También podría gustarte
- 903 hm120 p09 Gud 071 Despresurizacion PDFDocumento71 páginas903 hm120 p09 Gud 071 Despresurizacion PDFSergio RodriguezAún no hay calificaciones
- Formula Poli No MicaDocumento1 páginaFormula Poli No MicaCarmen Pichardo HuachupomaAún no hay calificaciones
- Carboex - Balance - Tercero Carlos ChaconDocumento3 páginasCarboex - Balance - Tercero Carlos ChaconSaudhy Dayana Gelves HigueraAún no hay calificaciones
- Ii Examen Parcial de Procesos Industriales Ii 2020 Ii 06 10Documento6 páginasIi Examen Parcial de Procesos Industriales Ii 2020 Ii 06 10Eros Giuseppe Campos DiazAún no hay calificaciones
- Trabajo de Cronograma Valorizado - Idelmo Uriarte MegoDocumento6 páginasTrabajo de Cronograma Valorizado - Idelmo Uriarte MegoLUIS MIGUEL PURIHUAMAN PISCOYAAún no hay calificaciones
- Planilla de Avance N°1 OriginalDocumento22 páginasPlanilla de Avance N°1 OriginalJuan ColqueAún no hay calificaciones
- A12m419-I1-Aguasin-00910-Proct05-0900-002 (Montaje Elec)Documento75 páginasA12m419-I1-Aguasin-00910-Proct05-0900-002 (Montaje Elec)semax.iquiqueAún no hay calificaciones
- GFA PCIS GastosCorrientes PodaExtraordDocumento2 páginasGFA PCIS GastosCorrientes PodaExtraordpefalmensilla23javAún no hay calificaciones
- Presupuesto Analitico Modi. N°01Documento14 páginasPresupuesto Analitico Modi. N°01Wilmer PradoAún no hay calificaciones
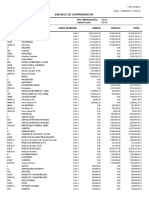
- Balance de ComprobacionDocumento2 páginasBalance de ComprobacionEdson JimenezAún no hay calificaciones
- Factibilidad de La Implementacion de Una Planta de Obtencion de ZincDocumento15 páginasFactibilidad de La Implementacion de Una Planta de Obtencion de ZincJose Mauricio Villca LopezAún no hay calificaciones
- 31 Deshidratacion Con GlicolDocumento143 páginas31 Deshidratacion Con GlicolwillAún no hay calificaciones
- Contabilidad NOVIEMBRE PDFDocumento20 páginasContabilidad NOVIEMBRE PDFAlejandra RuizAún no hay calificaciones
- Resumen de Las OperacionesDocumento2 páginasResumen de Las OperacionesJosé Bobadilla SánchezAún no hay calificaciones
- Valorizacion #2Documento20 páginasValorizacion #2Rogelio CuroAún no hay calificaciones
- Ajuste de Costo A Promedio Noviembre 2022Documento22 páginasAjuste de Costo A Promedio Noviembre 2022Junior CruzAún no hay calificaciones
- Forma de Estructura Del Informe de CostosDocumento6 páginasForma de Estructura Del Informe de CostosFreddy Mosqueira GuillenAún no hay calificaciones
- Formato de ValorizaciónDocumento6 páginasFormato de ValorizaciónÁrea Proyectos y ObrasAún no hay calificaciones
- Formatos Preliquidacion Fisico 2022Documento50 páginasFormatos Preliquidacion Fisico 2022Cristian Rokney Quispe CepidaAún no hay calificaciones
- Final Costos ABC-1Documento20 páginasFinal Costos ABC-1SERGIO IVAN FLOREZ RUIZAún no hay calificaciones
- Unidades Programadas: Gramos Preparado Gramo Mezcla Cantidad Total PreparadoDocumento12 páginasUnidades Programadas: Gramos Preparado Gramo Mezcla Cantidad Total Preparadovergara149Aún no hay calificaciones
- 5.6.1 AgrupamientoDocumento1 página5.6.1 AgrupamientoJalil Cubas garciaAún no hay calificaciones
