También podría gustarte
- Resumen de Simplicity Wins de Günter Rommel, Jürgen Kluge y Rolf-Dieter KempisDe EverandResumen de Simplicity Wins de Günter Rommel, Jürgen Kluge y Rolf-Dieter KempisAún no hay calificaciones
- La Historia de La Manufactura EsbeltaDocumento7 páginasLa Historia de La Manufactura EsbeltaAmalia CalderonAún no hay calificaciones
- U1 SM 1.2 Lectura TaylorFordToyotaDocumento7 páginasU1 SM 1.2 Lectura TaylorFordToyotaJorge ZuñigaAún no hay calificaciones
- Introduccion A La Manufactura EsbeltaDocumento4 páginasIntroduccion A La Manufactura EsbeltaJuan HernanAún no hay calificaciones
- Gurus de La CalidadDocumento21 páginasGurus de La Calidadtcrm26Aún no hay calificaciones
- Ittla Dii Im Manufactura Esbelta Ing CarDocumento105 páginasIttla Dii Im Manufactura Esbelta Ing CarSergio CelhayAún no hay calificaciones
- Sistema de Producción FordDocumento4 páginasSistema de Producción Fordfernanda duran gomezAún no hay calificaciones
- Ittla Dii Im Manufactura Esbelta Ing CarDocumento105 páginasIttla Dii Im Manufactura Esbelta Ing CarNigel Gómez ContrerasAún no hay calificaciones
- Unidad 1 Introduccion A La Manufactura EsbeltaDocumento3 páginasUnidad 1 Introduccion A La Manufactura EsbeltaJuan HernanAún no hay calificaciones
- La Historia de La Manufactura EsbeltaDocumento3 páginasLa Historia de La Manufactura EsbeltaLuisCardenasAún no hay calificaciones
- Resumen Cap 1Documento4 páginasResumen Cap 1isabelAún no hay calificaciones
- Historia de La Manufactura Autotriz (Resumen Del Libro La Maquina Que Cambio Al MundoDocumento19 páginasHistoria de La Manufactura Autotriz (Resumen Del Libro La Maquina Que Cambio Al MundoGerman Hernandez LopezAún no hay calificaciones
- 01 Introducción A Lean ManufacturingDocumento24 páginas01 Introducción A Lean ManufacturingLuis F. NavaAún no hay calificaciones
- La Historia de La Manufactura EsbeltaDocumento3 páginasLa Historia de La Manufactura EsbeltaFernanda ArroyoAún no hay calificaciones
- Henry Ford - EnsayoDocumento3 páginasHenry Ford - EnsayoRaissa Lorena Heredia100% (1)
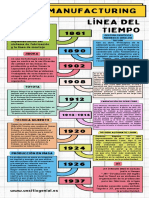
- Lean Manufacturing y Linea de TiempoDocumento5 páginasLean Manufacturing y Linea de TiempoYuzzAún no hay calificaciones
- La Finalidad de Taylor Era Maximizar La Eficiencia de La Mano de Obra y de Las Máquinas y HerramientasDocumento2 páginasLa Finalidad de Taylor Era Maximizar La Eficiencia de La Mano de Obra y de Las Máquinas y HerramientasMIGUEL BAEZA SAGREROAún no hay calificaciones
- Clase 3 1.2 Principios de Manufactura Esbelta, 1.3 DesperdiciosDocumento35 páginasClase 3 1.2 Principios de Manufactura Esbelta, 1.3 DesperdiciosAleGamerYT11Aún no hay calificaciones
- Ascenso de La Caída de La Producción en Masa v2Documento1 páginaAscenso de La Caída de La Producción en Masa v2nicole caminadaAún no hay calificaciones
- Resumen Breve La Maquina Que Cambio Al MundoDocumento6 páginasResumen Breve La Maquina Que Cambio Al MundoAndrea Mendez Z56% (9)
- La Maquina Que Cambio Al MundoDocumento44 páginasLa Maquina Que Cambio Al MundoXavier Molina100% (2)
- De Pié Sobre Los Hombros de GigantesDocumento20 páginasDe Pié Sobre Los Hombros de GigantesjankaniAún no hay calificaciones
- Actividad 2 Manufactura EsbeltaDocumento5 páginasActividad 2 Manufactura EsbeltaGustavo AldereteAún no hay calificaciones
- Historia Del Pensamiento EsbeltoDocumento2 páginasHistoria Del Pensamiento EsbeltoAlejandro Robles100% (1)
- Henry Ford EnsayoDocumento2 páginasHenry Ford EnsayoDaniela BullAún no hay calificaciones
- La Maquina Que Cambio Al MundoDocumento44 páginasLa Maquina Que Cambio Al Mundoalfred100a88% (8)
- Portada OficialDocumento12 páginasPortada OficialJavier Ruíz PalafoxAún no hay calificaciones
- Tema 9Documento26 páginasTema 9luchoAún no hay calificaciones
- Historia de La Manufactura EsbeltaDocumento2 páginasHistoria de La Manufactura EsbeltaHeatherTaylorzAún no hay calificaciones
