También podría gustarte
- UF1129 - Costes de los procesos de mecanizadoDe EverandUF1129 - Costes de los procesos de mecanizadoAún no hay calificaciones
- Trabajo de Balanceo de LineasDocumento6 páginasTrabajo de Balanceo de LineasEsteban ArrietaAún no hay calificaciones
- UF1127 - Registro, evolución e incidencias en la producción en fabricación mecánicaDe EverandUF1127 - Registro, evolución e incidencias en la producción en fabricación mecánicaAún no hay calificaciones
- Investigación de Balanceo de LíneasDocumento6 páginasInvestigación de Balanceo de LíneasKEVIN OMARAún no hay calificaciones
- UF1125 - Técnicas de programación en fabricación mecánicaDe EverandUF1125 - Técnicas de programación en fabricación mecánicaAún no hay calificaciones
- Investigacion de Estudio de Trabajo Balanceo de LineasDocumento20 páginasInvestigacion de Estudio de Trabajo Balanceo de LineasFaustinoAún no hay calificaciones
- Cálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209De EverandCálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209Calificación: 5 de 5 estrellas5/5 (1)
- Concepto de BalanceoDocumento7 páginasConcepto de BalanceoCamilo Esteban Ortega LizcanoAún no hay calificaciones
- Balanceo de LÍNEASDocumento13 páginasBalanceo de LÍNEASCarlos VelezAún no hay calificaciones
- Investigacion Dif Tipos de Balanceo de LineasDocumento8 páginasInvestigacion Dif Tipos de Balanceo de LineasAndres Junior Gonzalez MoralesAún no hay calificaciones
- Balanceo de LineasDocumento22 páginasBalanceo de LineasFrancessitha Velasco HernandezAún no hay calificaciones
- Tema 03 ExposiciónDocumento22 páginasTema 03 ExposiciónJesus Orlando Gonzales PatAún no hay calificaciones
- Balanceo de LineasDocumento7 páginasBalanceo de LineasFreddy SolísAún no hay calificaciones
- Trabajo de Investigacion Bibliografica-Estudio Del Trabajo IIDocumento10 páginasTrabajo de Investigacion Bibliografica-Estudio Del Trabajo IIEDER DE JESUS VILLEGAS IXTEPANAún no hay calificaciones
- Balance de Líneas Marco TeóricoDocumento2 páginasBalance de Líneas Marco TeóricoJosé AntónAún no hay calificaciones
- Instructivo - Balanceo de Lineas.......Documento15 páginasInstructivo - Balanceo de Lineas.......Lisseth GuadarramaAún no hay calificaciones
- Balanceo de Linea1Documento13 páginasBalanceo de Linea1fernando peaAún no hay calificaciones
- Trabajo Distribución de Plantas Tercera EntregaDocumento28 páginasTrabajo Distribución de Plantas Tercera EntregaOscar Zea100% (1)
- Balanceo de Lineas de ProducciónDocumento10 páginasBalanceo de Lineas de ProducciónMarco CruzAún no hay calificaciones
- Portafolio Tema III Balanceo de LíneasDocumento20 páginasPortafolio Tema III Balanceo de LíneasEstebanAún no hay calificaciones
- Balance de LíneaDocumento9 páginasBalance de LíneaJair Espino AlcarrazaAún no hay calificaciones
- Qué Es El Balanceo de LíneasDocumento3 páginasQué Es El Balanceo de LíneasLiz LealAún no hay calificaciones
- Balanceo de LineasDocumento6 páginasBalanceo de Lineaseduardo peñaAún no hay calificaciones
- Estructura Del Trabajo de Investigación (Cuaderno de Informes)Documento22 páginasEstructura Del Trabajo de Investigación (Cuaderno de Informes)veronica dominguezAún no hay calificaciones
- S05-2 - ClaseDocumento25 páginasS05-2 - ClaseCarmen Apolaya LópezAún no hay calificaciones
- Resumen PlaneamientoDocumento93 páginasResumen PlaneamientoglurbyAún no hay calificaciones
- Balanceo de LineasDocumento2 páginasBalanceo de LineasBarrios JulaissaAún no hay calificaciones
- Balance de LineaDocumento16 páginasBalance de LineaKarla VegasAún no hay calificaciones
- Investigacion Del Balanceo de LineasDocumento8 páginasInvestigacion Del Balanceo de Lineasstond soldAún no hay calificaciones
- Balanceo de LineaDocumento4 páginasBalanceo de LineaMarcos LopezAún no hay calificaciones
- Estudio Del Trabajo 2Documento10 páginasEstudio Del Trabajo 2monserrat leonAún no hay calificaciones
