiene fugas Encuentran las fugas y las tapan.
EL 1. La junta de tela de amianto del Aprietan la tuerca del electrolizador
ELECTROLIZADOR diafragma de plástico de flúor está con llave especial hasta el sellado del
Elaborado por:.Luis R, Cedeño C FEBRERO/2018 Página 19 de 38
TIENE FUGAS DE adelgazada, la presión de sellado tanque
ÁLCALI baja.
2.La placa de cierre de tipo disco Reemplazan la placa de cierre de tipo
pierde la flexibilidad o está rota disco.
3. Inicio y parada con frecuencia, la Reducen las veces de inicio y parada
expansión y contracción térmica.
4. Funcionamiento invadido Funcionan de acuerdo con el valor
nominal.
Elaborado por:.Luis R, Cedeño C FEBRERO/2018 Página 20 de 38
CAPÍTULO III FUNCIONAMIENTO SISTEMA COMPRESOR DE HIDROGENO
COMPRESOR DE DIAFRAGMA METÁLICOS MARCA PDC MACHINES
Los compresores de Diafragma metálicos de PDC
Machines son diseñados para bombear gases
libres de contaminación o en estado puro. Entre la
pulsación media (aceite hidráulico) y el fluido de
proceso que se bombea hay un juego de tres
diafragmas de metálicos que los separan, y no se
produce la contaminación del fluido de proceso.
El contorno de la cavidad es usado para contener
las desviaciones del diafragma y limitar la tensión
de la membrana como resultado de ser estirada
hacia el contorno. La cavidad y el diafragma se
diseñaron con el enfoque de aumentar la fiabilidad
y prolongar la vida del diafragma. El diseño del contorno de la cavidad es optimizado usando
técnicas avanzadas en software de ordenadores y técnica de análisis (FEA) de tensión de
Elementos finitos para proveer una distribución uniforme de la tensión dentro de los límites del
diseño establecidos.
El diseño inherente, es decir, la extensa área de superficie de las cabezas en contacto con el
proceso, permite que compresores de diafragma consigan unas ratios de compresión altos. Los
volúmenes de holgura son mínimos y fijos, a diferencia de los ajustable, suministrando una alta
eficiencia sin la necesidad de sofisticados mecanismos basados en el ajusten del volumen de
holgura de los compresores de pistón. Por lo tanto, las ratios de compresión son tan altas que se
podrían conseguir si fuera necesario ratios hasta 100:1. En ciertos casos, la compresión está muy
cerca de ser isotérmica, a diferencia de la adiabática, cuando se compara con un compresor de
pistón estándar.
PDC Machines Proporciona compresores de diafragma metálico en configuraciones autónomas, o
sistemas completamente integrados, sistemas de compresión montados sobre base, fabricados de
acuerdo con los requisitos de los usuarios finales y sus especificaciones.
Las partes recubiertas del lado del proceso de los compresores de diafragma metálicos pueden ser
fabricadas en cualquier metal o aleación susceptible de ser mecanizada, que se suministra
compatible con el fluido de proceso del usuario final. Los materiales usuales de la construcción son
acero inoxidable 304/316 SS, o, en otros materiales como Inconel, Monel, Hastelloy, etcétera. La
selección de materiales del diafragma es limitado por la disponibilidad comercial de los material
con los requisitos físicos correctos y necesarios para un rendimiento del diafragma aceptable.
Elaborado por:.Luis R, Cedeño C FEBRERO/2018 Página 21 de 38
LA SECUENCIA DE OPERACIÓN DEL COMPRESOR ES LA SIGUIENTE:
Durante el tiempo de la entrada, el pistón hidráulico se mueve hacia la posición de punto
muerto inferior (BDC o Bottom Dead Center) generando una disminución de la presión en la
cavidad y provocando que el diafragma se desplace hacia el fondo de la cavidad.
Cuando la presión en la cavidad está por debajo
de la presión de entrada del compresor, la válvula
unidireccional de entrada se abre y permite el flujo
de gas a la cavidad.
El gas continuará entrando en la cavidad hasta que
el pistón alcance el BDC.
Cuando el pistón invierte su dirección y empieza a
moverse hacia arriba, la válvula de unidireccional de entrada se cierra y el ciclo de
compresión empieza.
Cuando la presión en la cavidad excede la presión de salida del compresor, la válvula
unidireccional de salida se abre y el gas fluye a la presión de descarga fuera del
compresor. La apertura de la válvula unidireccional de salida es representada como el pico
de presión alrededor de 225º en la curva de presión/ángulo de giro.
La descarga continua hasta que el pistón alcanza el punto muerto superior (TDC) en el que
el pistón invierte el movimiento y el ciclo se repite. PDC utiliza una bomba de inyección
gradual, que es movida por el cigüeñal. Esta bomba inyecta aceite hidráulico en la cavidad
durante el ciclo de compresión.
La bomba de inyección compensa la pérdida de aceite en el sistema tanto por las fugas pasado el
pistón como por la cantidad de aceite desplazada a través de la válvula de alivio de aceite durante
la operación normal. El ajuste de la válvula de alivio es ligeramente superior que la presión de
descarga del compresor. Esto permite que el diafragma entre en contacto con la parte superior de
la cavidad firmemente, por lo tanto, asegura un recorrido completo en todo el volumen de la
cavidad. Cuando los diafragmas hacen contacto con la parte superior de la cavidad, el pistón
hidráulico todavía tiene algunos grados de ángulo de giro a la izquierda hasta que llegue al TDC.
