También podría gustarte
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSADe EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAAún no hay calificaciones
- Superaleaciones MetalicasDocumento17 páginasSuperaleaciones MetalicasNiels Cayo RodriguezAún no hay calificaciones
- Examen Parcial de Siderurgia Teoria Castañeda MalpartidaDocumento10 páginasExamen Parcial de Siderurgia Teoria Castañeda MalpartidaFrankMarkoCastañedaMalpartidaAún no hay calificaciones
- Aceria - Electrica - MONO - 2009 15 A 23Documento8 páginasAceria - Electrica - MONO - 2009 15 A 23Kike Torres De GanteAún no hay calificaciones
- Reporte EnvejecimientoDocumento17 páginasReporte EnvejecimientoDaniel PesAún no hay calificaciones
- Tarea Semana-4Documento7 páginasTarea Semana-4mario aguileraAún no hay calificaciones
- JYJYJYYJJYJYJYDocumento6 páginasJYJYJYYJJYJYJYRonald Alarcon RomaniAún no hay calificaciones
- Moldeo y ColadaDocumento18 páginasMoldeo y ColadaJulián EngelbertAún no hay calificaciones
- Juan PabloBerrios Tarea4 RMDocumento5 páginasJuan PabloBerrios Tarea4 RMJuan Pablo Berrios RojasAún no hay calificaciones
- Introduccion y Alto Horno PDFDocumento40 páginasIntroduccion y Alto Horno PDFAnonymous DkD3H7Aún no hay calificaciones
- PirometalurgiaDocumento23 páginasPirometalurgiaXavier Kevin Peña LavadoAún no hay calificaciones
- El Uso Del Cristalizador Electrotermico Desde El Punto de VistaDocumento7 páginasEl Uso Del Cristalizador Electrotermico Desde El Punto de Vistajorjais123Aún no hay calificaciones
- Los LatonesDocumento19 páginasLos LatonesMicky UltAún no hay calificaciones
- Convertidores de AceroDocumento30 páginasConvertidores de AceroDaniel Castillo AnchivilcaAún no hay calificaciones
- Tratamientos de Endurecimiento SuperficialDocumento7 páginasTratamientos de Endurecimiento SuperficialAmanda RileyAún no hay calificaciones
- Procesos Neumáticos de AceraciónDocumento10 páginasProcesos Neumáticos de AceraciónCarlosAún no hay calificaciones
- Guia 3 Refinacion y MoldeoDocumento26 páginasGuia 3 Refinacion y MoldeoPato ArancibiaAún no hay calificaciones
- Pirometalurgia de El CobreDocumento23 páginasPirometalurgia de El Cobrejorge armandoAún no hay calificaciones
- Fundicíon y RefinadoDocumento11 páginasFundicíon y RefinadoHanssell Cotrina AnguloAún no hay calificaciones
- Actividad Semana 1 - RubianoDocumento4 páginasActividad Semana 1 - RubianoCarlos RubianoAún no hay calificaciones
- CEMENTADODocumento8 páginasCEMENTADOOsmir De Jesus GuerraAún no hay calificaciones
- Alto HornoDocumento6 páginasAlto HornoRashOteroMAún no hay calificaciones
- Informe 3 Moldeo y ColadaDocumento14 páginasInforme 3 Moldeo y Coladadavid100% (1)
- Eq1 Pfa Ac2Documento10 páginasEq1 Pfa Ac2itzelAún no hay calificaciones
- Trabajo - Tratamientos TermoquímicosDocumento42 páginasTrabajo - Tratamientos TermoquímicosDanielAún no hay calificaciones
- Manuel David Murillo Tamayo INFORME 6Documento9 páginasManuel David Murillo Tamayo INFORME 6David MurilloAún no hay calificaciones
- Aleaciones de NíquelDocumento117 páginasAleaciones de NíquelRaúlAún no hay calificaciones
- Formulación y fusión de mezclas ternarias para formar vidriosDocumento8 páginasFormulación y fusión de mezclas ternarias para formar vidriosRichard Gonzalo YtoAún no hay calificaciones
