También podría gustarte
- Actividades de VerbosDocumento17 páginasActividades de VerbosMarinella Mendoza RodriguezAún no hay calificaciones
- Manual Laboratorio de Bioquimica. Presentacion de Practicas Virtuales. Revisado 2021Documento110 páginasManual Laboratorio de Bioquimica. Presentacion de Practicas Virtuales. Revisado 2021Mauricio MedranoAún no hay calificaciones
- Campaña Consumo Responsable de Bebidas AlcohólicasDocumento30 páginasCampaña Consumo Responsable de Bebidas AlcohólicasAnonymous RX6ruk3t100% (1)
- R4. - U3 Aplicación de Herramientas de CalidadDocumento11 páginasR4. - U3 Aplicación de Herramientas de CalidadConcepcion De La Rosa100% (1)
- Ejercicio Demo de Ishikawa y ParetoDocumento8 páginasEjercicio Demo de Ishikawa y Paretokevin rosalesAún no hay calificaciones
- 7 Herramientas Básicas de Calidad Con 4 EjemplosDocumento14 páginas7 Herramientas Básicas de Calidad Con 4 EjemplosFelipeAndresNUVA100% (1)
- Ejercicios de Programación LinealDocumento42 páginasEjercicios de Programación LinealAna Karen Gómez Rebollo50% (2)
- Estándares/Normas internacionales de información financiera (IFRS/NIIF) - 2da edición: Incluye ejercicios y estudios de casoDe EverandEstándares/Normas internacionales de información financiera (IFRS/NIIF) - 2da edición: Incluye ejercicios y estudios de casoAún no hay calificaciones
- Recomendaciones para Elaborar y Administrar Un IndicadorDocumento18 páginasRecomendaciones para Elaborar y Administrar Un Indicadoraflores0303Aún no hay calificaciones
- Recomendaciones para Elaborar y Administrar Un IndicadorDocumento12 páginasRecomendaciones para Elaborar y Administrar Un Indicadorbriza lopezAún no hay calificaciones
- 10 Herramientas para El Proceso de Mejora Continúa - Unidad 2Documento20 páginas10 Herramientas para El Proceso de Mejora Continúa - Unidad 2Edu LlerenaAún no hay calificaciones
- Taller Pareto HistogramaDocumento3 páginasTaller Pareto HistogramaMiguel MayorgaAún no hay calificaciones
- FabiolaDocumento8 páginasFabiolaSofia verdugo veraAún no hay calificaciones
- Pareto Volquetas y MulasDocumento3 páginasPareto Volquetas y MulasRichard Eduardo Hernandez CampoAún no hay calificaciones
- Estadistica 7 PDFDocumento1 páginaEstadistica 7 PDFsindy castilloAún no hay calificaciones
- 5 Set Tarea VSM y OtrosDocumento21 páginas5 Set Tarea VSM y OtrosGles SAAún no hay calificaciones
- Evaluación de Hallazgos Noviembre 2021Documento2 páginasEvaluación de Hallazgos Noviembre 2021Ken Shin Kan IqqAún no hay calificaciones
- Cap 6Documento11 páginasCap 6Jose LuisAún no hay calificaciones
- Planificacion Estrategica para Mantenimiento A Equipos Motrices PDFDocumento19 páginasPlanificacion Estrategica para Mantenimiento A Equipos Motrices PDFmotatibyAún no hay calificaciones
- Solución Del Primer Parcial - EstadísticaDocumento14 páginasSolución Del Primer Parcial - EstadísticaJuan OspinaAún no hay calificaciones
- Julio Cesar Lopez Diaz Actividad de Aprendizaje 3 Herramientas de CalidadDocumento9 páginasJulio Cesar Lopez Diaz Actividad de Aprendizaje 3 Herramientas de CalidadJulio Cesar Lopez DiazAún no hay calificaciones
- 3 Javiera Peyrin.Documento8 páginas3 Javiera Peyrin.Sofia verdugo veraAún no hay calificaciones
- Pareto V61 Por Producto (Jul-Sep)Documento3 páginasPareto V61 Por Producto (Jul-Sep)Jazmin Ramirez LedezmaAún no hay calificaciones
