También podría gustarte
- Acosta-Cesar-Tarea 1Documento25 páginasAcosta-Cesar-Tarea 1cesar acosta100% (2)
- Metodos FinalDocumento6 páginasMetodos FinalJuan Diego Gil ValladaresAún no hay calificaciones
- EjercicioDocumento5 páginasEjercicioDyllan Knight de HortaAún no hay calificaciones
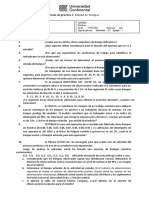
- Guía de Práctica I c-2 Estudio de Tiempos 2021 10Documento3 páginasGuía de Práctica I c-2 Estudio de Tiempos 2021 10Brandon PérezAún no hay calificaciones
- Balanceo de LineasDocumento34 páginasBalanceo de LineasMelissa Herazo Angulo100% (1)
- Traba 06Documento8 páginasTraba 06jorke08Aún no hay calificaciones
- Actividad 5 Optimizacion de Procesos LaboralesDocumento6 páginasActividad 5 Optimizacion de Procesos LaboralesLuis ArangoAún no hay calificaciones
- (Resuelto) EjerciciosCap 3Documento9 páginas(Resuelto) EjerciciosCap 3Christián Zurita Zumarán100% (1)
- Guia de Ejercicios N°3 PalaciosDocumento5 páginasGuia de Ejercicios N°3 PalaciosFiorella Ingrid Palacios AcevedoAún no hay calificaciones
- L2.0 IM I - USMP - Laboratorio 02 - Problemas PropuestosDocumento10 páginasL2.0 IM I - USMP - Laboratorio 02 - Problemas PropuestosChristian FTAún no hay calificaciones
- Estudio Tiempo - Ejercicios Tipo PruebaDocumento5 páginasEstudio Tiempo - Ejercicios Tipo PruebaFernando Llanquinao CastroAún no hay calificaciones
- Evaluación Producto Académico 3 - Semipresencial 2022Documento4 páginasEvaluación Producto Académico 3 - Semipresencial 2022seguridad estudiosAún no hay calificaciones
- Prueba de Desarrollo IMDocumento4 páginasPrueba de Desarrollo IMCARLOS JESUS ZEVALLOS CALLUPEAún no hay calificaciones
- Lab IMMedicionTrabajoDocumento4 páginasLab IMMedicionTrabajoRenato Carlos Pulido100% (1)
- Guía de Ejercicios - Estudio de TiemposDocumento5 páginasGuía de Ejercicios - Estudio de TiemposGaola Olave33% (6)
- Parcial FINAL - 2022-03Documento8 páginasParcial FINAL - 2022-03LAURA CAMILA CUADROS MARMOLEJOAún no hay calificaciones
- Evaluacion Final PDFDocumento3 páginasEvaluacion Final PDFfrankAún no hay calificaciones
- Resumen Estudio Tiempos Con CronómetroDocumento30 páginasResumen Estudio Tiempos Con CronómetroXimena AlvarezAún no hay calificaciones
- Practica de Estudio de TiemposDocumento2 páginasPractica de Estudio de TiemposPaul Charca100% (1)
- Guia de Ejercicios N°3Documento3 páginasGuia de Ejercicios N°3Frank Romero HuarangaAún no hay calificaciones
- Primer Examen ParcialDocumento2 páginasPrimer Examen ParcialPablo ArchilaAún no hay calificaciones
- Trabajo - Estudio de TiemposDocumento6 páginasTrabajo - Estudio de Tiemposdoiner ronyAún no hay calificaciones
- 6 - Ejercicios-Casos-Evaluaciones IM2Documento21 páginas6 - Ejercicios-Casos-Evaluaciones IM2Lizeth Calero0% (1)
- Taller 2 Estudio de TiemposDocumento2 páginasTaller 2 Estudio de TiemposAngélica RodríguezAún no hay calificaciones
- Lab IMMedicionTrabajo2020Documento4 páginasLab IMMedicionTrabajo2020karinaAún no hay calificaciones
- Estudio de TiemposDocumento16 páginasEstudio de TiemposTano GallardoAún no hay calificaciones
- E5 Estudio de Tiempos 140319Documento36 páginasE5 Estudio de Tiempos 140319Rene DurandAún no hay calificaciones
- Practica 12 Balance Cant de OperariosDocumento5 páginasPractica 12 Balance Cant de OperariosMichael Steven Pedreros RamosAún no hay calificaciones
- Gadp U2 A2 LornDocumento8 páginasGadp U2 A2 LornLula RonAún no hay calificaciones
- ActividadDocumento4 páginasActividadliliAún no hay calificaciones