- CarburizaciónDocumento5 páginasCarburizaciónOsvaldo Naranjo100% (1)
- Segregación de CobreDocumento8 páginasSegregación de CobreDoris Arotaipe MaynaAún no hay calificaciones
- Procesos de Obtencion Del Hierro AceroDocumento103 páginasProcesos de Obtencion Del Hierro AceroivanAún no hay calificaciones
- Cuestionario CementacionDocumento4 páginasCuestionario CementacionPatricio SabettaAún no hay calificaciones
- Separata N 13 Fabricación de Arrabio Tipos CargaDocumento10 páginasSeparata N 13 Fabricación de Arrabio Tipos CargaNicol Ordoñez RosalesAún no hay calificaciones
- Informe de Moldeo y ColadaDocumento26 páginasInforme de Moldeo y ColadaDaniel Angulo LucanaAún no hay calificaciones
- Unidad 2 - Cobre 4º Parte ConversiónDocumento26 páginasUnidad 2 - Cobre 4º Parte ConversiónMariel ClavijoAún no hay calificaciones
- Examen Parcial-Siderurgia-Ibazeta Villarreal Kioshi JoelDocumento11 páginasExamen Parcial-Siderurgia-Ibazeta Villarreal Kioshi JoelJoel Ibazeta VillarrealAún no hay calificaciones
- Informe 4 - Procesos de ManufacturaDocumento19 páginasInforme 4 - Procesos de ManufacturaKei KuronoAún no hay calificaciones
- Proc. Fabricacion - Inv. Doc. U1Documento19 páginasProc. Fabricacion - Inv. Doc. U1abrahamgomezdelacruzAún no hay calificaciones
- Recuperación de oro y plata mediante adsorción en carbón activadoDocumento9 páginasRecuperación de oro y plata mediante adsorción en carbón activadoDaniel AaronAún no hay calificaciones
- Superaleaciones base NiDocumento89 páginasSuperaleaciones base NiMariela DuranAún no hay calificaciones
- Álabes de Turbinas - Germain RamirezDocumento19 páginasÁlabes de Turbinas - Germain RamirezGermainRamirez100% (1)
- Lab 6 Obtencion de ZincDocumento14 páginasLab 6 Obtencion de ZincEleana Marisol Surco QuispeAún no hay calificaciones
- Obtención de Antimonio Por Reducción de Trióxido de Antimonio GaseosoDocumento6 páginasObtención de Antimonio Por Reducción de Trióxido de Antimonio GaseosoacacianisticoAún no hay calificaciones
- FUNDICIONDocumento18 páginasFUNDICIONGabriel Alfonso Ponce JulcaAún no hay calificaciones
- Planilla Tarea Semana 4 Resistencia de MaterialesDocumento8 páginasPlanilla Tarea Semana 4 Resistencia de MaterialesCESAR EDUARDO CALDERON RIOS100% (4)
- Apunte de Convertidores UNGSDocumento13 páginasApunte de Convertidores UNGSElián OviedoAún no hay calificaciones
- Principales Metodos Fundicion MetalesDocumento56 páginasPrincipales Metodos Fundicion Metalesjuan carlos daza palominoAún no hay calificaciones
- Afino Del Acero en Hornos LDDocumento3 páginasAfino Del Acero en Hornos LDDani ElAún no hay calificaciones
- Preparación de alumbre común a partir de aluminioDocumento10 páginasPreparación de alumbre común a partir de aluminioMiguel Angel Roldan MartinAún no hay calificaciones
- Proyecto Pavimentacion Via Sutatenza-Tenza-GuatequeDocumento11 páginasProyecto Pavimentacion Via Sutatenza-Tenza-GuatequeDaniel OchoaAún no hay calificaciones
- Procesos pirometalúrgicos de tostación y fusión para la extracción de cobreDocumento40 páginasProcesos pirometalúrgicos de tostación y fusión para la extracción de cobreLisa Robinson100% (3)
- Exámen Parcial SIDERURGIADocumento12 páginasExámen Parcial SIDERURGIAMICHAEL CUETO MERCADOAún no hay calificaciones
- Apuntes MET 4311 IIDocumento106 páginasApuntes MET 4311 IIkhadir acuna cayojaAún no hay calificaciones
