También podría gustarte
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSADe EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAAún no hay calificaciones
- Síntesis de productos químicos derivados de la biomasa empleando catálisis heterogénea: heterociclos de la biomasaDe EverandSíntesis de productos químicos derivados de la biomasa empleando catálisis heterogénea: heterociclos de la biomasaAún no hay calificaciones
- TESIS - Efecto Del CO2 en La Lixiviación de Cobre en Pilas - 2011 - Christian CanalesDocumento19 páginasTESIS - Efecto Del CO2 en La Lixiviación de Cobre en Pilas - 2011 - Christian CanalesBoris ÁvalosAún no hay calificaciones
- Fusión de concentrados de cobreDocumento47 páginasFusión de concentrados de cobrekrisnnaAún no hay calificaciones
- EquiposPirometalurgiaCobreHierroDocumento9 páginasEquiposPirometalurgiaCobreHierroNancy MoralesAún no hay calificaciones
- Diseño de Reactor para La Produccion de Acido FosforicoDocumento7 páginasDiseño de Reactor para La Produccion de Acido FosforicoJerry Zapana Jimemez100% (1)
- Cuestionario #1 Lab.Documento7 páginasCuestionario #1 Lab.James Junior Rojas SanchezAún no hay calificaciones
- Cuestionario de Ambiental 03Documento6 páginasCuestionario de Ambiental 03naty michue mangoAún no hay calificaciones
- Catálisis - Producción de H2SO4Documento16 páginasCatálisis - Producción de H2SO4Cristian González Burzichelli100% (1)
- Producción H2SO4Documento35 páginasProducción H2SO4Diana PachecoAún no hay calificaciones
- Obtención de Hidrogeno A Partir Del Ácido FormicoDocumento5 páginasObtención de Hidrogeno A Partir Del Ácido FormicoSofia AcostaAún no hay calificaciones
- Química S3 IaccDocumento6 páginasQuímica S3 IaccCristian GuerraAún no hay calificaciones
- 2013 Zachiel HuertaDocumento62 páginas2013 Zachiel HuertaDan ContrerasAún no hay calificaciones
- Producción Industrial Del H2SO4Documento40 páginasProducción Industrial Del H2SO4Miguel FloresAún no hay calificaciones
- Unidad 2 - Procesos Pirometalúrgicos de Metales No FerrososDocumento91 páginasUnidad 2 - Procesos Pirometalúrgicos de Metales No Ferrososbastian jorikAún no hay calificaciones
- CATALIZADORES DE PETRÓLEO: RECICLAJE Y REUTILIZACIÓNDocumento23 páginasCATALIZADORES DE PETRÓLEO: RECICLAJE Y REUTILIZACIÓNHanner Cantillo RuizAún no hay calificaciones
- Producción ácido fosfórico roca fosfóricaDocumento13 páginasProducción ácido fosfórico roca fosfóricaSebastian Segovia PereiraAún no hay calificaciones
- Síntesis de EstirenoDocumento5 páginasSíntesis de EstirenoTatiana Olmos MercadoAún no hay calificaciones
- Catalisis HeterogeneaDocumento16 páginasCatalisis HeterogeneaCarla 'WuppzyAún no hay calificaciones
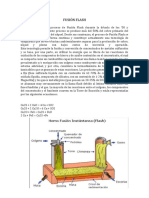
- Fusión FlashDocumento8 páginasFusión FlashAlex Ronaldy Araujo Gonzales100% (1)
- Eco-cemento tobermoritaDocumento11 páginasEco-cemento tobermoritaLuifer VargasAún no hay calificaciones
- Formación moléculas nomenclaturaDocumento8 páginasFormación moléculas nomenclaturaElwen Rene Cordero BermudezAún no hay calificaciones
- PirometalurgiaDocumento34 páginasPirometalurgiafeñamenAún no hay calificaciones
- Evaluación de Concretos Con Técnica ElectroquímicaDocumento15 páginasEvaluación de Concretos Con Técnica ElectroquímicaOctavio AmtzAún no hay calificaciones
- EnsayoDocumento7 páginasEnsayoCarlos LthAún no hay calificaciones
- Hidrometalurgia de La CalcopiritaDocumento25 páginasHidrometalurgia de La CalcopiritaChristian Mendez UtcaniAún no hay calificaciones
- Sintesis de Manganato y FerratoDocumento4 páginasSintesis de Manganato y FerratoGemar David Arrieta Perez100% (1)
- G02 - PC4 - CircuitosDocumento12 páginasG02 - PC4 - CircuitosCristian Perez AnguloAún no hay calificaciones
- Tipos de HornosDocumento15 páginasTipos de HornosyanfrankAún no hay calificaciones
- Comparative Degradation of Indigo Carmine by Electrochemical OxidationDocumento7 páginasComparative Degradation of Indigo Carmine by Electrochemical OxidationBrigite marcela Florido aristizabalAún no hay calificaciones