- Henry FordDocumento4 páginasHenry FordRaquel De la CruzAún no hay calificaciones
- Personajes de La ManufacturaDocumento10 páginasPersonajes de La ManufacturaPablo Juan Zarate100% (1)
- Análisis Crítico Del FordismoDocumento6 páginasAnálisis Crítico Del FordismoAngel Miguel Vazquez HernandezAún no hay calificaciones
- Línea Del Tiempo Lean ManufacturingDocumento6 páginasLínea Del Tiempo Lean ManufacturingDavid Duran0% (3)
- Trabajo Individual EstructuradoDocumento7 páginasTrabajo Individual EstructuradoAdela Beatriz Collahuazo DefasAún no hay calificaciones
- Trabajos de Clase Mtra - ClaraDocumento11 páginasTrabajos de Clase Mtra - ClaraCristian GalaAún no hay calificaciones
- El Hombre y La MaquinaDocumento3 páginasEl Hombre y La Maquinaareli lopezAún no hay calificaciones
- Cuestionario Unidad 1Documento2 páginasCuestionario Unidad 1Edgar FelixAún no hay calificaciones
- Henry FordDocumento4 páginasHenry FordStefanía MVAún no hay calificaciones
- Cuestionario Del Documento Tituladoproducción en MasaDocumento3 páginasCuestionario Del Documento Tituladoproducción en MasaCHRISTIAN GIOVANNI FELIX GUTIERREZAún no hay calificaciones
- Leanmanufacturing - Grupo N°6Documento71 páginasLeanmanufacturing - Grupo N°6Gloria Isabel Violeta CardenasAún no hay calificaciones
- CursoDocumento26 páginasCursoSerch LaraAún no hay calificaciones
- Trabajo Henry FordDocumento7 páginasTrabajo Henry FordJulian MurilloAún no hay calificaciones
- La Administración de Henry FordDocumento3 páginasLa Administración de Henry FordFrank Carlos Ruiz Tuesta100% (1)
- Investigacion 2Documento16 páginasInvestigacion 2nicole lopez mongoyAún no hay calificaciones
- Produccion Masiva Vs EsbeltaDocumento2 páginasProduccion Masiva Vs EsbeltamgtardaguilaAún no hay calificaciones
- Tarea 1 ModelosDocumento2 páginasTarea 1 ModelosMarcela OrtizAún no hay calificaciones
- Fordismo 072452Documento5 páginasFordismo 072452vallejosmlucreciaAún no hay calificaciones
- Fundamentos LeanDocumento10 páginasFundamentos LeanKarlita MamaniAún no hay calificaciones
- FORDISMODocumento25 páginasFORDISMOAmbyy PáncreasAún no hay calificaciones
- Estudio de Caso Henry FordDocumento2 páginasEstudio de Caso Henry FordLeidy100% (1)
- Ejemplo de Un PI Por MasaDocumento1 páginaEjemplo de Un PI Por Masamaria fernanda arango gomezAún no hay calificaciones
- Administración IIIDocumento6 páginasAdministración IIIMiguel CayetanoAún no hay calificaciones
- Lean ManufacturingDocumento3 páginasLean ManufacturingVladimir Sánchez GarcíaAún no hay calificaciones
- 03 Sistemas de Producción (Manufactura)Documento15 páginas03 Sistemas de Producción (Manufactura)veronica basalduaAún no hay calificaciones
- Analisis de Video: Unidad 1 Análisis de Caso Sistema de Producción FordDocumento5 páginasAnalisis de Video: Unidad 1 Análisis de Caso Sistema de Producción FordRoberto RojasAún no hay calificaciones
- Henry Ford Modelo TDocumento5 páginasHenry Ford Modelo TRosa Isela OrtegaAún no hay calificaciones
- Elementos Que Dieron Pauta para La Manufactura EsbeltaDocumento12 páginasElementos Que Dieron Pauta para La Manufactura Esbeltaceor260% (1)
- 4to Informe - Economia - MundialDocumento16 páginas4to Informe - Economia - MundialRAUL LEYVA HERRERAAún no hay calificaciones
- Teoria de Las Organizaciones Lo Que Hay Que EstudiarDocumento4 páginasTeoria de Las Organizaciones Lo Que Hay Que EstudiarSantiago VegaAún no hay calificaciones
- Caso Kaisen Fv19006 Gr19032Documento55 páginasCaso Kaisen Fv19006 Gr19032Josue David Flores VigilAún no hay calificaciones
- Clase6 Mer115 (05 09 22)Documento17 páginasClase6 Mer115 (05 09 22)Josue David Flores VigilAún no hay calificaciones
- Análisis de Caso Crisis de Marca FV19006, GR19032Documento4 páginasAnálisis de Caso Crisis de Marca FV19006, GR19032Josue David Flores VigilAún no hay calificaciones
- Clases UnidasDocumento187 páginasClases UnidasJosue David Flores VigilAún no hay calificaciones