Durante este período, la presión del aceite supera la presión de descarga del compresor hasta que
alcanza el ajuste de la válvula de alivio del aceite. En este momento, la válvula de alivio se abre y
el aceite se desplaza a través de la válvula la cantidad que la bomba de inyección ha introducido
menos las pérdidas en el sistema. Esta circulación de aceite es lo que se conoce como
recirculación. La apertura de la válvula de alivio es representada por el máximo pico de presión en
la curva de presión/Angulo de giro justo antes de los 360 °.
PUESTA EN MARCHA Y ACONDICIONAMIENTO INICIAL.
El equipo de compresor está integrado con un sistema de instrumentación digitales y análogas que
deben ser supervisadas antes de poner en funcionamiento el sistema de llenado ya sea la presión
de aceite que se suministra a la lubricación del cabezote y elementos rotativos que integran el
Elaborado por:.Luis R, Cedeño C FEBRERO/2018 Página 22 de 38
compresor como a las presiones de succión y descarga que se suministra a el proceso donde
existen unos parámetros estipulados por el fabricante para el correcto funcionamiento del equipo.
Se debe tomar en cuenta tanto la temperatura de agua de
enfriamiento (Se debe encender el
chiller de agua helada antes de
empezar el proceso de arranque de la
compresora y verificar el fluido
mediante el rotámetro instalado en la
compresora) como el suministro de gas
nitrógeno al sistema de control de las
válvulas unidireccional (Verificar las
presiones que indican los manómetros
instalado en la bombona, presión cilindro
y presión suministro) que requiere los
instrumentos de la compresora para que su funcionamiento sea el más adecuado. Esta oscilan en
una presión mínima de 80 Psi y máxima 115 Psi a la entrada del sistema de control.
El panel de control de la compresora presenta:
Sistema de arranque identificados STAR (Verde),
Parada mediante botones STOP(Rojo)
Botón de cebado JOG(Gris)
Interruptor de Parada de Emergencia
Desplaye que indican:
La presión de succión,
Presión de descarga
Temperatura de descarga
Antes de efectuar el arranque del equipo se requiere efectuar los siguientes
pasos:
Paso 1.- Se debe verificar el suministro de nitrógeno
al sistema de instrumentación de la compresora
abriendo la válvula de suministro y observando tanto
el manómetro instalado en la línea como los de la
válvula reguladora instalado en el cilindro de nitrógeno
que tiene en el compartimento de la compresora
Elaborado por:.Luis R, Cedeño C FEBRERO/2018 Página 23 de 38
Paso 2.- Se abrirán el bypass de las válvulas de alivio del sistema
hidráulico. Hay (2) sistemas de aceite básicos en un compresor de
diafragma. Un sistema responsable de generar el desplazamiento
del diafragma en la cabeza, mientras que el otro es responsable de
lubricar el cuerpo de compresor. Cada etapa de compresión, o
cada cabeza, tendrá su propio sistema dedicado al sistema de
aceite de desplazamiento del diafragma, que incluye una válvula
de bypass. Cada cuerpo de compresión, puede tener uno o más
etapas de compresión, tendrá su propio sistema de lubricación.
Pasó 3.- A pesar de los requisitos del funcionamiento normal,
se debe hacerse un arranque inicial oprimiendo el botón de
accionamiento JOG esto con la finalidad de cebar el lado del
aceite con una reducida carga de presión. Esto es necesario
porque la válvula alivio del aceite hidráulica, o el control de la
presión, es manualmente puenteado para permitir el libre flujo
de aceite y la retirada de aire. Durante el cebado de aceite,
cualquier carga de presión de proceso experimentada por el
compresor debe ser superado por el sistema hidráulico. Dado
que el sistema de control de presión se puentea durante cebado, es difícil para el sistema
hidráulico superar esta carga, por tanto, dificultando la tarea de cebado. Para el cebado
del aceite, la entrada y salida del compresor tiene que abrirse a la atmósfera, permitiendo
reciclar de la salida a la entrada o pueden tener la presión de entrada regulada a una
presión baja que será bombeada a través del compresor en las condiciones de empuje
mínimas. Nunca bloquee (o cierre) la entrada o la salida del compresor.
Paso 4.- Cuando se esté seguro que el compresor este correctamente
configurado para el arranque inicial y el modo de cebado del aceite, se
abrirá las válvulas de aislamiento del fluido de proceso.
Paso 5.- Se arrancara el compresor y se permitirá que se acelere hasta la velocidad
máxima. Se escuchará cuidadosamente ante cualquier ruido irregular, vibración u otras
anormalidades. Se parara el compresor inmediatamente si
se tiene cualquier alarma. Se permitirá que el compresor
corra y empiece a hacer circular el aceite a través del
sistema hidráulico. El cuerpo del compresor se lubrica por
salpicadura.
El compresor es lubricado por presión a través de una bomba hidráulica. Todos compresores de
PDC utilizan una bomba hidráulica para cebar el puerto de entrada de la bomba de inyección.
Elaborado por:.Luis R, Cedeño C FEBRERO/2018 Página 24 de 38
Paso 6.- Para la Lubricación a presión del compresor, Se
suministran un manómetro y un interruptor para monitorear el
sistema de lubricación del cuerpo del compresor. Durante la
puesta en marcha, Se observara el manómetro para verificar
que la presión en el sistema hidráulico está aumentando. Si la
presión no se produce en un tiempo oportuno (menos de un
minuto) se examinara, el nivel de aceite, o sistema de
hidráulico en busca de fugas u obstrucciones.
