También podría gustarte
- Resumen de Inteligencia ecológica de Daniel GolemanDe EverandResumen de Inteligencia ecológica de Daniel GolemanAún no hay calificaciones
- Cubiertos BiodegradablesDocumento20 páginasCubiertos BiodegradablesNatali VegaAún no hay calificaciones
- BOLSASDocumento43 páginasBOLSASYemil Camargo marcaAún no hay calificaciones
- Aprovechamiento de biomasa lignocelulósica, algunas experiencias de investigación en ColombiaDe EverandAprovechamiento de biomasa lignocelulósica, algunas experiencias de investigación en ColombiaAún no hay calificaciones
- Proyecto ECOSATIDocumento31 páginasProyecto ECOSATIFranco Alexander CocaAún no hay calificaciones
- Protocolo de Tesis Como EjemploDocumento12 páginasProtocolo de Tesis Como EjemploLuis David MartinezAún no hay calificaciones
- Ecologia AvanseDocumento6 páginasEcologia AvansefernandoAún no hay calificaciones
- Proyecto Pañales EcológicosDocumento8 páginasProyecto Pañales EcológicosEvelyn Salas100% (1)
- Proyecto de CienciasDocumento11 páginasProyecto de CienciasEstefany PedrazaAún no hay calificaciones
- PROYECTO CHICLE RECICLADO Naty 2015Documento53 páginasPROYECTO CHICLE RECICLADO Naty 2015MaríaAún no hay calificaciones
- Elaboramos Macetas Biodegradables A Base de Hojas Secas. (Eureka)Documento28 páginasElaboramos Macetas Biodegradables A Base de Hojas Secas. (Eureka)Fabricio Piscoya100% (2)
- 2 Proyecto de Aplicación Modelo Medio AmbientalDocumento13 páginas2 Proyecto de Aplicación Modelo Medio AmbientalDavid A. Luna RomeroAún no hay calificaciones
- Emprendimiento Eje 2Documento16 páginasEmprendimiento Eje 2Carol Dayana Gonzalez CastelblancoAún no hay calificaciones
- Emprendimiento Eje 2 1Documento14 páginasEmprendimiento Eje 2 1Loraine CalaAún no hay calificaciones
- AGUAS RESIDUALESc4f (Reparado)Documento28 páginasAGUAS RESIDUALESc4f (Reparado)Cristina RoblesAún no hay calificaciones
- Equipo 2 - Proyecto Final - Plato BiodegradableDocumento40 páginasEquipo 2 - Proyecto Final - Plato BiodegradableAxel SanHerAún no hay calificaciones
- PROYECTODocumento30 páginasPROYECTOLesli LazoAún no hay calificaciones
- PROYECTO CYT 2Documento18 páginasPROYECTO CYT 2Saly Quispe AjonAún no hay calificaciones
- Actividad1 FormulaciónDocumento14 páginasActividad1 FormulaciónJazmin ARELLANO NARVAEZAún no hay calificaciones
- Recolector Del FuturoDocumento8 páginasRecolector Del FuturoSANDOVAL FLORES LESLY DARIELAún no hay calificaciones
- ..Proyecto Decorglass..Documento15 páginas..Proyecto Decorglass..Camila DuranAún no hay calificaciones
- Proyecto PlasticosDocumento28 páginasProyecto PlasticosCarlos SaucedoAún no hay calificaciones
- TELA ENCERADA PROYECTO 2Documento16 páginasTELA ENCERADA PROYECTO 2Saly Quispe AjonAún no hay calificaciones
- Elaboración de Bolsas Plásticas A Base de Almidón de YucaDocumento14 páginasElaboración de Bolsas Plásticas A Base de Almidón de YucaDelia Araoz Quiroz50% (2)
- Protocolo de La InvestigacionDocumento11 páginasProtocolo de La InvestigacionJoseGuadalupeSilvanJimenezAún no hay calificaciones
- Pa2 Metodologia - InvDocumento13 páginasPa2 Metodologia - Invmaria del carmen diaz villalobosAún no hay calificaciones
- FINAL Gestión de Residuos de Construcción para La Conservación Del Medio AmbienteDocumento14 páginasFINAL Gestión de Residuos de Construcción para La Conservación Del Medio Ambientemilagros88888domiAún no hay calificaciones
- Nery Recarte. Tareaii - Iii ParcialDocumento12 páginasNery Recarte. Tareaii - Iii ParcialTelma DoloresAún no hay calificaciones
- Informe VelasDocumento7 páginasInforme VelasEverson AdriánAún no hay calificaciones
