También podría gustarte
- 21 Dias de Sanidad para El AlmaDocumento34 páginas21 Dias de Sanidad para El AlmamarianellaAún no hay calificaciones
- Examen Tema 2Documento6 páginasExamen Tema 2Ruben Joya SIerraAún no hay calificaciones
- TEMA 1 - SISTEMAS DE REPRESENTACIÓN GRÁFICA - Elementos Amovibles y Fijos No Estructurales (SUA 1)Documento18 páginasTEMA 1 - SISTEMAS DE REPRESENTACIÓN GRÁFICA - Elementos Amovibles y Fijos No Estructurales (SUA 1)Vicente Laureano Esono100% (1)
- Resumen y Jercicios Tema 10 Victor PerezDocumento5 páginasResumen y Jercicios Tema 10 Victor PerezVictor Perez100% (1)
- Diámetro Del Electrodo y Espesor Del MaterialDocumento19 páginasDiámetro Del Electrodo y Espesor Del MaterialHugo Alfredo Ordóñez Chocano100% (1)
- UF1250 - Conformación De Elementos MetálicosDe EverandUF1250 - Conformación De Elementos MetálicosAún no hay calificaciones
- Tarea t4 CarroceriaDocumento5 páginasTarea t4 CarroceriaFrancisco Javier Zamorano García100% (1)
- Tema 7 AnaDocumento4 páginasTema 7 AnaamerAún no hay calificaciones
- Tema 6. AmoviblesDocumento6 páginasTema 6. AmoviblesDobleizquierdo “Dobleizquierdo”Aún no hay calificaciones
- Desabollado Con Máquina Multifunción J.H.B.Documento12 páginasDesabollado Con Máquina Multifunción J.H.B.javierhbareaAún no hay calificaciones
- Reparaciã N de Elementos Metã¡licos Sin AcesoDocumento7 páginasReparaciã N de Elementos Metã¡licos Sin AcesoDavid alonso moranAún no hay calificaciones
- Alejandro Díaz Garrido - Actividades Final Del Tema.-2Documento4 páginasAlejandro Díaz Garrido - Actividades Final Del Tema.-2Alejandro Diaz GarridoAún no hay calificaciones
- Ejercicios Amovibles Tema 4 Victor PerezDocumento3 páginasEjercicios Amovibles Tema 4 Victor PerezVictor PerezAún no hay calificaciones
- Elementos Amovibles OpcionalDocumento197 páginasElementos Amovibles Opcionalmagilpe50% (2)
- Resumen y Actividades Tema 9 REPARACIONES DE ELEMENTOS PLÁSTICOS Y SINTÉTICOSDocumento3 páginasResumen y Actividades Tema 9 REPARACIONES DE ELEMENTOS PLÁSTICOS Y SINTÉTICOSJoan SantosAún no hay calificaciones
- Tema 2 Operaciones Basicas de Mecanizado A ManoDocumento10 páginasTema 2 Operaciones Basicas de Mecanizado A ManoJavier Garcia nietoAún no hay calificaciones
- Tema 6. Tratamientos Anticorrosivos Empleados en La Reparación de La CarroceríaDocumento41 páginasTema 6. Tratamientos Anticorrosivos Empleados en La Reparación de La CarroceríaJose Javier RuizAún no hay calificaciones
- TEMA 6 Amovibles Automocion RespuestasDocumento5 páginasTEMA 6 Amovibles Automocion RespuestasAlberto FernandezAún no hay calificaciones
- Ejercicios Tema 3 AmoviblesDocumento7 páginasEjercicios Tema 3 Amovibles4xcg92jrqf100% (1)
- TermoplásticosDocumento13 páginasTermoplásticosmcfly2688Aún no hay calificaciones
- Resumen Tema 5 AmoviblesDocumento4 páginasResumen Tema 5 AmoviblesCarlos Sergio100% (1)
- Amovibles Tem 3Documento5 páginasAmovibles Tem 3Peter FernandezAún no hay calificaciones
- EXAMEN DE AMOVIBLES 1er TRIMESTREDocumento10 páginasEXAMEN DE AMOVIBLES 1er TRIMESTRESergio Zumaquero100% (1)
- Ejercicios T9 ResueltosDocumento3 páginasEjercicios T9 ResueltosEnrique Garcíaa100% (1)
- Actividades Tema 10 ResueltasDocumento2 páginasActividades Tema 10 ResueltasEnrique Garcíaa50% (2)
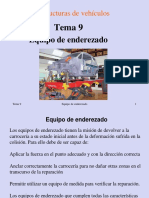
- Tema 9 Equipo de EnderezadoDocumento33 páginasTema 9 Equipo de EnderezadoSergio Lafarga HerasAún no hay calificaciones
- Resumen y Ejercicios Tema 11 Victor PerezDocumento13 páginasResumen y Ejercicios Tema 11 Victor PerezVictor PerezAún no hay calificaciones
- Tema 1Documento2 páginasTema 1Fran Buendía SánchezAún no hay calificaciones
- Tema 1 Amovibles Sin TerminarDocumento3 páginasTema 1 Amovibles Sin Terminarchupgarciaemperatriz100% (1)
