También podría gustarte
- Mof Gerencia Administracion y Finanzas v05Documento54 páginasMof Gerencia Administracion y Finanzas v05Guiver Santisteban Ibañez100% (2)
- Memoria de Calculo de Muros de Contencion de Concreto ArmadoDocumento16 páginasMemoria de Calculo de Muros de Contencion de Concreto ArmadoSaul Andre Sanga Torres100% (6)
- Unidad 2Documento19 páginasUnidad 2Jovanny2014Aún no hay calificaciones
- UF1125 - Técnicas de programación en fabricación mecánicaDe EverandUF1125 - Técnicas de programación en fabricación mecánicaAún no hay calificaciones
- Ingenieria Del ProyectoDocumento61 páginasIngenieria Del ProyectoJose LuizAún no hay calificaciones
- Listado de Fly Back's Inverso HRDocumento460 páginasListado de Fly Back's Inverso HRIvan Emanuel Donatello93% (27)
- SMED 1 Una Revolucion en La ProduccionDocumento22 páginasSMED 1 Una Revolucion en La ProduccionJhon EdisonAún no hay calificaciones
- 10 Cap 14 - Cadenas de Suministro EsbeltasDocumento30 páginas10 Cap 14 - Cadenas de Suministro EsbeltasKev GarciaaAún no hay calificaciones
- 6.2. Tipos de DistribucionDocumento16 páginas6.2. Tipos de DistribucionLalo NavarreteAún no hay calificaciones
- Celdas de ManufacturaDocumento25 páginasCeldas de ManufacturaJesus BartoloAún no hay calificaciones
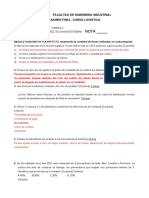
- Examen ParcialDocumento5 páginasExamen ParcialErika JulcaAún no hay calificaciones
- 10 Valorizacion de Subcontratistas y ServiciosDocumento3 páginas10 Valorizacion de Subcontratistas y ServiciosEduardoAún no hay calificaciones
- Fundamentos de Revit MEPDocumento20 páginasFundamentos de Revit MEPpencoxxxAún no hay calificaciones
- Control de procesos: Análisis de reclamos en empresa agrícolaDocumento11 páginasControl de procesos: Análisis de reclamos en empresa agrícolaIGNACIO JAVIER LEDESMA AGUILARAún no hay calificaciones
- Ingeniería Del ProyectoDocumento14 páginasIngeniería Del Proyectojefferson roseroAún no hay calificaciones
- 14.0 Disposición de PlantaDocumento63 páginas14.0 Disposición de Plantaariaezra60% (10)
- Gerencia de Proyectos S3Documento71 páginasGerencia de Proyectos S3ALEXANDER CONGORA MUÑOZAún no hay calificaciones
- Celdas de ManufacturaDocumento25 páginasCeldas de ManufacturaJesus BartoloAún no hay calificaciones
- 4 Ingenieria de ProyectosDocumento32 páginas4 Ingenieria de ProyectosRuben Choque BautistaAún no hay calificaciones
- Distribución de Plantas Industriales - Geo Agosto2020Documento50 páginasDistribución de Plantas Industriales - Geo Agosto2020Daniela AcostaAún no hay calificaciones
- Naturaleza de La DPDocumento18 páginasNaturaleza de La DPAndersonAún no hay calificaciones
- Factores de Distribucion de PlantaDocumento19 páginasFactores de Distribucion de PlantaALEX SEGURAAún no hay calificaciones
- Layout y Balanceo de LíneasDocumento51 páginasLayout y Balanceo de LíneasFerNando JlcAún no hay calificaciones
- Balance de Linea de ProducciónDocumento31 páginasBalance de Linea de ProducciónEstefania Chab DiazAún no hay calificaciones
- IngenieríaDocumento29 páginasIngenieríaJose flores floresAún no hay calificaciones
- Manufactura EsbeltaDocumento25 páginasManufactura EsbeltaIvan HernándezAún no hay calificaciones
- Producción y AlmacenajeDocumento30 páginasProducción y AlmacenajeÁngel NuñezAún no hay calificaciones
- Expo PDFDocumento24 páginasExpo PDFEvelyn HernandezAún no hay calificaciones
- Continuidad ProcesoDocumento5 páginasContinuidad ProcesoEfrain Arana OsorioAún no hay calificaciones
- Sistemas de ProduccionDocumento26 páginasSistemas de ProduccionanibalAún no hay calificaciones
- Ingeniería de proyecto: proceso productivo, distribución de planta y organizaciónDocumento61 páginasIngeniería de proyecto: proceso productivo, distribución de planta y organizaciónJuan Carlos Puma QuispeAún no hay calificaciones
- Capitulo - I - Introducción - A - La - Ingeniería - de - Plantas - Parte3Documento26 páginasCapitulo - I - Introducción - A - La - Ingeniería - de - Plantas - Parte3Anderson OrozcoAún no hay calificaciones