- Parcial 3 MercadeoDocumento78 páginasParcial 3 MercadeoJosue David Flores VigilAún no hay calificaciones
- Data Sheet - Componentes ElectrónicosDocumento6 páginasData Sheet - Componentes ElectrónicosDiego CastañedaAún no hay calificaciones
- DLPM-2 ESP MuestraDocumento68 páginasDLPM-2 ESP MuestraAngel Perez GomezAún no hay calificaciones
- Productos y SubproductosDocumento9 páginasProductos y SubproductosMiguel A SolísAún no hay calificaciones
- RESUMEN El Modelo Médico y La Salud de Los TrabajadoresDocumento2 páginasRESUMEN El Modelo Médico y La Salud de Los TrabajadoresRubio duqueAún no hay calificaciones
- Ensayo Medio Ambiente MercadocteniaDocumento3 páginasEnsayo Medio Ambiente MercadocteniaYavhet VazquezAún no hay calificaciones
- Seguridad e Higiene Taller MecanicoDocumento46 páginasSeguridad e Higiene Taller Mecanicoyomerofuix75% (12)
- Ejes de Discusión Sobre Literatura RegionalDocumento12 páginasEjes de Discusión Sobre Literatura RegionalkmaloryAún no hay calificaciones
- Informe de Electrónica Industrial Variador de Velocidad para Motor ACDocumento5 páginasInforme de Electrónica Industrial Variador de Velocidad para Motor ACgptabarquinoAún no hay calificaciones
- Trabajo FinalDocumento6 páginasTrabajo FinalMANUEL ENRIQUE VARGAS JIMENEZAún no hay calificaciones
- Bastida-Zavala & Garcia-Madrigal-2022-Invertebrados Marinos y Costeros Del Pacífico Sur de MéxicoDocumento309 páginasBastida-Zavala & Garcia-Madrigal-2022-Invertebrados Marinos y Costeros Del Pacífico Sur de MéxicojlcarballoAún no hay calificaciones
- A#3 IohdDocumento11 páginasA#3 IohdIvan Hidalgo DominguezAún no hay calificaciones
- Fase 1. Técnicas, Herramientas de La IADocumento13 páginasFase 1. Técnicas, Herramientas de La IAdanAún no hay calificaciones
- Edificios IndustrialesDocumento2 páginasEdificios IndustrialesMario GómezAún no hay calificaciones
- INFONAVITDocumento1 páginaINFONAVITDanna TorresAún no hay calificaciones
- Salazar Saavedra Juan Gestion Ambiental Iso 14001Documento89 páginasSalazar Saavedra Juan Gestion Ambiental Iso 14001leon chavez orlando yoberAún no hay calificaciones
- 1.1 Introducción Ergonomia PDFDocumento12 páginas1.1 Introducción Ergonomia PDFRoger Adrian Montes RodriguezAún no hay calificaciones
- Ficha Tecnica Misión Del FuegoDocumento3 páginasFicha Tecnica Misión Del FuegoSebastián Andrés Olguín ÁlvarezAún no hay calificaciones
- Etg Cobsis021Documento25 páginasEtg Cobsis021Agostina PaulinoAún no hay calificaciones
- Resumen Clase 1 ReelsDocumento10 páginasResumen Clase 1 ReelsC.Pamela De La GarzaAún no hay calificaciones
- Actividad Español IIDocumento8 páginasActividad Español IIAngel Valdez CoronelAún no hay calificaciones
- Anatomía Del Sistema Linfático: Componentes y FuncionesDocumento6 páginasAnatomía Del Sistema Linfático: Componentes y FuncionesJessica MedinaAún no hay calificaciones
- Capitulo 4 - Herramientas para La Gestión de La CalidadDocumento40 páginasCapitulo 4 - Herramientas para La Gestión de La CalidadRubén ColladoAún no hay calificaciones
- Kfre U1 A1 IssfDocumento2 páginasKfre U1 A1 IssfAzael SolanoAún no hay calificaciones
- Ensayo Sobre Marx y El MarxismoDocumento3 páginasEnsayo Sobre Marx y El MarxismoAlexa ChalacaAún no hay calificaciones
- Agenda Upa 2doDocumento4 páginasAgenda Upa 2doJose MonteroAún no hay calificaciones
- Estudio de Un Perfil (Proyecto de Una Vivienda)Documento24 páginasEstudio de Un Perfil (Proyecto de Una Vivienda)AnthOny MinayaAún no hay calificaciones
- Antecedentes Del PeriodismoDocumento5 páginasAntecedentes Del PeriodismoidaliaAún no hay calificaciones
- Tumba Del Hombre de Izquierda MillerDocumento7 páginasTumba Del Hombre de Izquierda MillerFernando BulcourfAún no hay calificaciones
- Generos Discursivos BajtinDocumento7 páginasGeneros Discursivos BajtinSegunda CuentaAún no hay calificaciones
- SEMANA-04-S7 y S8Documento46 páginasSEMANA-04-S7 y S8JulissaGracielaSalasVegaAún no hay calificaciones