Es normal que para este nivel de presión a medida que se calienta el aceita disminuya ligeramente
la presión. Esto es debido al cambio en la viscosidad según aumenta la temperatura. El circuito de
control del compresor debe incluir una demora de aproximadamente 20 segundos para permitir
que la presión base del aceite aumente durante el arranque.
Advertencia: el fallo en la protección del cuerpo del compresor debido a una lubricación
inadecuada puede resulta en daños para el compresor.
Paso 7.- Durante los procedimientos de arranque inicial, se verificará
constantemente el nivel de aceite del cárter. Mientras el compresor
funciona, el aceite es bombeado a las cabezas de compresión hasta que
son llenadas. Para compresores más grandes, el procedimiento de
llenado de la cabeza puede llevar hasta una hora del arranque, parada y
llenado del nivel de aceite antes de que sea estable. Es posible observar
una diferencia de niveles de aceite entre las paradas y el funcionamiento.
Normalmente, En la parada el nivel de aceite es más alto. En última
instancia, el nivel mínimo aceptable de aceite es cuando el indicador esta
a la mitad mientras el compresor está funcionando normalmente.
Cuando las cabezas del compresor estén llenas, el aceite empezará a fluir en el indicador
visual de circulación (indicador de vidrio) ubicado aguas abajo del bypass de la
válvula de alivio hidráulico. Normalmente, la circulación en el indicador de vidrio
es devuelta al cárter a través de la bomba de inyección en el cuerpo de
ensamblaje. Esta circulación de aceite ayuda a lubricar la leva ubicada en el
ensamblaje de la bomba de inyección. Dependiendo de cómo se instalan los
tubos del sistema, (principalmente basado en cómo se descarga de vuelta al
cárter el aire atrapado en las tuberías) etc., El aceite en el indicador de vidrio
puede circular llenándolo completamente o puede circular por él un lado del
vidrio. Si el vidrio está lleno, es difícil observar la circulación de aceite en el vidrio.
Una pequeña luz brillante a través del vidrio, permite observar la circulación del
aceite cuando el vidrio está lleno. Inicialmente, esta circulación de aceite será
espumosa ya que es una mezcla con el aire que está siendo desplazado de las
cabezas del compresor. Durante un período de tiempo, cuanto más grande es el
cabeza más largo es el período de tiempo, este flujo de aceite se limpiara a
medida que el aire es desplazado y las cabezas estarán llenas de aceite.
En cuanto las cabezas estén llenas, la circulación de aceite deberá ser limpia en cada indicador de
vidrio.
Elaborado por:.Luis R, Cedeño C FEBRERO/2018 Página 25 de 38
Una vez que el flujo de aceite se ha establecido limpio en el indicador de vidrio, se cerrara el
bypass de la válvula de alivio del aceite. En este momento, el aceite que se había puenteado para
evitar la válvula de alivio, será desviado al puerto de entrada de válvula de alivio. Por un período
breve, la circulación de aceite en el indicador de vidrio se parará. La bomba de inyección
suministrara aceite durante cada revolución del cigüeñal. La presión empezará a aumentar en el
sistema hidráulico y el nivel de ruido del compresor aumentará como consecuencia de la carga del
compresor. Cuando la presión en el sistema hidráulico alcance el ajuste de la válvula alivio, el
aceite empezará a fluir en el indicador de vidrio de nuevo. Pequeñas cantidades de aire residual
que este atrapado en el sistema podrán causar que el aceite sea espumoso durante un período de
tiempo breve, no obstante, la circulación de aceite deberá ser clara en unos pocos minutos.
En cuanto el compresor ha establecido la circulación de aceite clara en el indicador de vidrio
durante varios minutos con el bypass de las válvulas alivio cerrado (indicando que el compresor
está completamente cebado), el compresor estará listo para ser cargado con el gas.
Paso 8.- Se colocara el sistema de descarga del compresor en la
posición de cargado válvula suministro de producto abierto, que
resultará en que el fluido para procesar será introducido a la
entrada y salida del compresor. Para compresores que no usan un
sistema de descarga y que se cebaron con una pequeña cantidad
de gas de proceso, se retomará la carga del fluido para procesar a
unas condiciones normales. Siempre que la salida del compresor
esté conectada con una fuente limitada o algún dispositivo de
control de presión, la presión a la salida del compresor estará
equilibrará con la presión de entrada inicialmente y luego
empezará a aumentar cuando el compresor vaya bombeando el
gas. La presión de salida continuará aumentando hasta que el sistema de control de
presión apague el compresor a la presión deseada o desvié la circulación de vuelta a otra
área de necesidad.
Paso 9.- Con las condiciones operativas normales se procede a encer el equipo
accionando el boton START como indica la imagen, procediendo el arranque de
la compresora.
Paso 10.- Se debe esperar que se active la válvula
unidireccional de entrada se abre y permita el flujo de gas a la
cavidad del pistón del compresor procediendo a comprimirlo
hasta la presión de descarga al sistema de llenado
Pasó 11.- Mientras que el compresor está funcionando, se verificara que todos los
controles, los soportes y los sistemas de seguridad estén funcionando correctamente y que
el compresor este funcionando dentro de los parámetros especificados.