- Manufactura Esbelta: eliminando desperdicios para mejorar procesos productivosDocumento36 páginasManufactura Esbelta: eliminando desperdicios para mejorar procesos productivosRjorge Ramos VelasquezAún no hay calificaciones
- AO Practica 10 Control Actividad Produccion - PAC ALUMNODocumento14 páginasAO Practica 10 Control Actividad Produccion - PAC ALUMNOIsahi HernandezAún no hay calificaciones
- Grupo#6 - Tiposde Distribucion de PlantaDocumento15 páginasGrupo#6 - Tiposde Distribucion de PlantaPaola MaradiagaAún no hay calificaciones
- Distribucion Por ProductoDocumento13 páginasDistribucion Por ProductoVane GomezAún no hay calificaciones
- ProduccionDocumento21 páginasProduccionelizabeth Delfin PortelaAún no hay calificaciones
- Manufactura CelularDocumento8 páginasManufactura CelularLalo PadillaAún no hay calificaciones
- Distribución de Áreas de ProcesoDocumento43 páginasDistribución de Áreas de ProcesoNoé CuevasAún no hay calificaciones
- Organizacion Sistema ProductivoDocumento53 páginasOrganizacion Sistema ProductivoCarolina Rojas CortesAún no hay calificaciones
- GP Clase 2 - Gestion de ProduccionDocumento48 páginasGP Clase 2 - Gestion de ProduccionMario Sergio Hilasaca ZeaAún no hay calificaciones
- 2.2 Tipos de Procesos 2023-I separataDocumento8 páginas2.2 Tipos de Procesos 2023-I separataAdriana Ruiz LizanoAún no hay calificaciones
- Unidad 2 PDFDocumento19 páginasUnidad 2 PDFJovanny2014Aún no hay calificaciones
- 04 Org Planta de Produccion RVDocumento8 páginas04 Org Planta de Produccion RVSamyr GuillenAún no hay calificaciones
- Distribución de Planta Por ProductoDocumento23 páginasDistribución de Planta Por ProductoAngel Miguel Delgado TapahuascoAún no hay calificaciones
- VSM-PromadersolDocumento11 páginasVSM-PromadersolAngel GrajedaAún no hay calificaciones
- Trabajo GrupalDocumento9 páginasTrabajo GrupalNeiber Alarcon GuivarAún no hay calificaciones
- Tarea 4Documento11 páginasTarea 4Kevin SajquimAún no hay calificaciones
- Distribucion - IntroduccionDocumento12 páginasDistribucion - IntroduccionPedro MarinesAún no hay calificaciones
- Justo A TiempoDocumento2 páginasJusto A TiempoKlaudia VieraAún no hay calificaciones
- Evidencia 2 Plantas IndustrialesDocumento11 páginasEvidencia 2 Plantas IndustrialesUlises SanchezAún no hay calificaciones
- U3.1 Distribución de Planta para Diferentes Tipos de ProcesosDocumento48 páginasU3.1 Distribución de Planta para Diferentes Tipos de Procesosalejandro garcia gamezAún no hay calificaciones
- REVISTA52Documento24 páginasREVISTA52ANDRESAún no hay calificaciones
- One Piece FlowDocumento16 páginasOne Piece FlowManuel AcostaAún no hay calificaciones
- Resumen Cap14Documento3 páginasResumen Cap14Mariana PadronAún no hay calificaciones
- Planficacion de La ProduccionDocumento30 páginasPlanficacion de La ProduccionVillacid De CamposAún no hay calificaciones
- La Distribucion en Planta Implica La Ordenacion Fisica de Los eDocumento9 páginasLa Distribucion en Planta Implica La Ordenacion Fisica de Los eMary SanchezAún no hay calificaciones
- UNIDAD - 1 Administracion de La ProduccionDocumento8 páginasUNIDAD - 1 Administracion de La Produccionestefani dzulAún no hay calificaciones
- Estudio Técnico 2016 02Documento65 páginasEstudio Técnico 2016 02Denis EscorciaAún no hay calificaciones
- Automatizacion Definiciones Objetivos 202351Documento5 páginasAutomatizacion Definiciones Objetivos 202351Alejo Pozo MateoAún no hay calificaciones
- JIT- Justo a TiempoDocumento4 páginasJIT- Justo a TiempoMarco PerezAún no hay calificaciones
- Sistemas de Producci-NDocumento9 páginasSistemas de Producci-NMedina Cortes Jose GuadalupeAún no hay calificaciones
- Distribucion de Planta InformeDocumento8 páginasDistribucion de Planta InformeAury ArteagaAún no hay calificaciones
- SESION 07 Balance de LineaDocumento50 páginasSESION 07 Balance de LinealuisAún no hay calificaciones