- Diagrama de ParetoDocumento6 páginasDiagrama de ParetouriolchirinospaolosebaztianAún no hay calificaciones
- GRUPO 2 Calidad Total ..Documento4 páginasGRUPO 2 Calidad Total ..larahueyta17Aún no hay calificaciones
- Informe Diagrama de Pareto - Grupo D.Nicloux - Martínez, Montoya - JaraDocumento8 páginasInforme Diagrama de Pareto - Grupo D.Nicloux - Martínez, Montoya - JaraOrbin MontoyaAún no hay calificaciones
- Tareas - Unidad 4.3 y 4.4Documento15 páginasTareas - Unidad 4.3 y 4.4Diomaris DuranAún no hay calificaciones
- 5.1 Flujo Fondos Tic-TtcDocumento5 páginas5.1 Flujo Fondos Tic-TtcAntonio MaldonadoAún no hay calificaciones
- Georesearch Estudio EstallidoDocumento5 páginasGeoresearch Estudio EstallidoClaudia Garrido RivasAún no hay calificaciones
- Prueba Excel Intermedio Script-Johanna GalvisDocumento16 páginasPrueba Excel Intermedio Script-Johanna GalvisDiegoAún no hay calificaciones
- Diagrama de ParetoDocumento2 páginasDiagrama de Paretomiguel perez enriquezAún no hay calificaciones
- Zharick Paez Graficos 21Documento8 páginasZharick Paez Graficos 21zharick michell paez llanozAún no hay calificaciones
- PG 71,72,73 Cap 1Documento3 páginasPG 71,72,73 Cap 1Carlita Viviana CossioAún no hay calificaciones
- Caratula TP02Documento1 páginaCaratula TP02Fernando AgüeroAún no hay calificaciones
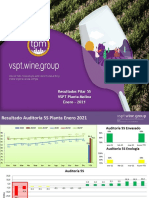
- Resultados Pilar 5S Planta Molina Enero 2021Documento7 páginasResultados Pilar 5S Planta Molina Enero 2021Andres NuñezAún no hay calificaciones
- Diagrama de Pareto CompletoDocumento2 páginasDiagrama de Pareto CompletoLuis VasquezAún no hay calificaciones
- Automatización Del Tablero de Grupo Electrógeno de La Empresa Colpex S.A.C.Documento18 páginasAutomatización Del Tablero de Grupo Electrógeno de La Empresa Colpex S.A.C.Cesar Fernando Via SaldarriagaAún no hay calificaciones
- 7 Herramientas de Calidad 2Documento14 páginas7 Herramientas de Calidad 2Jonathan Ulises Uribe LiceaAún no hay calificaciones
- Estructura Base Modelo KaizenDocumento20 páginasEstructura Base Modelo KaizenIngrid BenitesAún no hay calificaciones
- Servicio Técnico v2Documento7 páginasServicio Técnico v2Ricardo RVAún no hay calificaciones
- Cuestionario TP02 Granulares I - 2022Documento3 páginasCuestionario TP02 Granulares I - 2022Fernando AgüeroAún no hay calificaciones
- DESPERDICIOSDocumento7 páginasDESPERDICIOSEduardo AlonzoAún no hay calificaciones
- Ejercicios CAUEDocumento24 páginasEjercicios CAUEMayra MarinAún no hay calificaciones
- TPM RCM2Documento10 páginasTPM RCM2Felipe Maldonado EspinozaAún no hay calificaciones
- Cai Octubre 2022 JvsDocumento52 páginasCai Octubre 2022 JvsCLAUDIA ALICIA ALEMAN CARIAún no hay calificaciones
- 3-Pareto Por Producto Con DefectosDocumento5 páginas3-Pareto Por Producto Con DefectosJazmin Ramirez LedezmaAún no hay calificaciones
- Huizar Kevin R4 U3Documento10 páginasHuizar Kevin R4 U3Kevin HuizarAún no hay calificaciones
- Act 4.2 Est Inf RPLDocumento4 páginasAct 4.2 Est Inf RPLRodrigo PeralesAún no hay calificaciones
- Sub Base Granular PeñalisaDocumento3 páginasSub Base Granular PeñalisaFelipe AlzateAún no hay calificaciones
- Evaluacion de Indicadores Imaterno y SSR I Semest. 2022Documento43 páginasEvaluacion de Indicadores Imaterno y SSR I Semest. 2022wiltondanielAún no hay calificaciones