- Procesos Flash y BathDocumento18 páginasProcesos Flash y BathCristian Reyes IlicAún no hay calificaciones
- Impactoamb 01Documento9 páginasImpactoamb 01Jose VPAún no hay calificaciones
- Metalurgia extractiva: Procesos de Fusión y ConversiónDocumento94 páginasMetalurgia extractiva: Procesos de Fusión y ConversiónHELEN ROSALBA PEREZ ARANCIBIAAún no hay calificaciones
- TostacionDocumento31 páginasTostacionAlejandro Barrientos MuñozAún no hay calificaciones
- Tema 2 PRQ 142Documento53 páginasTema 2 PRQ 142Vanessa Arancibia MoscosoAún no hay calificaciones
- Química inorgánica - Actividad taller individualDocumento5 páginasQuímica inorgánica - Actividad taller individualMichelle Miranda PalenciaAún no hay calificaciones
- PRACTICA 7 - Reacciones de Descomposicion y DesplazamientoDocumento3 páginasPRACTICA 7 - Reacciones de Descomposicion y DesplazamientoEliezer Flores Marcial0% (1)
- Pila de Ácido FosfóricoDocumento7 páginasPila de Ácido FosfóricoCarla PaucarAún no hay calificaciones
- JUAN FRANCISCO FERNÁNDEZ SANDOVAL - Trabajo Reacciones 1º BACHDocumento12 páginasJUAN FRANCISCO FERNÁNDEZ SANDOVAL - Trabajo Reacciones 1º BACHJUAN FRANCISCO FERNÁNDEZ SANDOVALAún no hay calificaciones
- Procesos de Tostación de Cobre y Plomo - Grupo 1Documento15 páginasProcesos de Tostación de Cobre y Plomo - Grupo 1Paulo F.Q.Aún no hay calificaciones
- Simulacion Aspen Plus - Acid. Sulf. ArgentinaDocumento14 páginasSimulacion Aspen Plus - Acid. Sulf. ArgentinaCristian Gómez100% (1)
- Pirometalurgia: gas SO2 y procesos de oxidación, fusión y conversión del cobreDocumento10 páginasPirometalurgia: gas SO2 y procesos de oxidación, fusión y conversión del cobreScarlett Oliden AlbaAún no hay calificaciones
- Modelamiento y Simulacion de Un Reactor CataliticoDocumento9 páginasModelamiento y Simulacion de Un Reactor CataliticoEdú DíazAún no hay calificaciones
- Revista Latinoamericana de Metalurgia y MaterialesDocumento15 páginasRevista Latinoamericana de Metalurgia y MaterialesJorge AntonioAún no hay calificaciones
- Obtencion Del Gasolina y Diesel A Partir Del GasDocumento11 páginasObtencion Del Gasolina y Diesel A Partir Del Gasgabriel aguilar canidoAún no hay calificaciones
- 08.20 Plantas y Procesos Cdad. GuayanaDocumento22 páginas08.20 Plantas y Procesos Cdad. GuayanaMarko's Brazon'Aún no hay calificaciones
- RD 4541Documento3 páginasRD 4541Jesús Yuste RajaAún no hay calificaciones
- Optimización y mantenimiento de turbinas a gasDocumento26 páginasOptimización y mantenimiento de turbinas a gasjcesar_arcAún no hay calificaciones
- PREPARACION DE UNA SOLUCION CERCANA A 0.05M NaOH Y SU ESTANDARIZACIONDocumento5 páginasPREPARACION DE UNA SOLUCION CERCANA A 0.05M NaOH Y SU ESTANDARIZACIONMARIA JOSE TOLEDO PALACIOSAún no hay calificaciones
- Sulfato de Hierro Como Catalizador en El Proceso FentonDocumento8 páginasSulfato de Hierro Como Catalizador en El Proceso FentonYussely Solis SalasAún no hay calificaciones
- Reaccion FentonDocumento31 páginasReaccion Fentonmanu5484545Aún no hay calificaciones
- Fusión reductora de cobre: Balance másico y recuperaciónDocumento8 páginasFusión reductora de cobre: Balance másico y recuperaciónALEJANDRO ALONSO OCHOA VARGASAún no hay calificaciones
- Produccion de Plomo - 2020Documento8 páginasProduccion de Plomo - 2020MarianoSerapioAún no hay calificaciones
- Características y reacciones del craqueo térmico en refineríasDocumento9 páginasCaracterísticas y reacciones del craqueo térmico en refineríasJosé Darío GarcíaAún no hay calificaciones
- Traduccion de Libro de AcidoDocumento88 páginasTraduccion de Libro de AcidoMarcos Ariel MamaniAún no hay calificaciones
- Control 2 Tecno 2022 1 726solDocumento4 páginasControl 2 Tecno 2022 1 726solFrancis Nicole Huarcaya PalominoAún no hay calificaciones
- Manual técnico de refrigerantesDe EverandManual técnico de refrigerantesCalificación: 4 de 5 estrellas4/5 (4)