- Taller - Estudio Tiempos Con CronómetroDocumento3 páginasTaller - Estudio Tiempos Con CronómetroarturofiremanAún no hay calificaciones
- Compendio de Ejercicios - Toma de Tiempos - Muestreo - Balance de LineaDocumento10 páginasCompendio de Ejercicios - Toma de Tiempos - Muestreo - Balance de LineaLuisAngelChavezAún no hay calificaciones
- Ejercicios Medición Del TrabajoDocumento7 páginasEjercicios Medición Del TrabajoFernando Fernandez PAún no hay calificaciones
- Guía de Práctica I c-2 Estudio de Tiempos 2021 10Documento2 páginasGuía de Práctica I c-2 Estudio de Tiempos 2021 10Kitmar Valverde Alania50% (2)
- Practica VI Final1Documento30 páginasPractica VI Final1García Mondragón SergioAún no hay calificaciones
- Solucionario de Curva de AprendizajeDocumento7 páginasSolucionario de Curva de Aprendizajeericka escalanteAún no hay calificaciones
- Balance de LíneasDocumento9 páginasBalance de LíneasGreeven CarvajalAún no hay calificaciones
- PC 1 c-2 2021 10 Cronometraje IndustrialDocumento2 páginasPC 1 c-2 2021 10 Cronometraje Industrialjavier romero menesesAún no hay calificaciones
- Ejercicios Propuestos Estudio de TiemposDocumento2 páginasEjercicios Propuestos Estudio de TiemposJ Cristopher Gamarra100% (1)
- Proyecto 1 Fabricación de Culata de CilindroDocumento9 páginasProyecto 1 Fabricación de Culata de CilindroYuli LegorretaAún no hay calificaciones
- Estudio de TiemposDocumento3 páginasEstudio de TiemposCristican178479710% (1)
- Balanceo de Lineas Utilizando Herramientas de Manufactura EsbeltaDocumento14 páginasBalanceo de Lineas Utilizando Herramientas de Manufactura EsbeltaJosnat LeoAún no hay calificaciones
- Desarrollo TiemposDocumento7 páginasDesarrollo Tiemposkarinaflorez33% (3)
- Producto Académico #3 Ing MetodosDocumento6 páginasProducto Académico #3 Ing MetodosLEWIS AMELY INOCENTE VENTURAAún no hay calificaciones
- Ejercico S10.12 TiempoDocumento3 páginasEjercico S10.12 TiempoGabriel BailonAún no hay calificaciones
- Actividad Individual 5 Problemas de Estudio de TiemposDocumento3 páginasActividad Individual 5 Problemas de Estudio de Tiemposgustavo colodroAún no hay calificaciones
- Problemas MiscelaneosDocumento48 páginasProblemas MiscelaneosPatrick VenerosAún no hay calificaciones
- Medición Del Trabajo (1) - FusionadoDocumento99 páginasMedición Del Trabajo (1) - FusionadoLesly Adanaque MendozaAún no hay calificaciones
- Muestreo Del TrabajoDocumento33 páginasMuestreo Del TrabajoNeverr Alberto UruetaAún no hay calificaciones
- Unidad III Balanceo de LineasDocumento12 páginasUnidad III Balanceo de LineasPedro Medina100% (1)
- Ejercicios Estudio de TiemposDocumento2 páginasEjercicios Estudio de TiemposFGNRRRRRRRRRDFHB6BDFDAún no hay calificaciones
- Teoría de Balance de LíneasDocumento12 páginasTeoría de Balance de LíneasROSSEMERY MELISSA ENRRIQUEZ SIGÜENZAAún no hay calificaciones
- Tiempo de Fabricacion de Closet IIDocumento6 páginasTiempo de Fabricacion de Closet IIRafaelAún no hay calificaciones
- PC 2 Ergonomia - Jesus Benjamin Ulloa MendozaDocumento6 páginasPC 2 Ergonomia - Jesus Benjamin Ulloa MendozaJesus Benjamin Ulloa MendozaAún no hay calificaciones
- Practica - 14 - Ejercicios - Balance - de - Linea-Pedreros Ramos Michael StevenDocumento12 páginasPractica - 14 - Ejercicios - Balance - de - Linea-Pedreros Ramos Michael StevenMichael Steven Pedreros RamosAún no hay calificaciones
- T1.2. Estudio de Tiempos Con CronómetroDocumento5 páginasT1.2. Estudio de Tiempos Con CronómetroFrancisco ParkerAún no hay calificaciones
- Clase 2 CronometrajeDocumento39 páginasClase 2 CronometrajePilar Quiroz ZavaletaAún no hay calificaciones