- Estructura Base Modelo KaizenDocumento20 páginasEstructura Base Modelo KaizenkarlaAún no hay calificaciones
- Crecimiento Exponencial y LogisticoDocumento1 páginaCrecimiento Exponencial y LogisticoSherlyn velasquezAún no hay calificaciones
- Tarea Virtual 4Documento5 páginasTarea Virtual 4Jhonesmit IllaAún no hay calificaciones
- Lo de EducacionDocumento2 páginasLo de EducacionBruno Martínez PérezAún no hay calificaciones
- Taller de CalidadprofeDocumento9 páginasTaller de Calidadprofemaria paula cuencaAún no hay calificaciones
- 7 Herramientas de CalidadDocumento40 páginas7 Herramientas de CalidadjulioleijaAún no hay calificaciones
- Caso Práctico 1 - Estructurar El Plan Estrategico de Una Empresa EjemploDocumento6 páginasCaso Práctico 1 - Estructurar El Plan Estrategico de Una Empresa EjemploFavian VidalAún no hay calificaciones
- Momento2 CEAD Ibagué Abril 27 2020 YermanAugustoHernandezDocumento11 páginasMomento2 CEAD Ibagué Abril 27 2020 YermanAugustoHernandezmaritzabelAún no hay calificaciones
- Laboratorio 3Documento1 páginaLaboratorio 3Naye PimentelAún no hay calificaciones
- Tuberculosis 2022Documento39 páginasTuberculosis 2022Jorge Enrique FernándezAún no hay calificaciones
- Trabajo de Tecnologia para Las DecisionesDocumento8 páginasTrabajo de Tecnologia para Las DecisionesSofia verdugo veraAún no hay calificaciones
- Estadistica - Unidad 1Documento4 páginasEstadistica - Unidad 1Alexis OrtizAún no hay calificaciones
- Indicadores Sociedad de Socorro Hasta JunioDocumento18 páginasIndicadores Sociedad de Socorro Hasta JunioSadelitAún no hay calificaciones
- Coeficiente Global de Transferencia de CalorDocumento4 páginasCoeficiente Global de Transferencia de CalorAna sofia Vega alaveAún no hay calificaciones
- Biologia Semana 1Documento10 páginasBiologia Semana 1Ana sofia Vega alaveAún no hay calificaciones
- Expo 1 TLDocumento13 páginasExpo 1 TLAna sofia Vega alaveAún no hay calificaciones
- FAO LenguajeDocumento1 páginaFAO LenguajeAna sofia Vega alaveAún no hay calificaciones
- VALORES UNIVERSALES - vEGA - SicologiaDocumento9 páginasVALORES UNIVERSALES - vEGA - SicologiaAna sofia Vega alaveAún no hay calificaciones
- QA - Informe - Punto IsiolectricoDocumento4 páginasQA - Informe - Punto IsiolectricoAna sofia Vega alaveAún no hay calificaciones
- Termodinamica - Grupo - Calor EspecificoDocumento9 páginasTermodinamica - Grupo - Calor EspecificoAna sofia Vega alaveAún no hay calificaciones
- 1.3 BIOLOGÍA - Practica - S1 - Uso Manejo Materiales LaboratorioDocumento13 páginas1.3 BIOLOGÍA - Practica - S1 - Uso Manejo Materiales LaboratorioAna sofia Vega alaveAún no hay calificaciones
- Violencia Tema de ExpoDocumento3 páginasViolencia Tema de ExpoAna sofia Vega alaveAún no hay calificaciones
- Mic - Grupo 3 - Trabajo de InvestigaciónDocumento24 páginasMic - Grupo 3 - Trabajo de InvestigaciónAna sofia Vega alaveAún no hay calificaciones
- Mecanica - Grupo - ViscocimetrosDocumento10 páginasMecanica - Grupo - ViscocimetrosAna sofia Vega alaveAún no hay calificaciones
- Mtu Vega OdsDocumento15 páginasMtu Vega OdsAna sofia Vega alaveAún no hay calificaciones
- Parte Experimental Identificacion de CarbohidratosDocumento6 páginasParte Experimental Identificacion de CarbohidratosAna sofia Vega alaveAún no hay calificaciones