- Tratamientos Termoquimicos de Nitrurado y CarbonitruraciónDocumento9 páginasTratamientos Termoquimicos de Nitrurado y CarbonitruraciónAlejandro de GreiffAún no hay calificaciones
- KIVCETDocumento23 páginasKIVCETJoel Pizarro100% (4)
- Laboratorio 11Documento20 páginasLaboratorio 11Mauricio Chuls LandcasterAún no hay calificaciones
- 1.2 Proceso de FabricacionDocumento14 páginas1.2 Proceso de FabricacionHefer Nehemias MartinezAún no hay calificaciones
- El Titanio Es El Noveno Elemento Más Abundante Es La Corteza TerrestreDocumento3 páginasEl Titanio Es El Noveno Elemento Más Abundante Es La Corteza TerrestreÁlvaroAún no hay calificaciones
- Manufactura 1 Presentacion Extra PDFDocumento39 páginasManufactura 1 Presentacion Extra PDFJ'uan M'anuel V'mAún no hay calificaciones
- Informe de Moldeo y Colada FinalDocumento22 páginasInforme de Moldeo y Colada FinalElizabethAún no hay calificaciones
- Combustión de turbinasDocumento35 páginasCombustión de turbinasjcesar_arcAún no hay calificaciones
- MetalografiaDocumento23 páginasMetalografiaJean Carlos ParedesAún no hay calificaciones
- Analisisacero PDFDocumento78 páginasAnalisisacero PDFchem9203Aún no hay calificaciones
- Turbinas a gas: Sistema de admisión de aireDocumento46 páginasTurbinas a gas: Sistema de admisión de airejcesar_arcAún no hay calificaciones
- Capitulo 3 CompresorDocumento37 páginasCapitulo 3 Compresorjcesar_arcAún no hay calificaciones
- Soportes para TuberiaDocumento124 páginasSoportes para TuberiaMarp Diseño e IngenieríaAún no hay calificaciones
- INDURA Indurpipe 80Documento2 páginasINDURA Indurpipe 80Juan urruegoAún no hay calificaciones
- Criterio de Aceptacion B31.3Documento1 páginaCriterio de Aceptacion B31.3jcesar_arcAún no hay calificaciones
- Procedimiento para Medición de Resistencia de Puesta A TierraDocumento3 páginasProcedimiento para Medición de Resistencia de Puesta A Tierrajcesar_arcAún no hay calificaciones
- Flujo en Tuberias 3 Golpe de ArieteDocumento12 páginasFlujo en Tuberias 3 Golpe de ArieteEduardo Portella CordigliaAún no hay calificaciones
- Tuberias Golpe de ArieteDocumento12 páginasTuberias Golpe de Arietejcesar_arcAún no hay calificaciones
- Soportes para TuberiaDocumento124 páginasSoportes para TuberiaMarp Diseño e IngenieríaAún no hay calificaciones
- Flujo en Tuberias 3 Golpe de ArieteDocumento12 páginasFlujo en Tuberias 3 Golpe de ArieteEduardo Portella CordigliaAún no hay calificaciones
- Soportes para TuberiaDocumento124 páginasSoportes para TuberiaMarp Diseño e IngenieríaAún no hay calificaciones
- Soportes para TuberiaDocumento124 páginasSoportes para TuberiaMarp Diseño e IngenieríaAún no hay calificaciones
- O222166z SpaDocumento84 páginasO222166z Spajcesar_arcAún no hay calificaciones
- Rojo CresolDocumento4 páginasRojo CresolElbita MiraAún no hay calificaciones
- Especificaciones Tecnicas Adicionales ArquitecturaDocumento13 páginasEspecificaciones Tecnicas Adicionales ArquitecturaCORPORACION ISAMER E.I.R.LAún no hay calificaciones
- Informe de Laboratorio 1 COLORACION GRAM TERMINADODocumento20 páginasInforme de Laboratorio 1 COLORACION GRAM TERMINADOJony SotoAún no hay calificaciones
- Materiales Usados para La Construcion de MoldesDocumento9 páginasMateriales Usados para La Construcion de MoldesGilmar Cleyson Añamuro CéspedesAún no hay calificaciones
