También podría gustarte
- Estándares de calidad para hoteles: Optimización de procesos en hotelesDe EverandEstándares de calidad para hoteles: Optimización de procesos en hotelesCalificación: 1 de 5 estrellas1/5 (1)
- Apuntes Muestreo 2016Documento14 páginasApuntes Muestreo 2016Jose Ramos0% (1)
- Evidencia 2. Analisis de VariablesDocumento8 páginasEvidencia 2. Analisis de VariablesAlejandro Gómez EsparzaAún no hay calificaciones
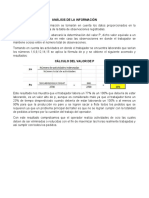
- Análisis de La InformaciónDocumento3 páginasAnálisis de La InformaciónÉdgar Maldonado HernándezAún no hay calificaciones
- Análisis de La InformaciónDocumento3 páginasAnálisis de La InformaciónÉdgar Maldonado HernándezAún no hay calificaciones
- A2 2gomezdelacruzmarcosabrahamDocumento16 páginasA2 2gomezdelacruzmarcosabrahamabrahamgomezdelacruzAún no hay calificaciones
- Muestreo de TrabajoDocumento10 páginasMuestreo de TrabajoElisa MarielAún no hay calificaciones
- Aplicacion Del Muestreo de TrabajoDocumento12 páginasAplicacion Del Muestreo de TrabajoEdward LopezAún no hay calificaciones
- Muestreo Del Trabajo MEJORADODocumento23 páginasMuestreo Del Trabajo MEJORADOOlson Archila Gomez100% (4)
- Cálculo Del Tiempo Estándar de La Producción de Helados CremaDocumento12 páginasCálculo Del Tiempo Estándar de La Producción de Helados CremaJose LópezAún no hay calificaciones
- Estudio de TiemposDocumento9 páginasEstudio de TiemposCarlos C. CalleAún no hay calificaciones
- Estudio de Tiempos Nuevo-2021Documento31 páginasEstudio de Tiempos Nuevo-2021david saenz huizaAún no hay calificaciones
- Medicion Del TrabajoDocumento19 páginasMedicion Del TrabajoSergioAndrésBadilloAún no hay calificaciones
- Sesionn 9Documento32 páginasSesionn 9ADOLFO GALVEZ QUISPEAún no hay calificaciones
- Muestreo Del TrabajoDocumento23 páginasMuestreo Del TrabajoHerbert lopezAún no hay calificaciones
- Muestreo de Trabajo, Practica 9Documento12 páginasMuestreo de Trabajo, Practica 9Oscar BarreraAún no hay calificaciones
- Tema 14 - Muestreo de TrabajoDocumento21 páginasTema 14 - Muestreo de TrabajoNokinumAún no hay calificaciones
- Muestreo de Trabajo - GrupalDocumento8 páginasMuestreo de Trabajo - GrupalAndy C CoronelAún no hay calificaciones
- Unidad 6ab Muestreo Del TrabajoDocumento41 páginasUnidad 6ab Muestreo Del TrabajoHelmut BergenthalAún no hay calificaciones
- Preguntas y Respuestas-1Documento11 páginasPreguntas y Respuestas-1MelAún no hay calificaciones
- Chicaiza, Erazo, Quille Trabajo Grupal R&RDocumento46 páginasChicaiza, Erazo, Quille Trabajo Grupal R&RKevinErazoAún no hay calificaciones
- Tema 6 Estudio de TiemposDocumento60 páginasTema 6 Estudio de TiemposNohemiChavezGaveAún no hay calificaciones
- Competencia Especifica #4 - Inferencia Estadística - Estimación de Parámetros - Ejercicios ResueltosDocumento13 páginasCompetencia Especifica #4 - Inferencia Estadística - Estimación de Parámetros - Ejercicios ResueltosEmilmar CuarezAún no hay calificaciones
- Tarea 7. Muestreo Del Trabajo.Documento2 páginasTarea 7. Muestreo Del Trabajo.Paul Alexander100% (1)
- Muestreo Del Trabajo IIDocumento51 páginasMuestreo Del Trabajo IIDulce Lucía Lara GarcíaAún no hay calificaciones
- Curso de Ingeniería de Métodos IDocumento28 páginasCurso de Ingeniería de Métodos IJorgee BarzolaAún no hay calificaciones
- Muestreo de Trabajo IIIDocumento45 páginasMuestreo de Trabajo IIIDulce Lucía Lara GarcíaAún no hay calificaciones
- Analisis EstadisticoDocumento24 páginasAnalisis Estadisticodianamarcelamolina9Aún no hay calificaciones
- PuntosmuestroDocumento5 páginasPuntosmuestroJosé Rodrigo Dubón LaínezAún no hay calificaciones
- Problemas de La Práctica N° 3 de Estadística IndustrialDocumento61 páginasProblemas de La Práctica N° 3 de Estadística IndustrialMiguel Aldaba DávilaAún no hay calificaciones