- Tarea 1 EADocumento6 páginasTarea 1 EAJota E CeballosAún no hay calificaciones
- Tema 5 Preguntas ExamenDocumento4 páginasTema 5 Preguntas ExamenJose ArielAún no hay calificaciones
- Trabajo Dioni t6Documento12 páginasTrabajo Dioni t6Francisco Javier Zamorano GarcíaAún no hay calificaciones
- Tema 4 Preguntas ExamenDocumento5 páginasTema 4 Preguntas ExamenJose ArielAún no hay calificaciones
- Actividades TEMA 6-AmoviblesDocumento4 páginasActividades TEMA 6-AmoviblesRuben Guinea100% (1)
- Tema 4 EV Actividades FinalesDocumento4 páginasTema 4 EV Actividades FinalesR4CEAún no hay calificaciones
- Electromagnetismo Tema 9Documento9 páginasElectromagnetismo Tema 9fvAún no hay calificaciones
- Tarea Tema 13 STRFDocumento5 páginasTarea Tema 13 STRFFrancisco Javier Zamorano GarcíaAún no hay calificaciones
- Actividades Tema 11 AmoviblesDocumento5 páginasActividades Tema 11 Amoviblesidambelleh6611Aún no hay calificaciones
- Sustitucion ParcialDocumento5 páginasSustitucion Parcialjose marcos tejero rubioAún no hay calificaciones
- Tema 8 AnaDocumento4 páginasTema 8 AnaamerAún no hay calificaciones
- Tema 6 Amovibles Automocion Respuestas - CompressDocumento5 páginasTema 6 Amovibles Automocion Respuestas - CompressValentin MoralesAún no hay calificaciones
- Ud6 Enmascarado AutomociónDocumento23 páginasUd6 Enmascarado AutomociónjavierhbareaAún no hay calificaciones
- Memória Desmontaje Caja de Cambios FordDocumento7 páginasMemória Desmontaje Caja de Cambios FordCristian PliegoAún no hay calificaciones
- Carrocería. Práctica 10A. Reparación de Plasticos TermoplásticosDocumento9 páginasCarrocería. Práctica 10A. Reparación de Plasticos TermoplásticosDaniel OrtegaAún no hay calificaciones
- Actividades Finales Temaa 4Documento3 páginasActividades Finales Temaa 4aaaaaaaaAún no hay calificaciones
- Tarea Tema 15 FrenosDocumento8 páginasTarea Tema 15 FrenosFrancisco Javier Zamorano GarcíaAún no hay calificaciones
- Tema B - Sistemas de Unión en Las Carrocerías PDFDocumento33 páginasTema B - Sistemas de Unión en Las Carrocerías PDFCristina CLAún no hay calificaciones
- Inventario MygaleDocumento14 páginasInventario MygalepaulinoposadaAún no hay calificaciones
- UD 3 - Bancada - PDFDocumento63 páginasUD 3 - Bancada - PDFJavier Huertas Barea100% (1)
- Cuestionario 1 Grado Superior AutomocionDocumento4 páginasCuestionario 1 Grado Superior AutomocionAndriy PatrylyakAún no hay calificaciones
- TEMA 8 Cuestionario STFDocumento11 páginasTEMA 8 Cuestionario STFAyronLBAún no hay calificaciones
- Respuestas Temas 4Documento6 páginasRespuestas Temas 4krazer10% (1)
- Conformado AluminioDocumento5 páginasConformado Aluminiomanolin969Aún no hay calificaciones
- EMBRAGUEDocumento7 páginasEMBRAGUELeonardo Alca QuispeAún no hay calificaciones
- Sistema de LijadoDocumento5 páginasSistema de LijadofedejborquezAún no hay calificaciones
- Actividades Tema 2 FluidosDocumento8 páginasActividades Tema 2 FluidosPeter FernandezAún no hay calificaciones
- Tema 2Documento6 páginasTema 2Cristo Gil MontesdeocaAún no hay calificaciones
- Cuestionario ChapaDocumento3 páginasCuestionario ChapamultiserversAún no hay calificaciones
- Soldadura Por PlasmaDocumento27 páginasSoldadura Por PlasmaIvan CalvilloAún no hay calificaciones
- Tarea Tema 1 DioniDocumento4 páginasTarea Tema 1 DioniFrancisco Javier Zamorano GarcíaAún no hay calificaciones
- Proceso SMAWDocumento5 páginasProceso SMAWElvis Felix Gonzales SamayaniAún no hay calificaciones
- Origen de La Logistica PDFDocumento2 páginasOrigen de La Logistica PDFluis carlos torresAún no hay calificaciones
- Planificacion Educ. FisicaDocumento7 páginasPlanificacion Educ. FisicaCamila Fernanda Segovia SotoAún no hay calificaciones