- Allauca Ortega Lizbeth AnatoliaDocumento120 páginasAllauca Ortega Lizbeth AnatoliabelenAún no hay calificaciones
- Presentación ACDocumento13 páginasPresentación ACmilagros RodriguezAún no hay calificaciones
- 2000 2005SSDocumento1 página2000 2005SSTrujillo TrujilloAún no hay calificaciones
- Evaluación cualitativa de riesgos químicos en proceso de electrolisisDocumento2 páginasEvaluación cualitativa de riesgos químicos en proceso de electrolisisNataly OCANTO SOLANOAún no hay calificaciones
- MicaDocumento12 páginasMicaEmmanuel P. OvandoAún no hay calificaciones
- Principios Básicos de Química Inorgánica y OrgánicaDocumento5 páginasPrincipios Básicos de Química Inorgánica y OrgánicaEduardo Sanchez Alvarado100% (1)
- Hidrogenacion Del BencenoDocumento7 páginasHidrogenacion Del BencenoPablo Albert Quispe CapquiqueAún no hay calificaciones
- Resumen GeneralDocumento7 páginasResumen Generalnot toothlessAún no hay calificaciones
- Grupo 6 - Biodiscos - Aguas ResidualesDocumento19 páginasGrupo 6 - Biodiscos - Aguas ResidualesNicoll Diaz Fuentes100% (1)
- Procesos de FabricacionDocumento11 páginasProcesos de FabricacionAmayrani CarmonaAún no hay calificaciones
- Propiedades de Los PolimerosDocumento12 páginasPropiedades de Los PolimerosivonneAún no hay calificaciones
- Colorantes Naturales 12 EliDocumento24 páginasColorantes Naturales 12 EliElizabeth Myhua RimacheAún no hay calificaciones
- Taller (1-2-3-4-5-6) QuímicaDocumento17 páginasTaller (1-2-3-4-5-6) Químicajhonatan canoAún no hay calificaciones
- Fab 300Documento2 páginasFab 300Carlos AguiarAún no hay calificaciones
- Infografia FosfogliceridosDocumento2 páginasInfografia FosfogliceridosBrenda AdameAún no hay calificaciones
- Tema 3Documento38 páginasTema 3María B.Aún no hay calificaciones
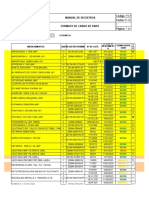
- Formato de registro de medicamentos y soluciones del carro de paroDocumento4 páginasFormato de registro de medicamentos y soluciones del carro de paroAUXILIAR SOFTWAREAún no hay calificaciones
- Practica 7. - Guia para La Identificacion de Rocas Igneas WHDocumento56 páginasPractica 7. - Guia para La Identificacion de Rocas Igneas WHYEYSON ELI SEGOVIA ZABALETAAún no hay calificaciones
- HDS8021 BasesDocumento7 páginasHDS8021 BasesBiomédica CMOAún no hay calificaciones
- Biologia Del Cloruro Bolivia Enero 2021Documento53 páginasBiologia Del Cloruro Bolivia Enero 2021Trabajos Manuales SucreAún no hay calificaciones
- Formación ácido nítrico NO2-O3-H2ODocumento2 páginasFormación ácido nítrico NO2-O3-H2OpaolaAún no hay calificaciones
- Actividad 1 Resumen Fundamentos de La Operación Unitaria AbsorciónDocumento6 páginasActividad 1 Resumen Fundamentos de La Operación Unitaria AbsorciónIrene Perez MartinAún no hay calificaciones
- Paso 6 Pel Quim NitritosDocumento1 páginaPaso 6 Pel Quim NitritosMiguel Merino QuispeAún no hay calificaciones
- Procedimiento Perforacion Tajos Con Maquina Jack LegDocumento4 páginasProcedimiento Perforacion Tajos Con Maquina Jack LegJose Santiago Loza SalvatierraAún no hay calificaciones
- Semana 5 SolucionesDocumento22 páginasSemana 5 SolucionesJosh OyolaAún no hay calificaciones
- Guía 4. Gases Reales, FluidosDocumento3 páginasGuía 4. Gases Reales, FluidosMarie Castillo CofréAún no hay calificaciones