- Producto Académico #3 JDocumento5 páginasProducto Académico #3 JJean SotoAún no hay calificaciones
- UF1129 - Costes de los procesos de mecanizadoDe EverandUF1129 - Costes de los procesos de mecanizadoAún no hay calificaciones
- Cálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209De EverandCálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209Calificación: 5 de 5 estrellas5/5 (1)
- UF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoDe EverandUF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoAún no hay calificaciones
- Elaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109De EverandElaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109Calificación: 3.5 de 5 estrellas3.5/5 (2)
- Cap 07Documento24 páginasCap 07Joseph RiverosAún no hay calificaciones
- Clase 9 Mant de Trans Fajas en VDocumento46 páginasClase 9 Mant de Trans Fajas en VJoseph RiverosAún no hay calificaciones
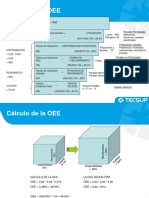
- Calculo de OEEDocumento5 páginasCalculo de OEEJoseph RiverosAún no hay calificaciones
- Clase 8 Sellos O RingDocumento47 páginasClase 8 Sellos O RingJoseph RiverosAún no hay calificaciones
- DOPDocumento5 páginasDOPJoseph RiverosAún no hay calificaciones
- 04 UNIDAD IV Mantenimiento de Bombas CentrífugasDocumento35 páginas04 UNIDAD IV Mantenimiento de Bombas CentrífugasJoseph RiverosAún no hay calificaciones
- PC de ManteniDocumento37 páginasPC de ManteniJoseph RiverosAún no hay calificaciones
- CE87 Ejercicios Propuestos Semana 03Documento4 páginasCE87 Ejercicios Propuestos Semana 03Joseph RiverosAún no hay calificaciones
- Ingenieria de Metodos MTA 01 v2.0Documento59 páginasIngenieria de Metodos MTA 01 v2.0Jose Luis AtaullucoAún no hay calificaciones
- Mate FinancieraDocumento13 páginasMate FinancieraJoseph RiverosAún no hay calificaciones
- Universidad Peruana de Ciencias Aplicadas: Facultad de Ingeniería Programa Académico de Ingeniería IndustrialDocumento12 páginasUniversidad Peruana de Ciencias Aplicadas: Facultad de Ingeniería Programa Académico de Ingeniería IndustrialJoseph RiverosAún no hay calificaciones
- Foro 3Documento4 páginasForo 3Joseph RiverosAún no hay calificaciones
- Foro 5Documento2 páginasForo 5Joseph RiverosAún no hay calificaciones
- ESTABILIDAD y CAPACIDADDocumento39 páginasESTABILIDAD y CAPACIDADJoseph RiverosAún no hay calificaciones
- Foro 2Documento5 páginasForo 2Joseph RiverosAún no hay calificaciones
- Bienvenido A La Extranet de SUNARP11 PDFDocumento1 páginaBienvenido A La Extranet de SUNARP11 PDFAmancio Ramirez SangamaAún no hay calificaciones
- Diapositiva 3.1 - 2019 - 2BDocumento24 páginasDiapositiva 3.1 - 2019 - 2BYeimy Abel Saldaña CabezasAún no hay calificaciones
- Exposición TF Innovación Tecnológica Grupo 2Documento14 páginasExposición TF Innovación Tecnológica Grupo 2Joseph RiverosAún no hay calificaciones
- Reducción Del Tiempo de Configuración para Mejorar La Agilidad de La Industria Manufacturera A Través de Kobetsu Kaizen y SMED: Un Estudio de CasoDocumento28 páginasReducción Del Tiempo de Configuración para Mejorar La Agilidad de La Industria Manufacturera A Través de Kobetsu Kaizen y SMED: Un Estudio de CasoJoseph RiverosAún no hay calificaciones
- PC2 - 2018-1modB-versiónB INDDocumento5 páginasPC2 - 2018-1modB-versiónB INDJoseph RiverosAún no hay calificaciones
- 04 UNIDAD IV Mantenimiento de Bombas CentrífugasDocumento35 páginas04 UNIDAD IV Mantenimiento de Bombas CentrífugasJoseph RiverosAún no hay calificaciones
- CE87 Semana4 Sesión1 Diseños Experimentales DcaDocumento30 páginasCE87 Semana4 Sesión1 Diseños Experimentales DcaJoseph RiverosAún no hay calificaciones