- Informe de Balanceo LinealDocumento12 páginasInforme de Balanceo LinealAnthony PumarejoAún no hay calificaciones
- Tema 3 Exposición - Balanceo de Lineas de Producción para Equilibrar La Carga de Trabajo en Las Estaciones. Fernando PérezDocumento22 páginasTema 3 Exposición - Balanceo de Lineas de Producción para Equilibrar La Carga de Trabajo en Las Estaciones. Fernando PérezFernandoAún no hay calificaciones
- Unidad 3Documento29 páginasUnidad 3EfraiinWadeAún no hay calificaciones
- Aplicaciones Industriales de Balanceo de LíneasDocumento2 páginasAplicaciones Industriales de Balanceo de LíneasCarlos Lopez EstradaAún no hay calificaciones
- Balanceo de LineasDocumento13 páginasBalanceo de LineasJoz SaucedoAún no hay calificaciones
- Presentación Balanceo de LíneasDocumento13 páginasPresentación Balanceo de LíneasPáez SáenzAún no hay calificaciones
- Reporte 7 Planeacion de Produccion.Documento7 páginasReporte 7 Planeacion de Produccion.Migue LeonardoAún no hay calificaciones
- S14.s27 Balance en LíneaDocumento46 páginasS14.s27 Balance en LíneaChristian Romero OrtizAún no hay calificaciones
- Justificacion, Conclusiones y RecomendacionesDocumento3 páginasJustificacion, Conclusiones y RecomendacionesShermin PerlinAún no hay calificaciones
- Entrega Final Distribucion de PlantasDocumento21 páginasEntrega Final Distribucion de Plantasyesid_villamil9782Aún no hay calificaciones
- Balanceo de LineaDocumento5 páginasBalanceo de LineaTYPE -06Aún no hay calificaciones
- Balanceo de LineaDocumento5 páginasBalanceo de LineaElvis Jonathan NolascoAún no hay calificaciones
- Balance de Lineas de ProducciónDocumento19 páginasBalance de Lineas de ProducciónLaura PaipaAún no hay calificaciones
- Datos EstanadarDocumento12 páginasDatos EstanadarFernando Ü PerezAún no hay calificaciones
- Balanceo de LineaDocumento4 páginasBalanceo de LineaGenesIs Betania Rodriguez TerronesAún no hay calificaciones
- Equipo # 3, Practica 5Documento27 páginasEquipo # 3, Practica 5Dani ZamudioAún no hay calificaciones
- Expocision Unidad III Balanceo de LineasDocumento21 páginasExpocision Unidad III Balanceo de LineasGamaliel Diaz HernándezAún no hay calificaciones
- Investigacion Estudio Del Trabajo PDFDocumento9 páginasInvestigacion Estudio Del Trabajo PDFMario SosaAún no hay calificaciones
- Balance de Linea de ProducciónDocumento31 páginasBalance de Linea de ProducciónEstefania Chab DiazAún no hay calificaciones
- Estructura Del Trabajo de Investigación (Cuaderno de Informes)Documento7 páginasEstructura Del Trabajo de Investigación (Cuaderno de Informes)Jeremy Coca QuinecheAún no hay calificaciones
- ActividadnCuestionarionEstudiondenTiemposnDAMG 466453a2a3c7805Documento12 páginasActividadnCuestionarionEstudiondenTiemposnDAMG 466453a2a3c7805everson florezAún no hay calificaciones
- Descomposición de Las TareasDocumento3 páginasDescomposición de Las TareasTwinky RamirezAún no hay calificaciones
- Ensayo Balanceo de LineasDocumento4 páginasEnsayo Balanceo de LineasJuan Carlos Mar Paz100% (1)
- Balance de Lineas: Metodo Del Peso Posicional, Calculo Del Numero de Estaciones de TrabajoDocumento33 páginasBalance de Lineas: Metodo Del Peso Posicional, Calculo Del Numero de Estaciones de TrabajoJOEL ASHERITH OCHOA ROJASAún no hay calificaciones
- Diapositivas Plantas Industriales ViiDocumento21 páginasDiapositivas Plantas Industriales ViiGabrielAún no hay calificaciones
- Ensayo Balance de Línea - James MoralesDocumento3 páginasEnsayo Balance de Línea - James MoralesJames MoralesAún no hay calificaciones
- P3 Valencia ErikaDocumento14 páginasP3 Valencia ErikaErick Galicia XDAún no hay calificaciones
- Programación de Producción y Asignación de Personal 3.1. Unidad 2Documento14 páginasProgramación de Producción y Asignación de Personal 3.1. Unidad 2Luis Enrique Soto GarciaAún no hay calificaciones
- Aporte de Balanceo de Lineas de EnsambleDocumento3 páginasAporte de Balanceo de Lineas de EnsambleWincy PaezAún no hay calificaciones