- Determinación Del Tiempo EstándarDocumento34 páginasDeterminación Del Tiempo EstándarguadalupeAún no hay calificaciones
- Ejemplos de Muestreo Del Trabajo, Ing de Metodos II, Ejercicio.Documento3 páginasEjemplos de Muestreo Del Trabajo, Ing de Metodos II, Ejercicio.david escobarAún no hay calificaciones
- Medici On Trabajo 2Documento118 páginasMedici On Trabajo 2Juan Sebastian Ospina RamirezAún no hay calificaciones
- EET S08.s1 - Muestreo Del TrabajoDocumento26 páginasEET S08.s1 - Muestreo Del TrabajoMaribel TelloAún no hay calificaciones
- Ficha9 PRTLDocumento14 páginasFicha9 PRTLWilliam Paul Moreno PasacheAún no hay calificaciones
- Herramientas para Control de CalidadDocumento30 páginasHerramientas para Control de CalidadQUIMICO CLINICO WILLIANS SANCHEZ100% (14)
- Competencia Especifica #2 Inferencia Estadística Estimación deDocumento13 páginasCompetencia Especifica #2 Inferencia Estadística Estimación dereinnerAún no hay calificaciones
- Ejercicio Muestreo Del TrabajoDocumento4 páginasEjercicio Muestreo Del TrabajoCarlos Lopez EstradaAún no hay calificaciones
- Analisis de La CapacidadDocumento37 páginasAnalisis de La CapacidadMiiguel AnggellAún no hay calificaciones
- Tarea 5taller1Documento6 páginasTarea 5taller1ZearthAún no hay calificaciones
- Minchiooooo Tu Parte WeDocumento4 páginasMinchiooooo Tu Parte WeAlexander JaraAún no hay calificaciones
- Metodologia Del Estudio de Tiempos 2021-IiDocumento17 páginasMetodologia Del Estudio de Tiempos 2021-IiIVAN CESAR HUAMAN RAMOSAún no hay calificaciones
- Clase MuestreoDocumento29 páginasClase MuestreoNAYELY CAHORI PEREZ BARZOLAAún no hay calificaciones
- Grupo1 - Tarea S4Documento10 páginasGrupo1 - Tarea S4Paola GarciaAún no hay calificaciones
- REG-SGC-09 Encuesta Satisfacción Al ClienteDocumento7 páginasREG-SGC-09 Encuesta Satisfacción Al ClienteJose Peña CarvajalAún no hay calificaciones
- Prac - BacaDocumento5 páginasPrac - BacaMaria Isabel Valdivia SanchezAún no hay calificaciones
- Estadistica Ejercicios 4Documento76 páginasEstadistica Ejercicios 4Sharol Nayu Parhuayo IbarraAún no hay calificaciones
- Apuntes de Muestreo Del TrabajoDocumento11 páginasApuntes de Muestreo Del TrabajoErick David LopezAún no hay calificaciones
- 01 Cuestionario Guía No. 5 Habilidades MatematicasDocumento7 páginas01 Cuestionario Guía No. 5 Habilidades MatematicasadmancAún no hay calificaciones
- $R55TPAMDocumento24 páginas$R55TPAMAlexia FelixAún no hay calificaciones
- Verde y Blanco Útiles Escolares Primaria Sobre Mí Presentación de Educación PrimariaDocumento43 páginasVerde y Blanco Útiles Escolares Primaria Sobre Mí Presentación de Educación Primariasharon karola ascencio manjarrezAún no hay calificaciones
- Caso - PERUCENTERSAC - FINANZAS (N° 2)Documento11 páginasCaso - PERUCENTERSAC - FINANZAS (N° 2)Marco Quispe PerezAún no hay calificaciones
- Esquema para SSPSDocumento20 páginasEsquema para SSPSBrayan AmeriAún no hay calificaciones
- Avance de ObjetivosDocumento7 páginasAvance de ObjetivosPaola BardalesAún no hay calificaciones
- Informe 3, Medicion LuzDocumento10 páginasInforme 3, Medicion Luzpaolasenati2021Aún no hay calificaciones
- Resumen Capitulo 19Documento7 páginasResumen Capitulo 19Migueel NuñeezAún no hay calificaciones
- Muestreo de Trabajo Por ObservacionesDocumento27 páginasMuestreo de Trabajo Por ObservacionesadvinculafcAún no hay calificaciones
- Problemas Muestreo 2023.1Documento4 páginasProblemas Muestreo 2023.1Kata RoaAún no hay calificaciones
- Teoría de Errores y Líneas de RegresiónDocumento21 páginasTeoría de Errores y Líneas de Regresiónjosegamer50Aún no hay calificaciones