- Deber ParertoDocumento13 páginasDeber ParertoJhonny CuasquerAún no hay calificaciones
- Rubro: 18 Canon y Sobrecanon / 13 Donac. y Transf. / 09 RDR / 08 Imp. Municipales / 07 FCM / 00 Rec. OrdinariosDocumento4 páginasRubro: 18 Canon y Sobrecanon / 13 Donac. y Transf. / 09 RDR / 08 Imp. Municipales / 07 FCM / 00 Rec. OrdinariosJorge Franklin VHAún no hay calificaciones
- Pre DialDocumento1 páginaPre DialLiz GonzalezAún no hay calificaciones
- FormulapolinomicaDocumento1 páginaFormulapolinomicaAdolfo QMAún no hay calificaciones
- Diapositivas de Exportacion de CacaoDocumento8 páginasDiapositivas de Exportacion de CacaoLinaAún no hay calificaciones
- Valorizacion de Malla GanaderaDocumento2 páginasValorizacion de Malla GanaderaALEXANDER ALAYO GARC�AAún no hay calificaciones
- Presupuesto AlfaDocumento37 páginasPresupuesto AlfaLuíz A. PalaciosAún no hay calificaciones
- Archivos-El Dominguero Gif Segundo Parcial Conta V 2016Documento16 páginasArchivos-El Dominguero Gif Segundo Parcial Conta V 2016Guantas Jacqi TefanyAún no hay calificaciones
- Libro de Inventarios y BalancesDocumento75 páginasLibro de Inventarios y BalancesBlink MoyaAún no hay calificaciones
- Saldo Calendario de Gastos - 2021Documento1 páginaSaldo Calendario de Gastos - 2021Alejandra Maribel QUISPE CONDORIAún no hay calificaciones
- 903-HM120-P09-GUD-075 (Eyectores Vacio) PDFDocumento108 páginas903-HM120-P09-GUD-075 (Eyectores Vacio) PDFAlejandra AriasAún no hay calificaciones
- PRESUPUESTO Pedro Antonio Menendez 2Documento17 páginasPRESUPUESTO Pedro Antonio Menendez 2Javier GarciaAún no hay calificaciones
- Practica 3.2 NominaDocumento2 páginasPractica 3.2 NominaELIZABETH CASTILLOAún no hay calificaciones
- Informe SincoDocumento2 páginasInforme SincoJeyner Alexander FUENTES INFANTEAún no hay calificaciones
- IeqsaDocumento3 páginasIeqsaVazagho ?????????Aún no hay calificaciones
- Cronograma OferenteDocumento1 páginaCronograma OferenteDiego RuedaAún no hay calificaciones
- Del Mes de Enero A Diciembre Marco Presupuestal Vs Certificacion - 2022Documento1 páginaDel Mes de Enero A Diciembre Marco Presupuestal Vs Certificacion - 2022Adrian VargasAún no hay calificaciones
- FechaDocumento26 páginasFechaEsteban PeredaAún no hay calificaciones
- Valorizacion 01 Luciano Castillo Corregida MensualDocumento2 páginasValorizacion 01 Luciano Castillo Corregida MensualEl AcertijoAún no hay calificaciones
- Mayorizacion y Hoja de Trabajo (Costos)Documento88 páginasMayorizacion y Hoja de Trabajo (Costos)lucianaAún no hay calificaciones
- Sesión 4 - SIPOC - Pareto - Diagramas de FlujoDocumento15 páginasSesión 4 - SIPOC - Pareto - Diagramas de FlujoCarlosFredyEAún no hay calificaciones
- Presupuesto AlexDocumento1 páginaPresupuesto AlexAlexander GarcesAún no hay calificaciones
- Formula PolinomicaDocumento3 páginasFormula PolinomicaLa Caleta Del Buho AyacuchoAún no hay calificaciones
- Recibo 1Documento1 páginaRecibo 1monteromotakAún no hay calificaciones
- Clase Semana 05-Cronogr. Aceler. Av - MirafloresDocumento7 páginasClase Semana 05-Cronogr. Aceler. Av - MirafloresJorge TiradoAún no hay calificaciones