- Fabricacion y Modelado Del Jabon PDFDocumento5 páginasFabricacion y Modelado Del Jabon PDFaurysalexAún no hay calificaciones
- El Alcoholismo Etica y MoralDocumento35 páginasEl Alcoholismo Etica y MoralAndrés CevallosAún no hay calificaciones
- Dibujo de Un Sistema de Transmicion Tornillo Sin Fin y Rueda HelicoidalDocumento25 páginasDibujo de Un Sistema de Transmicion Tornillo Sin Fin y Rueda HelicoidalMichael Huamán TorrejónAún no hay calificaciones
- Preguntas Sobre Saw Soldadura Capilaridad Oxiacetilénica Actividad Dirigida 8Documento2 páginasPreguntas Sobre Saw Soldadura Capilaridad Oxiacetilénica Actividad Dirigida 8oscarAún no hay calificaciones
- Iglesia y Colonizacion Tomo IDocumento432 páginasIglesia y Colonizacion Tomo IAlejandro LombanaAún no hay calificaciones
- Macroinvertebrados Bentónicos 2023-IDocumento36 páginasMacroinvertebrados Bentónicos 2023-IDiego Fernando Diaz de la CruzAún no hay calificaciones
- Arquitectura Flux en Aplicaciones Web Con React y ReduxDocumento42 páginasArquitectura Flux en Aplicaciones Web Con React y ReduxDigital Harbor BoliviaAún no hay calificaciones
- Plan de Defenza-2019Documento87 páginasPlan de Defenza-2019CRPNPOXAMARCAAún no hay calificaciones
- Soluciones Formación de Palabras PDFDocumento3 páginasSoluciones Formación de Palabras PDFElena Sánchez HormigoAún no hay calificaciones
- Formato Revista INGENIEROSDocumento4 páginasFormato Revista INGENIEROSJorge luis ArcosAún no hay calificaciones
- Normativa D S N 227 Reglamento Clasificacion Hotel Motel y AparthotelDocumento13 páginasNormativa D S N 227 Reglamento Clasificacion Hotel Motel y AparthotelAlexa AleAún no hay calificaciones
- Tema 5 Mercadotecnia ElectronicaDocumento7 páginasTema 5 Mercadotecnia ElectronicaDiana RiosAún no hay calificaciones
- Bound by The Past (Traducción No Oficial) - Cora ReillyDocumento395 páginasBound by The Past (Traducción No Oficial) - Cora ReillySARA ESCOBARAún no hay calificaciones
- Hoja de Vida - Jefeer TorresDocumento22 páginasHoja de Vida - Jefeer TorresHOTELES SANTA ELENAAún no hay calificaciones
- Entrega Previa 1 Semana 3 - Actualidad de La Estructura Financiera de La Empresa Corporación Aceros Arequipa S.A.Documento6 páginasEntrega Previa 1 Semana 3 - Actualidad de La Estructura Financiera de La Empresa Corporación Aceros Arequipa S.A.Elena VilladiegoAún no hay calificaciones
- 01 - El Viaje de Tivo, El Arriesgado PDFDocumento85 páginas01 - El Viaje de Tivo, El Arriesgado PDFkakoAún no hay calificaciones
- Plan Estratégico Pasteleria Dulce EncantoDocumento29 páginasPlan Estratégico Pasteleria Dulce EncantoVeronica Cari CalcinaAún no hay calificaciones
- Periodo de DilatacionDocumento9 páginasPeriodo de DilatacionCG MadeleineAún no hay calificaciones
- AvenirDocumento2 páginasAveniralbertorandy0% (1)
- El Proceso ProductivoDocumento3 páginasEl Proceso ProductivoXAbelx TNAún no hay calificaciones
- Personalidad Adictiva-PresentacionDocumento7 páginasPersonalidad Adictiva-Presentacionsergio gonzalezAún no hay calificaciones
- Sobre Practicas Docentes. Modelos Educativos (Mapa Mental)Documento26 páginasSobre Practicas Docentes. Modelos Educativos (Mapa Mental)nurce95Aún no hay calificaciones
- El Inglès Como Lengua Extranjera en El Contexto Unversitario EcuatorianoDocumento21 páginasEl Inglès Como Lengua Extranjera en El Contexto Unversitario EcuatorianoeaenglishquitoAún no hay calificaciones
- Plan Conceptual - ModificadoDocumento13 páginasPlan Conceptual - ModificadoHerman Diaz RomeroAún no hay calificaciones
- La Mala Convivencia en El AulaDocumento2 páginasLa Mala Convivencia en El Aulajames gonzales pachecoAún no hay calificaciones
- Línea TeóricaDocumento3 páginasLínea TeóricaProfr Polo Madero TMadAún no hay calificaciones