- Balance Ajustado PDFDocumento1 páginaBalance Ajustado PDFwaldirAún no hay calificaciones
- Actividad 4 GHCDocumento9 páginasActividad 4 GHCm4uxAún no hay calificaciones
- Seguridad Social en El PerúDocumento30 páginasSeguridad Social en El PerúStefano Sala SambojcobAún no hay calificaciones
- Atenea XIX 1&2Documento188 páginasAtenea XIX 1&2vercingtorix0880Aún no hay calificaciones
- Tarea 3.2 An Lisis Corte de SueloDocumento3 páginasTarea 3.2 An Lisis Corte de SueloGOrtizAAún no hay calificaciones
- Evaluacion Final - Escenario 8 - Segundo Bloque-Teorico-Practico - Virtual - Macroeconomía - (Grupo b02)Documento14 páginasEvaluacion Final - Escenario 8 - Segundo Bloque-Teorico-Practico - Virtual - Macroeconomía - (Grupo b02)Andersson RinconAún no hay calificaciones
- Condicionado Axa - Vida PlenaDocumento15 páginasCondicionado Axa - Vida PlenaCarmenAún no hay calificaciones
- El FundadorDocumento4 páginasEl FundadorVero Riesco0% (2)
- Marketing Mix Ray Las Cuatro Características Del MarketingDocumento18 páginasMarketing Mix Ray Las Cuatro Características Del MarketingcharlydowAún no hay calificaciones
- Presentación de Tareas PreviasDocumento17 páginasPresentación de Tareas PreviasMarlene AquinoAún no hay calificaciones
- 3 PlanCesarFINALDocumento67 páginas3 PlanCesarFINALHéctor W Moreno QAún no hay calificaciones
- Folleto AptDocumento14 páginasFolleto Aptrevistapiotamayo01Aún no hay calificaciones
- Como Salir de DeudasDocumento9 páginasComo Salir de DeudasVero GuerreroAún no hay calificaciones
- Mem Descrip Calles TauriaDocumento14 páginasMem Descrip Calles Tauriajonathan salinasAún no hay calificaciones
- Derecho Comunitario 1a ParteDocumento32 páginasDerecho Comunitario 1a ParteRockBurnSlas0% (1)
- MACRO PrimerExDocumento5 páginasMACRO PrimerExAdolfo Moreno GarcíaAún no hay calificaciones
- Jesuss en EspañolDocumento11 páginasJesuss en Españolrafael martinezAún no hay calificaciones
- Ejercicios Economia.Documento4 páginasEjercicios Economia.Pablo Villagra TapiaAún no hay calificaciones
- 2019 ProduccionDocumento9 páginas2019 ProduccionMauricio Cherman GonzálezAún no hay calificaciones
- La Globalización y La AdministraciónDocumento5 páginasLa Globalización y La AdministraciónTania EdithAún no hay calificaciones
- Cinturones de SeguridadDocumento10 páginasCinturones de SeguridadCarlos Fernando CastañedaAún no hay calificaciones
- Registro Instaladores Persona JuridicaDocumento50 páginasRegistro Instaladores Persona Juridicamarco antonio ramos melendez100% (1)
- 003 In-Eto-Phse-003 Puntos de Hidrataciòn Sin EnergiaDocumento2 páginas003 In-Eto-Phse-003 Puntos de Hidrataciòn Sin EnergiaDiana michelle MoralesAún no hay calificaciones
- PEA - Supermercados Peruanos - UPCDocumento15 páginasPEA - Supermercados Peruanos - UPCStefani BravoAún no hay calificaciones
- SegundaEntrega Grupo23Documento19 páginasSegundaEntrega Grupo23Paola Torres NailsAún no hay calificaciones
- Anexo 1 - Formato Entrega Fase 1 Diseño de Plantas de TrataientoDocumento5 páginasAnexo 1 - Formato Entrega Fase 1 Diseño de Plantas de TrataientoSilvia MuñozAún no hay calificaciones
- Stakeholders LecturaDocumento19 páginasStakeholders LecturaAlejandra Talpén PérezAún no hay calificaciones
- Tarjetas de Crédito: Visa Vasquez Acarigua Albert OrlandoDocumento6 páginasTarjetas de Crédito: Visa Vasquez Acarigua Albert OrlandoAlbert VásquezAún no hay calificaciones
- Tabla de SunatDocumento6 páginasTabla de Sunatjunior.ksAún no hay calificaciones