- Meritrorio CallaoDocumento65 páginasMeritrorio CallaoBryan LopezAún no hay calificaciones
- AGRUPAMIENTODocumento1 páginaAGRUPAMIENTOEDWIN CCAHUANA HUAMANIAún no hay calificaciones
- Cedula Presupuestaria Gastos 2016Documento4 páginasCedula Presupuestaria Gastos 2016Kevin CaizaAún no hay calificaciones
- APU DEMOLICION Y PAVIMENTOS CHILEMAQ V 1.1Documento3 páginasAPU DEMOLICION Y PAVIMENTOS CHILEMAQ V 1.1richard fuentesAún no hay calificaciones
- Idf 096Documento1 páginaIdf 096Neto PacasAún no hay calificaciones
- Ejecucion HTNCH 2023Documento1 páginaEjecucion HTNCH 2023Cristian Henrry Bobarin AlaAún no hay calificaciones
- Cronograma SR CautivoDocumento2 páginasCronograma SR CautivoLorena VilchezAún no hay calificaciones
- Examen Practica ContableDocumento27 páginasExamen Practica Contableconcepcion sandovalAún no hay calificaciones
- ExportacionDocumento2 páginasExportacionDeysi natali Luna blancoAún no hay calificaciones
- Balance de Comprobacion de Sumas y SaldoDocumento8 páginasBalance de Comprobacion de Sumas y SaldoDAVID ARTEAGA SUAREZAún no hay calificaciones
- Costo de Operacion (Pesos MX)Documento7 páginasCosto de Operacion (Pesos MX)Elizabeth EnriquezAún no hay calificaciones
- Extracto CréditoDocumento1 páginaExtracto CréditoRonald Damian Tovar MejiaAún no hay calificaciones
- Manual de inspección en las instalaciones de viviendas y 100 pos.fallosDe EverandManual de inspección en las instalaciones de viviendas y 100 pos.fallosAún no hay calificaciones
- Introducción A La Electricidad Industrial (Trabajos de Investigación)Documento1 páginaIntroducción A La Electricidad Industrial (Trabajos de Investigación)Rayner Mercedes AponteAún no hay calificaciones
- Problemario de Transformadores IDocumento2 páginasProblemario de Transformadores IRayner Mercedes AponteAún no hay calificaciones
- AIRE ACONDICIONADO SamsungDocumento2 páginasAIRE ACONDICIONADO SamsungRayner Mercedes AponteAún no hay calificaciones
- MOTO COMPRESOR TacumsehDocumento1 páginaMOTO COMPRESOR TacumsehRayner Mercedes AponteAún no hay calificaciones
- Introducción A La Electricidad Industrial (Trabajos de Investigación)Documento1 páginaIntroducción A La Electricidad Industrial (Trabajos de Investigación)Rayner Mercedes AponteAún no hay calificaciones
- Trabajo Grupal #2Documento30 páginasTrabajo Grupal #2Rayner Mercedes AponteAún no hay calificaciones
- Analisis de CriticidadDocumento2 páginasAnalisis de CriticidadRayner Mercedes AponteAún no hay calificaciones
- Estructura Objetivo 3Documento3 páginasEstructura Objetivo 3Rayner Mercedes AponteAún no hay calificaciones
- Resumen EmbalajeDocumento3 páginasResumen EmbalajeRayner Mercedes AponteAún no hay calificaciones
- Invest. Objetivo 3Documento2 páginasInvest. Objetivo 3Rayner Mercedes AponteAún no hay calificaciones
- Traduccion Libro EmpaquetadoDocumento24 páginasTraduccion Libro EmpaquetadoRayner Mercedes AponteAún no hay calificaciones
- TG VisitaDocumento3 páginasTG VisitaRayner Mercedes AponteAún no hay calificaciones
- Ejercicio 2 - PY4Documento1 páginaEjercicio 2 - PY4Rayner Mercedes AponteAún no hay calificaciones