- Coca-Cola (El Mayor Contaminador A Nivel Mundial)Documento56 páginasCoca-Cola (El Mayor Contaminador A Nivel Mundial)Leonel FloresAún no hay calificaciones
- Proyecto BioplasticoDocumento10 páginasProyecto Bioplasticomaria jose vegaAún no hay calificaciones
- BIOPLASTICODocumento5 páginasBIOPLASTICOHolaSoyJuanAún no hay calificaciones
- Proyecto Formulacion - VAMADocumento46 páginasProyecto Formulacion - VAMAMisael Tk CalderonAún no hay calificaciones
- Producción y Diseño AmbientalDocumento20 páginasProducción y Diseño AmbientalAdriana BlasAún no hay calificaciones
- Instituto Superior Tecnológico Vicente León: Materia: MarketingDocumento56 páginasInstituto Superior Tecnológico Vicente León: Materia: MarketingCarlos ChicaizaAún no hay calificaciones
- PROYECTODocumento7 páginasPROYECTOMishell LinaresAún no hay calificaciones
- Trabajo Final Biotecnologia Ambiental Ricardo Gamero Diaz 2011205748 ArequipaDocumento27 páginasTrabajo Final Biotecnologia Ambiental Ricardo Gamero Diaz 2011205748 ArequipaRicardo GDAún no hay calificaciones
- Proyecto Témperas Ecológicas A Base de Papa - 2020Documento19 páginasProyecto Témperas Ecológicas A Base de Papa - 2020Jorge Luis Vásquez RodriguezAún no hay calificaciones
- INNOVACIONDocumento27 páginasINNOVACIONjhonatan colmenares meloAún no hay calificaciones
- Proyecto 4a EurekaDocumento10 páginasProyecto 4a EurekaLucero Mamani JavierAún no hay calificaciones
- Proyecto de Aplicación Modelo Medio AmbientalDocumento47 páginasProyecto de Aplicación Modelo Medio AmbientalDavid A. Luna RomeroAún no hay calificaciones
- Biodegradación Como Mètodo de Mitigaciòn AmbientalDocumento10 páginasBiodegradación Como Mètodo de Mitigaciòn AmbientalELIZABETH DE LA CRUZ LIBERATOAún no hay calificaciones
- Bandejas biodegradables de hojas de plátano para reducir contaminación en festividadesDocumento22 páginasBandejas biodegradables de hojas de plátano para reducir contaminación en festividadesMartín Leonardo Lacuta VaraAún no hay calificaciones
- Produccion de Paletas ActualizadoDocumento11 páginasProduccion de Paletas ActualizadoMarioAún no hay calificaciones
- Bolsas Biodegradables AvanceDocumento8 páginasBolsas Biodegradables AvanceCarmen Haidee Estela DiazAún no hay calificaciones
- Planeación estratégica para Plasticom fabricante de plásticos comestiblesDocumento23 páginasPlaneación estratégica para Plasticom fabricante de plásticos comestiblesVivian Alejandra Pe�a ChunzaAún no hay calificaciones
- Bolsas BiodegradablesDocumento19 páginasBolsas BiodegradablesAYRTON POOL MEZA ARROYOAún no hay calificaciones
- Proyecto de Investigación - Platos Biodegradables A Base de Hoja de PlátanoDocumento28 páginasProyecto de Investigación - Platos Biodegradables A Base de Hoja de PlátanoNegetzi CalderonAún no hay calificaciones
- Monografia Contaminacion AmbientaDocumento24 páginasMonografia Contaminacion AmbientaAlcil ChurataAún no hay calificaciones
- Proyectos Ecológicos Innovadores Con Potencial Uso para La Industria (Autoguardado)Documento20 páginasProyectos Ecológicos Innovadores Con Potencial Uso para La Industria (Autoguardado)Giulliano Vilchez NúñezAún no hay calificaciones
- Formulación de Un Plan de Negocio Aplicado A Negocios VerdesDocumento14 páginasFormulación de Un Plan de Negocio Aplicado A Negocios VerdesLuz helena Monroy GonzálezAún no hay calificaciones
- 4taficha-5to, Ecund-Sem7 NovDocumento2 páginas4taficha-5to, Ecund-Sem7 NovEduardo MinayaAún no hay calificaciones
- Basurero Con BotellasDocumento12 páginasBasurero Con BotellasGianAlvaradoGalvezAún no hay calificaciones