- UF1129 - Costes de los procesos de mecanizadoDe EverandUF1129 - Costes de los procesos de mecanizadoAún no hay calificaciones
- Aplicaciones de GPS. DoraDocumento5 páginasAplicaciones de GPS. DoraEdilberto LopezAún no hay calificaciones
- Derecho de Petición Entrega de Arma Deportiva)Documento2 páginasDerecho de Petición Entrega de Arma Deportiva)Kathia Fernanda Valest MartínezAún no hay calificaciones
- Seminario Transferencia de Calor Por Conducción y ConvecciónDocumento4 páginasSeminario Transferencia de Calor Por Conducción y ConvecciónbbleanAún no hay calificaciones
- TC 2 Adriana Hernandez PachecoDocumento7 páginasTC 2 Adriana Hernandez Pachecoadrherpa_461055917Aún no hay calificaciones
- Experiencia 2 Actividad 1Documento3 páginasExperiencia 2 Actividad 1FERNANDO Josemaria padilla garciaAún no hay calificaciones
- Estilos ArquitectonicosDocumento12 páginasEstilos ArquitectonicosGiannina RamosAún no hay calificaciones
- 3depresión y de La AnsiedadDocumento19 páginas3depresión y de La AnsiedadDaniela CasadevallAún no hay calificaciones
- Guia de Repaso AdicionDocumento6 páginasGuia de Repaso AdicionDenisse Alejandra Morán MuñozAún no hay calificaciones
- 6°? S9 Plan Juan PabloDocumento16 páginas6°? S9 Plan Juan Pablocortes bogarinAún no hay calificaciones
- Competencias Comunicativas La MemoriaDocumento4 páginasCompetencias Comunicativas La MemoriaLuis y Maria VelasquezAún no hay calificaciones
- Control 5Documento3 páginasControl 5Sonora CristalAún no hay calificaciones
- MX Calidad EST - GyM-1874 Marcobre-revD SEM 77Documento2951 páginasMX Calidad EST - GyM-1874 Marcobre-revD SEM 77paulo cesar zapata fuchsAún no hay calificaciones
- Manual de Pruebas OSE CalificadosDocumento10 páginasManual de Pruebas OSE CalificadoscarlosAún no hay calificaciones
- Sesion de Aprendizaje de Tutoria - Mochila de EmergenciaDocumento4 páginasSesion de Aprendizaje de Tutoria - Mochila de EmergenciaNayely Rojas0% (1)
- Tema 4 Álgebra Lineal Espacios Vectoriales PDFDocumento47 páginasTema 4 Álgebra Lineal Espacios Vectoriales PDFJuan David Escobar HidalgoAún no hay calificaciones
- Contaminacion en El Estado BolivarDocumento18 páginasContaminacion en El Estado Bolivarksolorzano20120% (1)
- Presupuesto PublicitarioDocumento19 páginasPresupuesto PublicitarioGabiitha Davila SanchezAún no hay calificaciones
- Produccion de UreaDocumento21 páginasProduccion de UreaNeyraOlguinAún no hay calificaciones
- Arrendamiento o Locación de Viviend para TripticoDocumento1 páginaArrendamiento o Locación de Viviend para TripticoNazia EstelaAún no hay calificaciones
- Comunicaciones-Satelitales - 2 PDFDocumento51 páginasComunicaciones-Satelitales - 2 PDFCarlos RodriguezAún no hay calificaciones
- Tabla de Evaluacion de Las Practicas..Documento2 páginasTabla de Evaluacion de Las Practicas..LupeLupitaPecheVillafaneAún no hay calificaciones
- Pronombres - Leonardo Gomez TorregoDocumento116 páginasPronombres - Leonardo Gomez TorregoPin Andal100% (1)
- Historia Del Peru 01 PDFDocumento22 páginasHistoria Del Peru 01 PDFFiorela Cáceres CahuanaAún no hay calificaciones
- Cod - 418 2022 CGDocumento6 páginasCod - 418 2022 CGgustavo aquijeAún no hay calificaciones
- Organizac GralDocumento79 páginasOrganizac GralAki LeoAún no hay calificaciones
- Semana14 EquilibriosSolubilidadDocumento50 páginasSemana14 EquilibriosSolubilidadsantiago alonso perilla lozanoAún no hay calificaciones
- Rúbrica 2.1 Elaborar Un Currículum VitaeDocumento2 páginasRúbrica 2.1 Elaborar Un Currículum VitaeAriel MartinezAún no hay calificaciones
- Convocatoria 2024 EXANI II VFDocumento8 páginasConvocatoria 2024 EXANI II VFAnnie AguilarAún no hay calificaciones
- Marcha AnaliticaDocumento14 páginasMarcha AnaliticaMario Vargas AguilarAún no hay calificaciones