Se supervisara:
Elaborado por:.Luis R, Cedeño C FEBRERO/2018 Página 26 de 38
1.- Las temperaturas y las presiones.
2.- Inspeccione y verifique los niveles del lubricante.
3.- Se observara todas las tuberías en busca fuga.
4.- Se permitirá que el compresor funcione por unas horas mientras la operación es vigilada
cuidadosamente.
5.- Re inspección de todo el sistema para la idoneidad y funcionamiento antes de poner el
compresor en la operación definitiva.
Paso 12.- Antes de empezar a el llenado de los cilindros se debe verificar las presiones de
producción de la generadora, la presión
de succión y la presión de descarga al
sistema de llenado mediante los
manómetros instalados en la parte frontal
lateral izquierda de la compresora las
cuales están identificadas como P1-101,
P1-105 y P1-301, donde la presión de la
generadora se debe equilibrar con la
presión de succión. La presión optima
requerida por el compresor en el proceso
está entre 375 y 410 psi ( 2,58 y 2,82 Mpask)
Paso 13.- La cantidad de producto generado debe ser igual a la
cantidad de producto succionado si esto no ocurre se debe
efectuar la calibración mediante la válvula reguladora instalada
(ver Imagen), donde se debe mantener los niveles por lo menos
igual a la producción (aproximadamente mínimo 370 – máximo
410 psi)
Paso 14.- Las válvulas de suministro de producto a la
compresora se encuentra en la parte interna como indica la imagen,
esta se debe operar para el suministro de Producto que alimentara a
la compresora, la cual deberá compensar las presiones de succión
de la generadora con la de la compresora como lo indican los
manómetros del proceso instalados e identificados anteriormente en el
paso 12 como P1-101 y P1-105
Paso 15.- Previo al arranque del compresor, se procede a
conectar los picos ubicados en el rack de llenado a cada
cilindro mediante las conexiones de las mangueras
flexibles y la válvula de cada cilindro, ajustándolas con
una llave mecánica
Elaborado por:.Luis R, Cedeño C FEBRERO/2018 Página 27 de 38
Paso 16.-Antes de iniciar el llenado se
debe abrir totalmente por lo menos la
válvula de suministro de hidrógeno del
rack de llenado hacia un cilindro y la
válvula del cilindro
Paso 17.-, Se abre la válvula de suministro de producto al
sistema de llenado de cilindros, la cual está ubicada al fondo
en el lado derecho parte externa de la compresora como
indica la imagen.
NOTA: La presión recomendada para el llenado de cilindro está entre 1800 Psi a 2200 Psi (126 a
155 Kg/cm2). Esta presión se puede observar en el manómetro identificado en el panel frontal de la
compresora con la nomenclatura P1-301 detallado en el paso N°12 ó en el manómetro instalado
en el colector de llenado de cilindros del rack
En caso de detectar alguna anomalía en el funcionamiento del compresor
que amerite una parada de emergencia que des energicé todo el sistema
solo se debe presionar el disparo de la unidad con el botón indicado como
EMERGENCY STOP. Al solventar la situación se debe desactivar dicho
disparo halando el botón hasta que se arme posicionándose en su estado
normal de operaciones.
Al culminar con el llenado de cilindros requeridos en la jornada de trabajo y si no se continúa con el
proceso se pasa a detener el compresor de la siguiente forma:
El sistema si es detenido de forma normal queda en estado de inicio y solo
se debe accionar el botón verde de start para poder arrancarlo
automáticamente, si va ha ser utilizado en un periodo corto de parada, si no
es así se debe efectuar los pasos para un arranque desde cero como fue
indicado en los pasos anteriores
Paso 18.- Apagar el compresor mediante el botón STOP Rojo que está en
el tablero de control como indica la imagen.
Descargue el compresor cerrando las válvulas de suministro y descarga de hidrogeno
detalladas en el paso N°14 y N°17.
Elaborado por:.Luis R, Cedeño C FEBRERO/2018 Página 28 de 38
El sistema de refrigeración debería estar circulando a través del compresor
aproximadamente durante 15 minutos después de que se apague el compresor.
Si el sistema detecta una falla este procederá a parar
automáticamente el compresor resaltando con luz roja (como
muestra la foto) la causa de la parada. Se debe resolver el problema
y borrar la alarma del sistema para poner en condiciones normales
el equipo.
Esto se efectúa en la misma pantalla que cuenta con un sub
menú en la parte inferior con tres recuadros indicativo 1 alarm
sumary 2 set poin 3 hour meter se oprime el numero 1
presentara otra pantalla donde se indica el reset de la alarma
este se presiona y luego el cuadro de menú, la pantalla debe
tornarse verde y esto es indicativo de que el equipo se encuentra
en condiciones de arranque
REQUISITOS DE CEBADO DEL COMPRESOR.
Los compresores requieren cebado siempre que las circunstancias relacionadas con el último
apagado del compresor supongan una pérdida de aceite en las cabezas o está siendo arrancado
por primera vez. La pérdida de aceite puede ocurrir por fugas, procedimientos de mantenimiento,
dilatación térmica del aceite en las cabezas, apertura de la válvula del bypass o la válvula de alivio
por un operario, paradas en periodos de más de una semana, etcétera. Para alguna de las
razones de arriba, el proceso de cebado debe ser repetido antes de cargar de gas el compresor
RE-ARRANCAR EL COMPRESOR.