- Monografia Final.12Documento19 páginasMonografia Final.12ricardo perez la rosaAún no hay calificaciones
- Basureo Con BotellasDocumento12 páginasBasureo Con BotellasVictor Raul Anco ApazaAún no hay calificaciones
- Proyecto Tienda Zero Waste - Eco MarketDocumento44 páginasProyecto Tienda Zero Waste - Eco MarketTania Artunduaga RojasAún no hay calificaciones
- Insumos sostenibles ejemplosDocumento4 páginasInsumos sostenibles ejemplosJose AlbertoAún no hay calificaciones
- Dog House - ECOAMIGABLEEDocumento9 páginasDog House - ECOAMIGABLEEJuan Gabriel Manyari IngaAún no hay calificaciones
- Fase 3 - Grupo - 143Documento18 páginasFase 3 - Grupo - 143falferezhAún no hay calificaciones
- LENTES Y LA LUZDocumento57 páginasLENTES Y LA LUZJorge Zapana GonzálezAún no hay calificaciones
- ANALITICADocumento54 páginasANALITICAJorge Zapana GonzálezAún no hay calificaciones
- Tarea de Fisico-Qmc 1-23Documento1 páginaTarea de Fisico-Qmc 1-23Jorge Zapana GonzálezAún no hay calificaciones
- Universidad Real Mayor y Pontificia de San Francisco Xavier de ChuquisacaDocumento11 páginasUniversidad Real Mayor y Pontificia de San Francisco Xavier de ChuquisacaJorge Zapana GonzálezAún no hay calificaciones
- 1 Parte Determinación Del Peso Molecular de Un Líquido Puro VolátilDocumento2 páginas1 Parte Determinación Del Peso Molecular de Un Líquido Puro VolátilJorge Zapana GonzálezAún no hay calificaciones
- Química examen 1ro parcialDocumento2 páginasQuímica examen 1ro parcialJorge Zapana GonzálezAún no hay calificaciones
- Determinacion de CloroDocumento7 páginasDeterminacion de CloroJorge Zapana GonzálezAún no hay calificaciones
- Documento QMC y FisDocumento5 páginasDocumento QMC y FisJorge Zapana GonzálezAún no hay calificaciones
- Hoja de Reporte Determinacion Del Porcentaje de Clorato de Potasio en Una Mezcla-1Documento1 páginaHoja de Reporte Determinacion Del Porcentaje de Clorato de Potasio en Una Mezcla-1Jorge Zapana GonzálezAún no hay calificaciones
- LECHE - ComuDocumento2 páginasLECHE - ComuFredy Oswaldo Salvador RetuertoAún no hay calificaciones
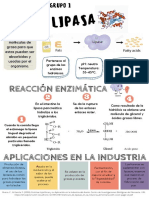
- LipasaDocumento1 páginaLipasaAntonella Cristhel Moya MoreiraAún no hay calificaciones
- Maxine Adulto - PetStoreDocumento1 páginaMaxine Adulto - PetStoreCristian IgnacioAún no hay calificaciones
- 2 3Documento12 páginas2 3Israel AguirreAún no hay calificaciones
- Juzgamiento AnimalDocumento14 páginasJuzgamiento AnimalJuanAún no hay calificaciones
- Grafomotricidad 3 Años - PDF Versión 1Documento62 páginasGrafomotricidad 3 Años - PDF Versión 1Antony Rios SantosAún no hay calificaciones
- Proyecto Obtencion de AzucarDocumento7 páginasProyecto Obtencion de AzucarEdison EnriquezAún no hay calificaciones
- F03a823Documento9 páginasF03a823Carlos Matias Sepulveda RiveraAún no hay calificaciones
- Increagua Texto B-Acuicultura Con Bioflócs CelulósicosDocumento92 páginasIncreagua Texto B-Acuicultura Con Bioflócs CelulósicosCarlos Alberto PaezAún no hay calificaciones
- Ejemplo de Ficha ToxicologicaDocumento2 páginasEjemplo de Ficha ToxicologicalauraAún no hay calificaciones
- Etiqueta Nativo 75 WGDocumento2 páginasEtiqueta Nativo 75 WGCedy Sandoval LeonAún no hay calificaciones
- Pruebas bioquímicas para identificar bacteriasDocumento6 páginasPruebas bioquímicas para identificar bacteriasFrancesca PupoAún no hay calificaciones
- RAE v3Documento46 páginasRAE v3JeimmyAún no hay calificaciones
- @aprende Sushi Guia Nivel IiDocumento13 páginas@aprende Sushi Guia Nivel IiFernando TeranAún no hay calificaciones
- Análisis vida útil gallina giganteDocumento2 páginasAnálisis vida útil gallina giganteLina Rocio Rubio RAún no hay calificaciones