- Introducción a la química de los metales de transiciónDe EverandIntroducción a la química de los metales de transiciónAún no hay calificaciones
- Escorias básicas de Siderúrgica:: potencial de uso como material de encalado en agriculturaDe EverandEscorias básicas de Siderúrgica:: potencial de uso como material de encalado en agriculturaAún no hay calificaciones
- 105 108Documento2 páginas105 108milenkaAún no hay calificaciones
- Programación Torno CNC Segunda ParteDocumento12 páginasProgramación Torno CNC Segunda ParteJHAN SEBASTIAN ASCANIO RODRIGUEZAún no hay calificaciones
- Clase 1 PresentacionDocumento14 páginasClase 1 PresentacionJOSE MIGUEL ZUNIGA NUNEZAún no hay calificaciones
- Recapitulativo Sistemas InyecciónDocumento200 páginasRecapitulativo Sistemas Inyeccióntochas100% (16)
- Cadenas de Markov IO Tema 4 Mario CarmonaDocumento6 páginasCadenas de Markov IO Tema 4 Mario CarmonaMARIO CARMONAAún no hay calificaciones
- Reclutamiento y selección de personalDocumento9 páginasReclutamiento y selección de personalCarmen PantojaAún no hay calificaciones
- Economía Del Comportamiento: Pasado, Presente y Futuro - Richard Thaler (Breve Resumen)Documento1 páginaEconomía Del Comportamiento: Pasado, Presente y Futuro - Richard Thaler (Breve Resumen)Juan Cristopher Racuay LinganAún no hay calificaciones
- Ejercicios para FluidsimDocumento10 páginasEjercicios para FluidsimJuan GabrielAún no hay calificaciones
- LECTURA CRÍTICA - Revisión Del IntentoDocumento26 páginasLECTURA CRÍTICA - Revisión Del IntentoLaura Marcela Oñate PeraltaAún no hay calificaciones
- Diseño Curricular SenaDocumento6 páginasDiseño Curricular SenaLilian OrtizAún no hay calificaciones
- Sesión 4Documento3 páginasSesión 4CésarRolandoMamaniMamaniAún no hay calificaciones
- M3 Técnicas de Administración de Personal FLC A Actinvidad 1Documento7 páginasM3 Técnicas de Administración de Personal FLC A Actinvidad 1armando tovarAún no hay calificaciones
- S09.s1 - Ensamble - Parte 1Documento47 páginasS09.s1 - Ensamble - Parte 1Judith SánchezAún no hay calificaciones
- DD072 Tarea PracticaDocumento5 páginasDD072 Tarea PracticaCarlos Alfredo Angulo BolañosAún no hay calificaciones
- Examen Gestión de ProyectosDocumento47 páginasExamen Gestión de ProyectosFranco Navarro100% (6)
- Business IntelligenceDocumento9 páginasBusiness IntelligenceJennifer Young0% (1)
- La Violencia FamiliarDocumento3 páginasLa Violencia FamiliarCarlos Zanns CarpioAún no hay calificaciones
- Dennis RitchieDocumento7 páginasDennis RitchieD Abisai Zurita SantiagoAún no hay calificaciones
- TRÍAS, E. - La Imaginación SonoraDocumento644 páginasTRÍAS, E. - La Imaginación SonoraPablo Gordo Perez100% (2)
- PisaDocumento10 páginasPisaAnyeli Treyci Rojas PillcoAún no hay calificaciones
- Modelamiento Geologico Leapfrog 2.2Documento4 páginasModelamiento Geologico Leapfrog 2.2Melissa Elizabeth100% (1)
- Trabajo 03Documento3 páginasTrabajo 03Carmen AragonAún no hay calificaciones
- 4 Necesidades Humanas PDFDocumento19 páginas4 Necesidades Humanas PDFandreaAún no hay calificaciones
- Gestión Clínica VeterinariaDocumento182 páginasGestión Clínica VeterinariaIvanchoSaldiaRodriguezAún no hay calificaciones
- Manual Comprensión Lectora II Ciclo 2012Documento25 páginasManual Comprensión Lectora II Ciclo 2012Claudia Andrea Mera Vargas100% (1)
- Normativas BIM LatinoaméricaDocumento1 páginaNormativas BIM LatinoaméricaKevin AntonioAún no hay calificaciones
- Semana 14 - ContaminaciónDocumento23 páginasSemana 14 - ContaminaciónADRIANA CECILIA TROYA HUAMANAún no hay calificaciones
- Estándares de Comunicaciones RS232Documento6 páginasEstándares de Comunicaciones RS232fernando huaman alarconAún no hay calificaciones
- Análisis de La Información Policíaca.Documento2 páginasAnálisis de La Información Policíaca.Jorge Arturo Jaimes GarciaAún no hay calificaciones
- Esque Mate Ma 14Documento2 páginasEsque Mate Ma 14PaulaPuertaPavonAún no hay calificaciones