- Proyecto Factible PDFDocumento19 páginasProyecto Factible PDFLeydy Yurbihet Valderrama CAún no hay calificaciones
- Instrucciones ImportantesDocumento1 páginaInstrucciones ImportantesRayner Mercedes AponteAún no hay calificaciones
- Instrucciones ImportantesDocumento1 páginaInstrucciones ImportantesRayner Mercedes AponteAún no hay calificaciones
- Proyecto Práctico 2 de Teoría de Toma de DecisionesDocumento2 páginasProyecto Práctico 2 de Teoría de Toma de DecisionesRayner Mercedes AponteAún no hay calificaciones
- Plan de Clase TEORIA DE TOMA DE DECISIONESDocumento6 páginasPlan de Clase TEORIA DE TOMA DE DECISIONESRayner Mercedes AponteAún no hay calificaciones
- Teoría de Toma de Decisiones: Planificación SemestralDocumento1 páginaTeoría de Toma de Decisiones: Planificación SemestralRayner Mercedes AponteAún no hay calificaciones
- Proyecto Práctico 1 de Teoría de Toma de DecisionesDocumento3 páginasProyecto Práctico 1 de Teoría de Toma de DecisionesRayner Mercedes AponteAún no hay calificaciones
- Ley de Ejercicio de La Ingenieria Arquitectura y Profesiones AfinesDocumento7 páginasLey de Ejercicio de La Ingenieria Arquitectura y Profesiones Afineschocolatina1Aún no hay calificaciones
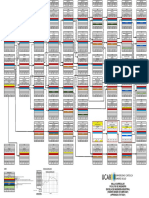
- 02 Malla Curricular (Vigente Desde Octubre 2021)Documento1 página02 Malla Curricular (Vigente Desde Octubre 2021)Rayner Mercedes AponteAún no hay calificaciones
- Código de Ética IndustrialDocumento1 páginaCódigo de Ética IndustrialRayner Mercedes AponteAún no hay calificaciones
- Plan de Clases Virtual (2) SEPTIEMBRE A ENERO 2022Documento14 páginasPlan de Clases Virtual (2) SEPTIEMBRE A ENERO 2022Rayner Mercedes AponteAún no hay calificaciones
- Formato de Informe de Servicio Social ComunitarioDocumento1 páginaFormato de Informe de Servicio Social ComunitarioRayner Mercedes AponteAún no hay calificaciones
- Gestión Del ConocimientoDocumento19 páginasGestión Del ConocimientoRayner Mercedes AponteAún no hay calificaciones
- Lamina 1Documento1 páginaLamina 1Rayner Mercedes AponteAún no hay calificaciones
- Explicación de Formatos SSCDocumento14 páginasExplicación de Formatos SSCRayner Mercedes AponteAún no hay calificaciones
- ¿Qué Son Los Paques NaturalesDocumento1 página¿Qué Son Los Paques NaturalesRayner Mercedes AponteAún no hay calificaciones
- Presentación de Materiales-PeligrososDocumento87 páginasPresentación de Materiales-PeligrososRaúl Manuel Nuñez ValdiviaAún no hay calificaciones
- TP Magnetoterapia TeoricoDocumento6 páginasTP Magnetoterapia TeoricoJulian Visentini100% (1)
- 4.metales FerreosDocumento59 páginas4.metales FerreosChaman KingAún no hay calificaciones
- Introducción Al Análisis Dimensional y Al Ensayo de ModelosDocumento6 páginasIntroducción Al Análisis Dimensional y Al Ensayo de ModelosFernando Emmanuel BenitezAún no hay calificaciones
- Grado Practicas 2 Q InorganicaDocumento82 páginasGrado Practicas 2 Q InorganicaCesarAún no hay calificaciones
- Libros de Laboratorio QuimicoDocumento3 páginasLibros de Laboratorio QuimicobeymarAún no hay calificaciones
- Informe Geotécnico CUO 14042018 PDFDocumento115 páginasInforme Geotécnico CUO 14042018 PDFDavid A. CuéllarAún no hay calificaciones