- Venezuela y el Mercosur: oportunidades y desafíos agroalimentariosDocumento28 páginasVenezuela y el Mercosur: oportunidades y desafíos agroalimentariosScarleAún no hay calificaciones
- Copia de Activdad 10Documento2 páginasCopia de Activdad 10Andres FelipeAún no hay calificaciones
- Karanki VeroooooooooooooDocumento12 páginasKaranki VeroooooooooooooLuz Bsc0% (1)
- Ejercicios de División para Cuarto Grado de PrimariaDocumento14 páginasEjercicios de División para Cuarto Grado de Primariadavid salamancaAún no hay calificaciones
- Taller 1 Control de CalidadDocumento8 páginasTaller 1 Control de CalidadAdriana Maria Lara LopezAún no hay calificaciones
- Ficha Tecnica Harina Espelta BPPDocumento1 páginaFicha Tecnica Harina Espelta BPPkokocsAún no hay calificaciones
- Ejercicios de Lectoescritura EspecialDocumento41 páginasEjercicios de Lectoescritura EspecialABISAI BENITEZ CRUZAún no hay calificaciones
- HOMÓFONOSDocumento3 páginasHOMÓFONOSAlessandra CárdenasAún no hay calificaciones
- Propuesta de Atencion A MinersDocumento2 páginasPropuesta de Atencion A MinersGerson Marcelo Velasco EspejoAún no hay calificaciones
- Acido CítricoDocumento17 páginasAcido CítricoLeydy SallesAún no hay calificaciones
- Diferentes Ramas de Los NutriologosDocumento4 páginasDiferentes Ramas de Los NutriologosSelvej LyeAún no hay calificaciones
- Mensuario y Silabus de Actividades de NiñosDocumento4 páginasMensuario y Silabus de Actividades de NiñosFrey Nev Tirado MuñozAún no hay calificaciones
- Aprender A Alimentarnos, A Vivir, A Amar y A Morir DR - Jorge Esteves Marzo 2023 2da Edición Digital - 230516 - 143603Documento200 páginasAprender A Alimentarnos, A Vivir, A Amar y A Morir DR - Jorge Esteves Marzo 2023 2da Edición Digital - 230516 - 143603rxlaotramiradaAún no hay calificaciones
- Proceedings Ciencias Agropecuarias y Biotecnologia TI 4Documento11 páginasProceedings Ciencias Agropecuarias y Biotecnologia TI 4Angela Castillo QuijadaAún no hay calificaciones
- Plan Nutricional y Programa de Entrenamiento Maria Elena Corredor Fase 1aDocumento10 páginasPlan Nutricional y Programa de Entrenamiento Maria Elena Corredor Fase 1amariacorredor80Aún no hay calificaciones
- Resumen de El cuadro de mando integral paso a paso de Paul R. NivenDe EverandResumen de El cuadro de mando integral paso a paso de Paul R. NivenCalificación: 5 de 5 estrellas5/5 (2)
- Scaling Up (Dominando los Hábitos de Rockefeller 2.0): Cómo es que Algunas Compañías lo Logran…y Por qué las Demás NoDe EverandScaling Up (Dominando los Hábitos de Rockefeller 2.0): Cómo es que Algunas Compañías lo Logran…y Por qué las Demás NoCalificación: 4.5 de 5 estrellas4.5/5 (10)
- Finanzas 1.: Contabilidad, planeación y administración financieraDe EverandFinanzas 1.: Contabilidad, planeación y administración financieraCalificación: 4.5 de 5 estrellas4.5/5 (11)
- Maestría en Inversión en la Bolsa & Opciones de Trading 2020: La guía completa para generar ingresos pasivos en línea, invirtiendo en Acciones, Futuros y Forex. Retirarse millonarioDe EverandMaestría en Inversión en la Bolsa & Opciones de Trading 2020: La guía completa para generar ingresos pasivos en línea, invirtiendo en Acciones, Futuros y Forex. Retirarse millonarioCalificación: 5 de 5 estrellas5/5 (1)
- LAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.De EverandLAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.Calificación: 4.5 de 5 estrellas4.5/5 (54)