- Up Time - Organizacion y Liderazgo en El MantenimientoDocumento99 páginasUp Time - Organizacion y Liderazgo en El MantenimientoAlejandro EscaleraAún no hay calificaciones
- Albañileria WordDocumento22 páginasAlbañileria WordBartolome Sánchez BuenoAún no hay calificaciones
- Fase 4Documento19 páginasFase 4Ruben Dario Arboleda Rojas100% (1)
- Prácticas de Mecánica de SuelosDocumento22 páginasPrácticas de Mecánica de SuelosErick Eduardo Fernandez RodriguezAún no hay calificaciones
- Tesis de MaestriaDocumento7 páginasTesis de MaestriaJ. Victor Meneses C.100% (9)
- Memoria de Calculo Casa de CampoDocumento66 páginasMemoria de Calculo Casa de CampoJL TAAún no hay calificaciones
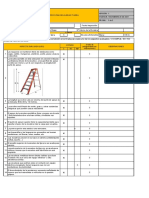
- Inspeccion EscalerasDocumento50 páginasInspeccion EscalerasmiltonAún no hay calificaciones
- Bolivia+ +Satelite+Tupac+KatariDocumento2 páginasBolivia+ +Satelite+Tupac+KatariFelix CuellarAún no hay calificaciones
- Diseño de PuestosDocumento2 páginasDiseño de PuestosKatia Vargas CondoriAún no hay calificaciones
- FAA H 8083 4 113 122.en - EsDocumento10 páginasFAA H 8083 4 113 122.en - EsESCUADRÓN DE ENTRENAMIENTO AÉREO GRUPO AÉREOAún no hay calificaciones
- Perfil Tubular Acesco y MásDocumento56 páginasPerfil Tubular Acesco y MásfernandoAún no hay calificaciones
- Precursores de La Ingeniería IndustrialDocumento4 páginasPrecursores de La Ingeniería IndustrialJOSE MANUEL REYES GUZMANAún no hay calificaciones
- Maquinas y Mecanismos Simples y AvanzadosDocumento166 páginasMaquinas y Mecanismos Simples y AvanzadosAlejandro Alavez TorresAún no hay calificaciones
- Informe 5Documento21 páginasInforme 5alex597100% (1)
- TESIS-622.3381 R622a 01Documento176 páginasTESIS-622.3381 R622a 01Laurimar ChirinosAún no hay calificaciones
- Hoja de Vida Luis MorenoDocumento4 páginasHoja de Vida Luis MorenoP S Bo XingAún no hay calificaciones
- Trabajo Final Teoria de ColasDocumento23 páginasTrabajo Final Teoria de ColasCésar Angel Saraza Mamani67% (3)
- Calificación de Sistemas CríticosDocumento4 páginasCalificación de Sistemas Críticosrosebelle1906Aún no hay calificaciones
- ADMINISTRADocumento10 páginasADMINISTRANazareno CenozAún no hay calificaciones
- NASCODocumento1 páginaNASCOAdriana FranciscoAún no hay calificaciones
- MRP 1y MRP2Documento20 páginasMRP 1y MRP2Sergio AgudeloAún no hay calificaciones
- Harold Teixeira cv1616605749Documento1 páginaHarold Teixeira cv1616605749Harold Andre Teixeira LeopoldAún no hay calificaciones
- Gestión de Activos en Ingenios Azucareros3Documento39 páginasGestión de Activos en Ingenios Azucareros3yoharamyAún no hay calificaciones
- Estado SuperficialDocumento14 páginasEstado SuperficialJose Antonio MejiasAún no hay calificaciones
- Cepillo de CodoDocumento9 páginasCepillo de CodoCesar RamosAún no hay calificaciones
- Anexo 1 - Matriz de Descripción de CasosDocumento3 páginasAnexo 1 - Matriz de Descripción de CasosWilder Morales100% (1)
- Memoria - de Calculo JailoDocumento4 páginasMemoria - de Calculo JailoluiscastroprietoAún no hay calificaciones
- CAPITULO 2 Ajustes y ToleranciasDocumento15 páginasCAPITULO 2 Ajustes y ToleranciasTeylor RodriguezAún no hay calificaciones
- Fichas de Costos Estabilización INCONSUL CHOLUTECADocumento5 páginasFichas de Costos Estabilización INCONSUL CHOLUTECAJuan Carlos PinedaAún no hay calificaciones
- Norma E-060Documento35 páginasNorma E-060Paolo Sabino100% (1)
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Cultura y clima: fundamentos para el cambio en la organizaciónDe EverandCultura y clima: fundamentos para el cambio en la organizaciónAún no hay calificaciones
- Toma de decisiones en las empresas: Entre el arte y la técnica: Metodologías, modelos y herramientasDe EverandToma de decisiones en las empresas: Entre el arte y la técnica: Metodologías, modelos y herramientasAún no hay calificaciones
- Inteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroDe EverandInteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroCalificación: 4 de 5 estrellas4/5 (1)
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (87)
- Ciencia de datos: La serie de conocimientos esenciales de MIT PressDe EverandCiencia de datos: La serie de conocimientos esenciales de MIT PressCalificación: 5 de 5 estrellas5/5 (1)
- Excel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másDe EverandExcel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másCalificación: 2.5 de 5 estrellas2.5/5 (3)
- 44 Apps Inteligentes para Ejercitar su Cerebro: Apps Gratuitas, Juegos, y Herramientas para iPhone, iPad, Google Play, Kindle Fire, Navegadores de Internet, Windows Phone, & Apple WatchDe Everand44 Apps Inteligentes para Ejercitar su Cerebro: Apps Gratuitas, Juegos, y Herramientas para iPhone, iPad, Google Play, Kindle Fire, Navegadores de Internet, Windows Phone, & Apple WatchCalificación: 3.5 de 5 estrellas3.5/5 (2)
- Programación orientada a objetos en JavaDe EverandProgramación orientada a objetos en JavaCalificación: 4 de 5 estrellas4/5 (1)
- Sistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosDe EverandSistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosCalificación: 4 de 5 estrellas4/5 (16)
- Excel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteDe EverandExcel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteCalificación: 1 de 5 estrellas1/5 (1)
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.De EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Calificación: 4 de 5 estrellas4/5 (51)
- GuíaBurros Microsoft Excel: Todo lo que necesitas saber sobre esta potente hoja de cálculoDe EverandGuíaBurros Microsoft Excel: Todo lo que necesitas saber sobre esta potente hoja de cálculoCalificación: 3.5 de 5 estrellas3.5/5 (6)
- Guía de aplicacion de la ISO 9001:2015De EverandGuía de aplicacion de la ISO 9001:2015Calificación: 5 de 5 estrellas5/5 (3)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDe EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaCalificación: 4.5 de 5 estrellas4.5/5 (117)
- Cómo ser una Persona más Sociable: Aprende a hablar con cualquiera sin temor e incrementa por completo tu inteligencia socialDe EverandCómo ser una Persona más Sociable: Aprende a hablar con cualquiera sin temor e incrementa por completo tu inteligencia socialCalificación: 4.5 de 5 estrellas4.5/5 (34)
- Scrum Las Estrategias del Juego: Es Póker, No AjedrezDe EverandScrum Las Estrategias del Juego: Es Póker, No AjedrezCalificación: 5 de 5 estrellas5/5 (1)
- La función del envase en la conservación de alimentos.De EverandLa función del envase en la conservación de alimentos.Calificación: 5 de 5 estrellas5/5 (3)
- Guía metodológica de iniciación al programa SAP2000®De EverandGuía metodológica de iniciación al programa SAP2000®Calificación: 5 de 5 estrellas5/5 (3)
- Guía De Hacking De Computadora Para Principiantes: Cómo Hackear Una Red Inalámbrica Seguridad Básica Y Pruebas De Penetración Kali Linux Su Primer HackDe EverandGuía De Hacking De Computadora Para Principiantes: Cómo Hackear Una Red Inalámbrica Seguridad Básica Y Pruebas De Penetración Kali Linux Su Primer HackAún no hay calificaciones
- Python Paso a paso: PROGRAMACIÓN INFORMÁTICA/DESARROLLO DE SOFTWAREDe EverandPython Paso a paso: PROGRAMACIÓN INFORMÁTICA/DESARROLLO DE SOFTWARECalificación: 4 de 5 estrellas4/5 (13)
- Ciberseguridad: ¿Por qué es importante para todos?De EverandCiberseguridad: ¿Por qué es importante para todos?Aún no hay calificaciones
- Ciberseguridad: Una Simple Guía para Principiantes sobre Ciberseguridad, Redes Informáticas y Cómo Protegerse del Hacking en Forma de Phishing, Malware, Ransomware e Ingeniería SocialDe EverandCiberseguridad: Una Simple Guía para Principiantes sobre Ciberseguridad, Redes Informáticas y Cómo Protegerse del Hacking en Forma de Phishing, Malware, Ransomware e Ingeniería SocialCalificación: 4.5 de 5 estrellas4.5/5 (11)