Para arranques que no requieren cebado:
Se re-establecer la circulación del Agua refrigerante.
Se verificara que el compresor esta descargado,
Se pondrá en marcha el motor con el interruptor identificado como JOG
Se permitirá que el compresor se acelere a la velocidad de operación.
Para compresores que no usan un sistema de descarga, ponga en marcha el motor.
Después de 20 segundos,
Se pondrá el sistema de proceso en la posición de cargado.
Se Observara el funcionamiento del compresor en busca de un comportamiento anómalo.
Advertencia: Arrancar el compresor cuando no está totalmente cebado resultara en un
rendimiento pobre del compresor y posibles daños para el equipo.
Elaborado por:.Luis R, Cedeño C FEBRERO/2018 Página 29 de 38
OPERACIÓN NORMAL DEL COMPRESOR.
Una vez que el compresor ha sido arrancado con éxito, el compresor debería continuar
funcionando normalmente hasta que se apague. El tipo del proceso que está circulando, las
tuberías y el sistema de control, que han sido suministrados, normalmente se definen en los
requisitos de funcionamiento normal del compresor.
A continuación el volúmenes usado para los compresores de PDC.
Estos son solo los volúmenes para el cárter del compresor. Reserva una cantidad adicional de
aceite a mano para ajustar con el volumen de las cabezas de compresión.
PDC CARTER VOLUMEN ACEITE EN US QUARTS / GALONES VOLUMEN ACEITE, LITROS
PDC-3 3 Quarts / 0.75 Gal 2.84 L
Elaborado por:.Luis R, Cedeño C FEBRERO/2018 Página 30 de 38
LISTADO DE ACEITE USADOS EN EL COMPRESOR.
Elaborado por:.Luis R, Cedeño C FEBRERO/2018 Página 31 de 38
Elaborado por:.Luis R, Cedeño C FEBRERO/2018 Página 32 de 38
Elaborado por:.Luis R, Cedeño C FEBRERO/2018 Página 33 de 38
LISTADO PARA LA LOCALIZACION Y RESOLUCION DE PROBLEMAS.
A continuación se muestra una lista de posibles problemas, las causas y las medidas correctoras
que deben adoptarse:
PROBLEMA CAUSA ACCIÓN CORRECTIVA
Perdida de cebado cavitación, Inspeccione el nivel y la Añada aceite
Excesivo ruido y vibración presión del depósito de aceite
Abierto el bypass de la válvula
cierre la válvula y cebe
de alivio del aceite bajo carga
de proceso
Válvula de alivio del aceite Remplazar y reiniciar
Desgastada y con fugas
Fugas en el embolo principal,
Desarme e inspeccione
Juntas del embolo, etc Remplace y repare si es
requerido
Pobre sobre-bombeo o flujo de Ajuste la funda de la bomba de
inyección de la bomba Inyección para máximo caudal.
Desarme e inspeccione, repare
o remplace según se requiera
Bajo punto de consigna de la Se inspeccionará el punto de
Válvula de alivio del aceite consigna y se ajustara si es
requerido
Obstruida o bloqueada la línea Inspeccione la línea, el colador
Desde el depósito hasta la Filtro, racores, etc
bomba
Descenso en caudal y presión Perdida de cebado Mire arriba
Fuga en las válvulas Inspeccione las válvulas
Unidireccionales de proceso unidireccionales de proceso.
Repare o remplace si es
necesario.
Excesivo descenso de la Líneas o racorería muy
presión pequeños.
Se remplazaran con equipos
de tamaño adecuado
Fugas en las tuberías Elimina la presión de las
tuberías y repara cualquier
fuga
Línea de entrada se calienta Comprobar la válvula de Purgue la presión y repárelo
admisión fugas de vuelta
Sistema de detección de Fallo en el diafragma o en los Desarme la cabeza y
Fugas sellos remplácelos
Sobrecarga del motor Presión de succión alta Reduzca la presión de succión
Elaborado por:.Luis R, Cedeño C FEBRERO/2018 Página 34 de 38
Elaborado por:.Luis R, Cedeño C FEBRERO/2018 Página 35 de 38
Elaborado por:.Luis R, Cedeño C FEBRERO/2018 Página 36 de 38
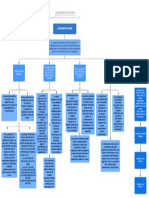
TANQUE DE
Línea Suministro de AIRE
Hidrogeno Compresora COMPRIMIDO
Línea Suministro de
Hidrogeno Tanques
Línea Suministro Agua
Línea Retorno Agua
GENERADORA DE
Helada
TANQUE DE
Helada
HIDROGENO
HIDROGENO
TANQUE DE
COMPRESORA HIDROGENO
HIDROGENO
Línea Suministro
Hidrogeno Rack
TANQUE DE
LLENADO
RACK DE
HIDROGENO
GENERADORA DE
HIDROGENO
TANQUE DE
HIDROGENO
Elaborado por:.Luis R, Cedeño C FEBRERO/2018 Página 37 de 38
Página 38 de 38
Elaborado por:.Luis R, Cedeño C FEBRERO - Marzo/2018 Página 38 de 38
También podría gustarte
- El vehículo eléctrico y su infraestructura de cargaDe EverandEl vehículo eléctrico y su infraestructura de cargaCalificación: 5 de 5 estrellas5/5 (2)