- Trabajo de Peso EspecificoDocumento27 páginasTrabajo de Peso Especificomilagros llanosAún no hay calificaciones
- Práctica 6 y 7. Sintesis de SulfanilanidaDocumento5 páginasPráctica 6 y 7. Sintesis de SulfanilanidaBrandon Antonio Morales PalaciosAún no hay calificaciones
- La Eneegia y Sus Aplicaciones (Fisicas)Documento10 páginasLa Eneegia y Sus Aplicaciones (Fisicas)Emmanuel Acevedo HernándezAún no hay calificaciones
- Tarea Latex FS 321 2020Documento4 páginasTarea Latex FS 321 2020anthony SanchezAún no hay calificaciones
- ZeemanDocumento3 páginasZeemanLJ RBAún no hay calificaciones
- Desarrollo de Competencias 10Documento1 páginaDesarrollo de Competencias 10Alex LopezAún no hay calificaciones
- Dinamica Unidad 5 Impulso y Cantidad de MovimientoDocumento26 páginasDinamica Unidad 5 Impulso y Cantidad de MovimientoJesus Andres Chay RodriguezAún no hay calificaciones
- Informe Mantenimiento Banco CapacitoresDocumento15 páginasInforme Mantenimiento Banco CapacitoresDiego Ortega TorresAún no hay calificaciones
- 4.3. Ensayo de Colectores Solares-1Documento8 páginas4.3. Ensayo de Colectores Solares-1juannAún no hay calificaciones
- Act. 3 TermodinamicaDocumento8 páginasAct. 3 TermodinamicaYACIEL PEREZ ORNELASAún no hay calificaciones
- Informe 5 - Lab 6 - SulfatosDocumento7 páginasInforme 5 - Lab 6 - SulfatosedwardAún no hay calificaciones
- Prueba Diagnóstica Noveno 2020Documento3 páginasPrueba Diagnóstica Noveno 2020MI TFAún no hay calificaciones
- Simulacro 1Documento9 páginasSimulacro 1Jaime Goyes AcostaAún no hay calificaciones
- Ensayo PSU Biología 2018Documento44 páginasEnsayo PSU Biología 2018Bernardita Gabriela Arqueros ArnelloAún no hay calificaciones
- ACTIVIDAD ESTRATEGIA APRENDER EN CASA Tecnologia - Magnitudes ElectricasDocumento4 páginasACTIVIDAD ESTRATEGIA APRENDER EN CASA Tecnologia - Magnitudes ElectricasAlexander GarzonAún no hay calificaciones
- .Mecanica de Los Fluidos.Documento18 páginas.Mecanica de Los Fluidos.Yenedy PeñaAún no hay calificaciones
- Guia - 04 - Identificación - Nomenclatura - y - Reconocimiento - de - Alcoholes - Aminas - y - Compuestos - Carbonilicos-1 (1) - 16-24Documento9 páginasGuia - 04 - Identificación - Nomenclatura - y - Reconocimiento - de - Alcoholes - Aminas - y - Compuestos - Carbonilicos-1 (1) - 16-24Andrea RojasAún no hay calificaciones
- Analisis Forense de Pintura Como Evidencia TrazaDocumento4 páginasAnalisis Forense de Pintura Como Evidencia TrazapatricialanatiAún no hay calificaciones
- ElectrodepositosDocumento9 páginasElectrodepositosMario Alberto Chacón QuintalAún no hay calificaciones
- Problemas Electrólisis.11 12Documento7 páginasProblemas Electrólisis.11 12LoRelys VeGaAún no hay calificaciones
- Alcoholes, Éteres y EpóxidosDocumento23 páginasAlcoholes, Éteres y EpóxidosMaru González SosaAún no hay calificaciones
- Inducción PauDocumento2 páginasInducción Pauepedreroriveraeduca.madrid.orgAún no hay calificaciones
- Calculo Aplicado A La Fisica 2Documento24 páginasCalculo Aplicado A La Fisica 2michel edy yanqui valenciaAún no hay calificaciones