- Quimica Grupal LipidosDocumento3 páginasQuimica Grupal LipidosAna sofia Vega alaveAún no hay calificaciones
- Cardiologia 11 Endocarditis Infecciosa 2021Documento12 páginasCardiologia 11 Endocarditis Infecciosa 2021Cosmy MultikAún no hay calificaciones
- Concreto AutoreparanteDocumento77 páginasConcreto AutoreparanteJhonyPerez100% (1)
- Informe Exsa Rgpm2013Documento47 páginasInforme Exsa Rgpm2013Miguel Angel Lupaca BernalesAún no hay calificaciones
- Sanidad VegetalDocumento6 páginasSanidad VegetalDEIS en SuelosAún no hay calificaciones
- Lectura 2. Carl Friedrich Gauss BDocumento6 páginasLectura 2. Carl Friedrich Gauss BIngrid Quiñones MendozaAún no hay calificaciones
- Protocolo Final EnviadoDocumento18 páginasProtocolo Final EnviadoJabJim A BetanAún no hay calificaciones
- 009 6 GOLPE ARIETE-HidroneumáticosDocumento32 páginas009 6 GOLPE ARIETE-HidroneumáticosDalton Fernando Anziani GodoyAún no hay calificaciones
- Historia Clínica NutriológicaDocumento31 páginasHistoria Clínica NutriológicaVelázquez GetzeAún no hay calificaciones
- Conductas de Riesgo de La AdolescenciaDocumento4 páginasConductas de Riesgo de La Adolescenciasergio rubio condorAún no hay calificaciones
- Yan Jing Cao - QiGong OjosDocumento7 páginasYan Jing Cao - QiGong OjosNadia HerreroAún no hay calificaciones
- TEMA 10virus-EbolaDocumento20 páginasTEMA 10virus-EbolaAidee BalderasAún no hay calificaciones
- JUEGOS INTELIGENTES Estimulacion Temprana Int. MultDocumento23 páginasJUEGOS INTELIGENTES Estimulacion Temprana Int. MultEstuardoIcúAún no hay calificaciones
- Picking y Packing WordDocumento8 páginasPicking y Packing WordCamila RodriguezAún no hay calificaciones
- Zona NorteDocumento20 páginasZona Norte1234jesicaAún no hay calificaciones
- Búsqueda Exhaustiva Material de ApoyoDocumento13 páginasBúsqueda Exhaustiva Material de ApoyoSmash EleeseAún no hay calificaciones
- Dibujo TécnicoDocumento9 páginasDibujo TécnicoAllendy El Rey del surAún no hay calificaciones
- Spsu-868 Ejercicio U011Documento5 páginasSpsu-868 Ejercicio U011brayancordova600Aún no hay calificaciones
- Los Cardioides y Los LimaconesDocumento1 páginaLos Cardioides y Los LimaconesChucheCabrera100% (1)
- Casos Factorizacion y Productos NotablesDocumento5 páginasCasos Factorizacion y Productos NotablesAnggel Ruiz FernandezAún no hay calificaciones
- Ev Quimestral2 Alren Bach G F1Documento4 páginasEv Quimestral2 Alren Bach G F1jorge luis AlexandreAún no hay calificaciones
- Clasificación de Las Anemias - MONODocumento6 páginasClasificación de Las Anemias - MONOHerbert Martin Colan Torres100% (1)
- Trabajo Final g2 (Final)Documento96 páginasTrabajo Final g2 (Final)vicenteadolfo033Aún no hay calificaciones
- Plan Accion Yaguarete PDFDocumento86 páginasPlan Accion Yaguarete PDFChárbel Matías Huerga PueblaAún no hay calificaciones
- AGRUPAMIENTODocumento1 páginaAGRUPAMIENTOSERGIO GONZALO CHORA OROSCOAún no hay calificaciones
- Cultivo de Arándanos y Melocotones de Bajo Frío para Zonas SubtropicalesDocumento8 páginasCultivo de Arándanos y Melocotones de Bajo Frío para Zonas SubtropicalesGissell Marisol Huamani ChavezAún no hay calificaciones
- AneemiaDocumento19 páginasAneemiachio_sd_90Aún no hay calificaciones
- Epinza 3Documento19 páginasEpinza 3Anthony Diaz CuevaAún no hay calificaciones