- Baterías de Litio-GRUPO 16Documento29 páginasBaterías de Litio-GRUPO 16Tania Orellana100% (1)
- Monografía Hidrógeno Verde (2.0)Documento27 páginasMonografía Hidrógeno Verde (2.0)LUZ MARIA PAQUIYAURI HUAMANIAún no hay calificaciones
- 04.2 CONDUCCION Varios Problemas para Los EstudiantesDocumento21 páginas04.2 CONDUCCION Varios Problemas para Los EstudiantesJhonatan Castro Rios67% (3)
- Ingeniería de la energía eólicaDe EverandIngeniería de la energía eólicaCalificación: 4.5 de 5 estrellas4.5/5 (6)
- Instalaciones de energía solar térmica para la obtención de ACS en viviendasDe EverandInstalaciones de energía solar térmica para la obtención de ACS en viviendasAún no hay calificaciones
- Servicio Electrico de MotosDocumento23 páginasServicio Electrico de Motosmilyxx86% (7)
- Generador de HidrogenoDocumento31 páginasGenerador de Hidrogenojesus gerardo silveyra medinaAún no hay calificaciones
- Fibra Optica en Subestaciones y Lineas de Transmisión.Documento99 páginasFibra Optica en Subestaciones y Lineas de Transmisión.Manuel Alvarado0% (2)
- Servicio Electrico de MotosDocumento23 páginasServicio Electrico de MotosxaviocaAún no hay calificaciones
- Fundamentos de Electro-ObtenciónDocumento37 páginasFundamentos de Electro-ObtenciónJaime Alberto Rodriguez OlivaresAún no hay calificaciones
- Calculo Por Matlab de Corriente de Falla TrifasicaDocumento5 páginasCalculo Por Matlab de Corriente de Falla TrifasicaManuel AlvaradoAún no hay calificaciones
- Seguridad Con La ElectricidadDocumento158 páginasSeguridad Con La ElectricidadAlberto PitaAún no hay calificaciones
- Acrostic OsDocumento4 páginasAcrostic OsIng. Dante Omar Panta Carranza0% (1)
- Guión Seminario HidrógenoDocumento15 páginasGuión Seminario HidrógenoJuan Jonel Canales SotoAún no hay calificaciones
- Grupo 76 - Economía de La EnergíaDocumento36 páginasGrupo 76 - Economía de La EnergíaGerardo SepulvedaAún no hay calificaciones
- Memoria of IberiaDocumento18 páginasMemoria of Iberiaelmer luis santa cruz orderiqueAún no hay calificaciones
- 6 - MC MPP ElectrolisisDocumento11 páginas6 - MC MPP ElectrolisisLuis Cesar Gutierrez MedranoAún no hay calificaciones
- Celdas de HidrogenoDocumento23 páginasCeldas de HidrogenoVictor ManuelAún no hay calificaciones
- Integrado Lab-02 Gr-11Documento38 páginasIntegrado Lab-02 Gr-11bladimir estebanAún no hay calificaciones
- Diseño de Celdas de Electrocoagulación para Una Empresa Lactea El Pedregal (Grupo 1)Documento29 páginasDiseño de Celdas de Electrocoagulación para Una Empresa Lactea El Pedregal (Grupo 1)LOMPARTE GOMEZ THIAGO ORLANDO SALVATTOREAún no hay calificaciones
- Lab. 5 - ProtocoloDocumento3 páginasLab. 5 - ProtocoloANIAAún no hay calificaciones
- Conversor Energía Térmica A EléctricaDocumento15 páginasConversor Energía Térmica A EléctricaPedro Peñas75% (4)
- Reporte - Lab - 2-Rodriguez Martinez, Carlos Jose - RM201710Documento19 páginasReporte - Lab - 2-Rodriguez Martinez, Carlos Jose - RM201710Carlos Jose Rodriguez MartinezAún no hay calificaciones
- Consideraciones de Celdas AlcalinasDocumento4 páginasConsideraciones de Celdas AlcalinasJorge EsquerreAún no hay calificaciones
- Calentadores de AguaDocumento34 páginasCalentadores de AguaMaicol VSAún no hay calificaciones
- Analisis MultivariableDocumento12 páginasAnalisis MultivariableOscar GaloAún no hay calificaciones
- Ecodiseño en Transformadores. Andres GraneroDocumento4 páginasEcodiseño en Transformadores. Andres GraneroDS / Antonio GutierrezAún no hay calificaciones
- Diapositivas TRANSFORMADORDocumento30 páginasDiapositivas TRANSFORMADORjuliocrispinAún no hay calificaciones
- Apqd Apqd-214 Formatoalumnotrabajofinal TrbajoDocumento19 páginasApqd Apqd-214 Formatoalumnotrabajofinal TrbajoJose Daniel Gutierrez LandaAún no hay calificaciones
- Anteproyecto H2 SotaventoDocumento45 páginasAnteproyecto H2 SotaventoPepe PompinAún no hay calificaciones
- Práctica 5 Pilas de CombustibleDocumento21 páginasPráctica 5 Pilas de CombustibleChantal Abigail Reséndiz GómezAún no hay calificaciones
- Diseño y Modelamiento de Una Celda Humeda para La Obtención de Hidrogeno A Partir de La Electrolisis de Una Disolución de Hidróxido de SodioDocumento35 páginasDiseño y Modelamiento de Una Celda Humeda para La Obtención de Hidrogeno A Partir de La Electrolisis de Una Disolución de Hidróxido de SodioFernando Cano100% (1)