- Semana 9 - Plan de ProducciónDocumento31 páginasSemana 9 - Plan de ProducciónNathaly Cuba VargasAún no hay calificaciones
- Procesos de ingeniería - Unidad 1Documento37 páginasProcesos de ingeniería - Unidad 1Rodolfo Jesus Calle FloreAún no hay calificaciones
- Investigación Unidad2Documento18 páginasInvestigación Unidad2jesusAún no hay calificaciones
- F-02 - Funciones de TextoDocumento11 páginasF-02 - Funciones de TextoSteven Smith CastilloAún no hay calificaciones
- DAX Indicadores Power BIDocumento26 páginasDAX Indicadores Power BIDony Petter Morales OrtizAún no hay calificaciones
- FOR - ME.SIMA.11 Programa Anual de Seguridad y Salud en El Trabajo 2023Documento3 páginasFOR - ME.SIMA.11 Programa Anual de Seguridad y Salud en El Trabajo 2023Steven Smith CastilloAún no hay calificaciones
- Barberia Favela HoodDocumento8 páginasBarberia Favela HoodSteven Smith CastilloAún no hay calificaciones
- Formato Proyecto de Investigación - EPDocumento7 páginasFormato Proyecto de Investigación - EPSteven Smith CastilloAún no hay calificaciones
- SolverDocumento9 páginasSolverAlejandra PoloAún no hay calificaciones
- Gestión Estratégica de OperacionesDocumento54 páginasGestión Estratégica de OperacionesSteven Smith CastilloAún no hay calificaciones
- Trabajo de Campo - Sem 5.SDocumento7 páginasTrabajo de Campo - Sem 5.SSteven Smith CastilloAún no hay calificaciones
- Ingenieria EconomicaDocumento5 páginasIngenieria EconomicaALCALA OLLARVES ROSMELD ALEXANDERAún no hay calificaciones
- Cotizacion Carga Suelta Cat D5 NE - GTDocumento1 páginaCotizacion Carga Suelta Cat D5 NE - GTSaul SandovalAún no hay calificaciones
- Extracción VerticalDocumento48 páginasExtracción VerticalDIEGO CARRASCOAún no hay calificaciones
- DS DS DS DS DS 1031 1011 1141 1011 1062: Reporte Individual de ResultadosDocumento2 páginasDS DS DS DS DS 1031 1011 1141 1011 1062: Reporte Individual de ResultadosLudwig Rodríguez MatamorosAún no hay calificaciones
- CHAVETASDocumento7 páginasCHAVETASAndy Elvis MarinAún no hay calificaciones
- Agile 2016Documento220 páginasAgile 2016ClauAún no hay calificaciones
- Balcon Jurado FinalDocumento33 páginasBalcon Jurado FinalEduardo Miquilena Galicia100% (1)
- Estructura de Seleccion Doble if-ELSEDocumento30 páginasEstructura de Seleccion Doble if-ELSERuben Alexis Pc50% (2)
- Mapa de Riesgos en La AgroindustriaDocumento14 páginasMapa de Riesgos en La Agroindustriasmileykawata15Aún no hay calificaciones
- Politica de Seguridad 13-09-2016Documento10 páginasPolitica de Seguridad 13-09-2016Cristian PazAún no hay calificaciones
- Taller 2, Manejo Interno de Residuos PeligrososDocumento4 páginasTaller 2, Manejo Interno de Residuos PeligrososEric Fernando Marceles Guevara100% (1)
- Informe PavimentosDocumento15 páginasInforme PavimentosDanieLzBz100% (1)
- Dotación y Caudales de DiseñoDocumento15 páginasDotación y Caudales de DiseñoKarlaDuarteAún no hay calificaciones
- Curriculum Actualizado AICESA 2021 1-10Documento10 páginasCurriculum Actualizado AICESA 2021 1-10Hugo Trejo IbarraAún no hay calificaciones
- Docuemnto Marina de GuerraDocumento205 páginasDocuemnto Marina de GuerraperlaAún no hay calificaciones
- Tema Autoestudio AmortizaciónDocumento5 páginasTema Autoestudio AmortizaciónMaria Paula CastroAún no hay calificaciones
- Cetemin 2017Documento95 páginasCetemin 2017Wilmer GuillermoAún no hay calificaciones
- El Siglo de Los Mercados Emergentes Cap1 PDFDocumento28 páginasEl Siglo de Los Mercados Emergentes Cap1 PDFLaura Mmr100% (1)
- Extensiones de La MRPDocumento13 páginasExtensiones de La MRPAnaid HernanDez0% (1)
- REQ N001 Evaluación DocenteDocumento4 páginasREQ N001 Evaluación DocenteCurly MCAún no hay calificaciones
- Seminario Sistemas de InformacionDocumento25 páginasSeminario Sistemas de InformacionadminwebtAún no hay calificaciones
- Practica Calificada Seguridad y Salud Ocupacional 25 Nov 2019Documento2 páginasPractica Calificada Seguridad y Salud Ocupacional 25 Nov 2019Xiomara Llanos CordovaAún no hay calificaciones