- Logística Empresarial: Gestión eficiente del flujo de suministrosDe EverandLogística Empresarial: Gestión eficiente del flujo de suministrosCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Freedom Inc.: Cómo la libertad de los trabajadores desata el éxito de las empresasDe EverandFreedom Inc.: Cómo la libertad de los trabajadores desata el éxito de las empresasCalificación: 4.5 de 5 estrellas4.5/5 (39)
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.De EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Calificación: 4 de 5 estrellas4/5 (51)
- Construyendo empresa desde el propósitoDe EverandConstruyendo empresa desde el propósitoCalificación: 5 de 5 estrellas5/5 (1)
- Lean Seis Sigma: La guía definitiva sobre Lean Seis Sigma, Lean Enterprise y Lean Manufacturing, con herramientas para incrementar la eficiencia y la satisfacción del clienteDe EverandLean Seis Sigma: La guía definitiva sobre Lean Seis Sigma, Lean Enterprise y Lean Manufacturing, con herramientas para incrementar la eficiencia y la satisfacción del clienteCalificación: 4.5 de 5 estrellas4.5/5 (5)
- Los secretos de la mente millonaria: Cómo dominar el juego interior de la riquezaDe EverandLos secretos de la mente millonaria: Cómo dominar el juego interior de la riquezaCalificación: 4.5 de 5 estrellas4.5/5 (813)
- El trading online de una forma sencilla: Cómo convertirse en un inversionista online y descubrir las bases para lograr un trading de éxitoDe EverandEl trading online de una forma sencilla: Cómo convertirse en un inversionista online y descubrir las bases para lograr un trading de éxitoCalificación: 4 de 5 estrellas4/5 (30)
- Fundamentos de control y gestión de inventariosDe EverandFundamentos de control y gestión de inventariosAún no hay calificaciones
- Contabilidad administrativaDe EverandContabilidad administrativaCalificación: 4.5 de 5 estrellas4.5/5 (6)
- Organizaciones Exponenciales: Por qué existen nuevas organizaciones diez veces más escalables y rentables que la tuya (y qué puedes hacer al respecto)De EverandOrganizaciones Exponenciales: Por qué existen nuevas organizaciones diez veces más escalables y rentables que la tuya (y qué puedes hacer al respecto)Calificación: 4.5 de 5 estrellas4.5/5 (11)
- El gerente: estratega y líder del cambio: Más allá de la gestión operativaDe EverandEl gerente: estratega y líder del cambio: Más allá de la gestión operativaCalificación: 4 de 5 estrellas4/5 (3)
- Mejoramiento de la calidad. Un enfoque a serviciosDe EverandMejoramiento de la calidad. Un enfoque a serviciosCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Control interno y sistema de gestión de calidad: Guía para su implantación en empresas públicas y privadas. 3ª ediciónDe EverandControl interno y sistema de gestión de calidad: Guía para su implantación en empresas públicas y privadas. 3ª ediciónCalificación: 4.5 de 5 estrellas4.5/5 (8)
- Administración de riesgos: Un enfoque empresarialDe EverandAdministración de riesgos: Un enfoque empresarialCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Emprendedores: La Aventura de Crear tu Propio CaminoDe EverandEmprendedores: La Aventura de Crear tu Propio CaminoCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Ética y empresa: Valores y responsabilidad social en la gestiónDe EverandÉtica y empresa: Valores y responsabilidad social en la gestiónAún no hay calificaciones
- Cómo pasé de ser un fracaso en las ventas a ser un vendedor estelarDe EverandCómo pasé de ser un fracaso en las ventas a ser un vendedor estelarCalificación: 5 de 5 estrellas5/5 (28)
- MF1005_3 - Optimización de la cadena LogísticaDe EverandMF1005_3 - Optimización de la cadena LogísticaCalificación: 4 de 5 estrellas4/5 (5)