- Tecnologias Electroquimicas en Medio AmbienteDocumento8 páginasTecnologias Electroquimicas en Medio AmbienteCarlos Gustavo TorrezAún no hay calificaciones
- 2022-05-11 Cotización Sistemas Solares ON-GRID LUZ CARDENA MUÑOZ ActualizaciónDocumento11 páginas2022-05-11 Cotización Sistemas Solares ON-GRID LUZ CARDENA MUÑOZ ActualizaciónFERNANDOLANAún no hay calificaciones
- Manual de Procedimiento (EDP)Documento9 páginasManual de Procedimiento (EDP)ErickCatalanDiazAún no hay calificaciones
- Actividad 5Documento8 páginasActividad 5Jerson 5Aún no hay calificaciones
- Folleto Dimensionamiento Economico y Ambiental Conductores ElectricosDocumento26 páginasFolleto Dimensionamiento Economico y Ambiental Conductores ElectricosRoberto Patricio Llanquiman MuñosAún no hay calificaciones
- Informe 12 - Grupo 5-1Documento28 páginasInforme 12 - Grupo 5-1MarcosAún no hay calificaciones
- Tarea Unidad 2Documento55 páginasTarea Unidad 2Eliana Maité BenítezAún no hay calificaciones
- Actividad 12Documento5 páginasActividad 12LAURA SANCHEZ TANGARIFEAún no hay calificaciones
- Departamento de Eléctrica Y ElectrónicaDocumento16 páginasDepartamento de Eléctrica Y ElectrónicaAlexander CumbalAún no hay calificaciones
- BALASTOSDocumento11 páginasBALASTOSYurladi Lizeth Hernandez BedoyaAún no hay calificaciones
- Informe 3Documento6 páginasInforme 3Saul TrAún no hay calificaciones
- Práctica 5Documento9 páginasPráctica 5lightninfireAún no hay calificaciones
- Respuesta A Trabajo Actividad 2 BalastosDocumento10 páginasRespuesta A Trabajo Actividad 2 BalastosdiegoAún no hay calificaciones
- Monografia Mn163 B Parte 1 CompletoDocumento91 páginasMonografia Mn163 B Parte 1 CompletoOsmar Adolfo Davila SoriaAún no hay calificaciones
- Zepeda Investigacion QuimicaDocumento3 páginasZepeda Investigacion QuimicaOsmar RGAún no hay calificaciones
- Resumen C57140-2017Documento13 páginasResumen C57140-2017Carmen Bobadilla MoraAún no hay calificaciones
- Memoria Proyecto Sistemas de Acumulacion de Energia Electrica para Centrales Hidraulicas FluyentesDocumento112 páginasMemoria Proyecto Sistemas de Acumulacion de Energia Electrica para Centrales Hidraulicas FluyentescesarAún no hay calificaciones
- Celdas Combustible Segunda 2012Documento45 páginasCeldas Combustible Segunda 2012jcrodriguez83Aún no hay calificaciones
- Actividad 12Documento5 páginasActividad 12LAURA SANCHEZ TANGARIFEAún no hay calificaciones
- NTC 2356 Cordones y Cables Flexibles PDFDocumento114 páginasNTC 2356 Cordones y Cables Flexibles PDFlezly santana100% (1)
- Unal 1152693956.2018Documento180 páginasUnal 1152693956.2018ALEJANDRO CIPAMOCHA PEDRAZAAún no hay calificaciones
- ARTICULO Reciclaje Industrial de Baterías de Iones de Litio Una Revisión Crítica de Las Rutas de Los Procesos MetalúrgicosDocumento27 páginasARTICULO Reciclaje Industrial de Baterías de Iones de Litio Una Revisión Crítica de Las Rutas de Los Procesos Metalúrgicosjazmin solis hernandezAún no hay calificaciones
- Celda de CarbonoDocumento13 páginasCelda de CarbonoHugo Muñoz ValdiviaAún no hay calificaciones
- Actividad 2 Electronica de PotenciaDocumento10 páginasActividad 2 Electronica de PotenciaCesar Andrey LopezAún no hay calificaciones
- Cables y ConductoresDocumento48 páginasCables y ConductoresMaría Camila Lugo MoncadaAún no hay calificaciones
- Analisis Generacion Eolica IIDocumento11 páginasAnalisis Generacion Eolica IIouveo2569Aún no hay calificaciones
- ELECTROCOAGULADORRDocumento22 páginasELECTROCOAGULADORRsayun xAún no hay calificaciones
- Baterias JD ClinicaDocumento37 páginasBaterias JD ClinicaFco MartinAún no hay calificaciones
- Producción de Hidrógeno en Parque EolicosDocumento2 páginasProducción de Hidrógeno en Parque Eolicosn_salmeronAún no hay calificaciones
- 1universidad Nacional Del Centro Del PerúDocumento91 páginas1universidad Nacional Del Centro Del PerúJenny Ojeda CastillonAún no hay calificaciones
- Optimización Del Aterramiento de Transformadores 12-02-2015-2Documento29 páginasOptimización Del Aterramiento de Transformadores 12-02-2015-2Manuel AlvaradoAún no hay calificaciones
- Curso Plantas Externas ManualDocumento151 páginasCurso Plantas Externas ManualManuel AlvaradoAún no hay calificaciones
- Ponencia Iutpc Feb 2017 Alvarado ComprDocumento10 páginasPonencia Iutpc Feb 2017 Alvarado ComprManuel AlvaradoAún no hay calificaciones
- Informe Del Ciclo de VidaDocumento6 páginasInforme Del Ciclo de VidaManuel AlvaradoAún no hay calificaciones
- IHC DefinitivoDocumento31 páginasIHC DefinitivoManuel AlvaradoAún no hay calificaciones
- SQM DefinitivoDocumento52 páginasSQM DefinitivoManuel AlvaradoAún no hay calificaciones
- Sistemas de Excitación Estática de GeneradoresDocumento35 páginasSistemas de Excitación Estática de GeneradoresManuel Alvarado100% (1)
- Presentacion Prueba InterruptoresDocumento24 páginasPresentacion Prueba InterruptoresManuel AlvaradoAún no hay calificaciones
- Regulacion de Tension en Redes de DistribucionDocumento21 páginasRegulacion de Tension en Redes de DistribucionManuel Alvarado100% (1)
- ?utf 8?b?q 2 Ftymlvignsaw 1 Hzif 0 Awnvlnbkzg ?Documento231 páginas?utf 8?b?q 2 Ftymlvignsaw 1 Hzif 0 Awnvlnbkzg ?Modesto AvelinoAún no hay calificaciones
- 19 Mod1 SoljunDocumento7 páginas19 Mod1 SoljunalejandroAún no hay calificaciones
- M-Sig-02 Manual de Indicadores SG-SSTDocumento3 páginasM-Sig-02 Manual de Indicadores SG-SSTCESA AUGUSTO ARIZA ALVAREZAún no hay calificaciones
- EsterilizaciónDocumento29 páginasEsterilizaciónElimarSilvaRegalaoAún no hay calificaciones
- Pregunta 1Documento1 páginaPregunta 1julia carrasco doncel morianoAún no hay calificaciones
- Control Estadistico de Procesos 1205368495313762 4Documento49 páginasControl Estadistico de Procesos 1205368495313762 4Yomi DiazAún no hay calificaciones
- Ejercicios Estrategias de Juegos Ana ArenasDocumento3 páginasEjercicios Estrategias de Juegos Ana ArenasAna ArenasAún no hay calificaciones
- Citas de Irene VasilachisDocumento6 páginasCitas de Irene VasilachisDavid López CardeñaAún no hay calificaciones
- Acción Social Responsable DesarrolloDocumento10 páginasAcción Social Responsable DesarrolloDaniela PeraltaAún no hay calificaciones
- Análisis Interno de La Empresa DANADocumento2 páginasAnálisis Interno de La Empresa DANAEdgar AraizaAún no hay calificaciones
- Algebra Trabajo 1Documento6 páginasAlgebra Trabajo 1zuluagaja0075918Aún no hay calificaciones
- Mapa Conceptual de DocumentosDocumento2 páginasMapa Conceptual de DocumentosMarlon DavidAún no hay calificaciones
- La MonografiaDocumento11 páginasLa MonografiaErick Lucio AzañaAún no hay calificaciones
- TP Pelicula Recursos HumanosDocumento3 páginasTP Pelicula Recursos Humanoschocolove juninAún no hay calificaciones
- MetforminaDocumento2 páginasMetforminaAlejandra López SalasAún no hay calificaciones
- Ejercicios de Estimación Por Intervalo de Confianza para La Proporción PoblacionalDocumento6 páginasEjercicios de Estimación Por Intervalo de Confianza para La Proporción PoblacionalNeko WilliamAún no hay calificaciones
- Mapa ConceptualDocumento1 páginaMapa ConceptualDayana HernandezAún no hay calificaciones
- Temas 2 y 52Documento27 páginasTemas 2 y 52HarutinesAún no hay calificaciones
- Filosofía Con IA, 1Documento825 páginasFilosofía Con IA, 1ERVIN OTONIEL HERRERA VÁSQUEZAún no hay calificaciones
- Guia 2 Producto AcreditableDocumento1 páginaGuia 2 Producto AcreditableLilibeth VizcondeAún no hay calificaciones
- Discusion de Resultados 5Documento2 páginasDiscusion de Resultados 5Fernando AndradeAún no hay calificaciones
- 1582 5927 1 PB - En.esDocumento8 páginas1582 5927 1 PB - En.esitzel rendonAún no hay calificaciones
- GONZALEZ CALVO, Valentin. LA VISITA DOMICILIARIADocumento21 páginasGONZALEZ CALVO, Valentin. LA VISITA DOMICILIARIAhijodelfleteroAún no hay calificaciones
- F. P. REF. FORM.-S 5 - 5TO - MATEMÁTICA-y.q.Documento4 páginasF. P. REF. FORM.-S 5 - 5TO - MATEMÁTICA-y.q.Monik PulluquitinAún no hay calificaciones
- Entregable 02 FQDocumento5 páginasEntregable 02 FQCarlos Sebastián Malaver del CarpioAún no hay calificaciones
- Edicion 100Documento40 páginasEdicion 100Daniel FloresAún no hay calificaciones
- Tarea de La TERCERA SEMANA de ClasesDocumento7 páginasTarea de La TERCERA SEMANA de ClasesIVANA GABRIELA CONTRERA MEZAAún no hay calificaciones
- Horacio QuirogaDocumento24 páginasHoracio QuirogaElizabet ZaniniAún no hay calificaciones