También podría gustarte
- Econometría I: manual de Eviews: Estimulación de un modelo de exportaciónDe EverandEconometría I: manual de Eviews: Estimulación de un modelo de exportaciónAún no hay calificaciones
- Ejercicio 5Documento10 páginasEjercicio 5Katherine Armas100% (1)
- Graficas XRDocumento15 páginasGraficas XRBrenda RcAún no hay calificaciones
- Control Estadístico de Calidad - Práctica 4Documento7 páginasControl Estadístico de Calidad - Práctica 4Oliver Oscar100% (1)
- Ejercicio 5 y 25Documento6 páginasEjercicio 5 y 25Bryan EduardoAún no hay calificaciones
- Capitulo 7Documento8 páginasCapitulo 7Jenniifer Neniithaw GAún no hay calificaciones
- Los Propietarios de Cuba 1958 - Jiménez Soler, GuillermoDocumento736 páginasLos Propietarios de Cuba 1958 - Jiménez Soler, GuillermoMario González Jr.Aún no hay calificaciones
- Capitulo 7Documento21 páginasCapitulo 7Dante Palacios Valdiviezo100% (2)
- CONTROLDocumento11 páginasCONTROLgisela bautistacAún no hay calificaciones
- Introducción a la dinámica computacional de fluidos (CFD) en Ingeniería Química.De EverandIntroducción a la dinámica computacional de fluidos (CFD) en Ingeniería Química.Aún no hay calificaciones
- Ejercicios Tabata Primera UnidadDocumento56 páginasEjercicios Tabata Primera UnidadCarlos Uriel Pacheco RamírezAún no hay calificaciones
- GuiaDocumento10 páginasGuiahermesguifarroAún no hay calificaciones
- GutiéRrez Pulido, H. and Vara Salazar, R. (2013) - Control Estadístico de La Calidad Y Seis Sigma. MéXico: Mcgraw-Hill EducationDocumento16 páginasGutiéRrez Pulido, H. and Vara Salazar, R. (2013) - Control Estadístico de La Calidad Y Seis Sigma. MéXico: Mcgraw-Hill EducationEdison Paul RAún no hay calificaciones
- INFORME N°500 - Aprobacion Liqudacion ChamosDocumento11 páginasINFORME N°500 - Aprobacion Liqudacion ChamosGladys RamirezAún no hay calificaciones
- Practica GutierrezDocumento15 páginasPractica GutierrezDariel FigueroaAún no hay calificaciones
- Practica #6 - Capacidad Del Proceso PDFDocumento11 páginasPractica #6 - Capacidad Del Proceso PDFNelly Yucra C.Aún no hay calificaciones
- Geometric modeling in computer: Aided geometric designDe EverandGeometric modeling in computer: Aided geometric designAún no hay calificaciones
- 30 EjercicioDocumento8 páginas30 EjercicioAdal Cisneros AlvaradoAún no hay calificaciones
- 19 24 29Documento5 páginas19 24 29ninoshkaAún no hay calificaciones
- Cartas de Control para VariablesDocumento12 páginasCartas de Control para VariablesLa TribuAún no hay calificaciones
- Tarea III Parcial - 3-3Documento17 páginasTarea III Parcial - 3-3adriana zelayaAún no hay calificaciones
- Ultimos Ejerciciois Control de CalidadDocumento34 páginasUltimos Ejerciciois Control de CalidadSandra OviedoAún no hay calificaciones
- Variable Hoja 4 - 6 y 9 - Atributos Hoja 13Documento15 páginasVariable Hoja 4 - 6 y 9 - Atributos Hoja 13lorena78Aún no hay calificaciones
- Capitulo 6, Capitulo 7Documento80 páginasCapitulo 6, Capitulo 7Kevin SilvaAún no hay calificaciones
- Tejeda Vázquez - Gráficos de Control Por VariablesDocumento13 páginasTejeda Vázquez - Gráficos de Control Por VariablesANA MARÍA TEJEDA VÁZQUEZAún no hay calificaciones
- Taller Graficas de Control CalidadDocumento7 páginasTaller Graficas de Control CalidadKarla MontenegroAún no hay calificaciones
- Calculo CapacidadDocumento5 páginasCalculo Capacidadcalituy8Aún no hay calificaciones
- Zevallos Tello Carlos - Segunda Practica - Gestion de La CalidadDocumento20 páginasZevallos Tello Carlos - Segunda Practica - Gestion de La CalidadFredy BenavidesAún no hay calificaciones
- Segundo Parcial Gerencia de Calidad g20Documento3 páginasSegundo Parcial Gerencia de Calidad g20ROBLES AAún no hay calificaciones
- Ejercicos Ensayos Viernes 10 de MarzoDocumento3 páginasEjercicos Ensayos Viernes 10 de MarzoAlejandro ValdiviaAún no hay calificaciones
- DocumentoDocumento8 páginasDocumentoJose Huerta DiazAún no hay calificaciones
- Taller Graficas de Control 1Documento6 páginasTaller Graficas de Control 1Karla MontenegroAún no hay calificaciones
- Ejercicios Cap 14Documento14 páginasEjercicios Cap 14Eyleen TejadaAún no hay calificaciones
- Control D CalidadDocumento13 páginasControl D CalidadIsaac GutierrezAún no hay calificaciones
- Resolución Ejercicio1Documento90 páginasResolución Ejercicio1CARLOS JOAQUIN MOSCOSO DURAZNOAún no hay calificaciones
- Practica 4DDocumento16 páginasPractica 4DJudhi sanchezAún no hay calificaciones
- Cartas de Control - Prob. 11-14Documento12 páginasCartas de Control - Prob. 11-14AlfonsoAún no hay calificaciones
- Ejercicios de Graficos de Control Por Variables 2008Documento3 páginasEjercicios de Graficos de Control Por Variables 2008Edgar Fuentes100% (1)
- Tarea 2 - Cartas de Control para VariablesDocumento15 páginasTarea 2 - Cartas de Control para VariablesJonathan MaldonadoAún no hay calificaciones
- TRABAJO COLABORATIVO - GRÁFICOS DE CONTROL PARA VARIAbleDocumento14 páginasTRABAJO COLABORATIVO - GRÁFICOS DE CONTROL PARA VARIAbleYean Fabián AlvaradoAún no hay calificaciones
- TP #6 - Indice de Capacidad Del ProcesoDocumento5 páginasTP #6 - Indice de Capacidad Del ProcesoLuis Alfredo FaundesAún no hay calificaciones
- Ejercicios Cap. 5 y 7Documento3 páginasEjercicios Cap. 5 y 7juanAún no hay calificaciones
- Liseth Iris Nina - GraficasDocumento14 páginasLiseth Iris Nina - GraficasWILLIAMS DENNIS CONDORI FLORESAún no hay calificaciones
- ARVELO Ejercicios de Cap 5 y 7Documento3 páginasARVELO Ejercicios de Cap 5 y 7SaryGironAún no hay calificaciones
- Act2 IndicesCapacidad SánchezSalgadoDocumento13 páginasAct2 IndicesCapacidad SánchezSalgadoSánchez Salgado Luis GustavoAún no hay calificaciones
- Tarea Cap8Documento5 páginasTarea Cap8davidAún no hay calificaciones
- InfromeDocumento42 páginasInfromeGerardo León ChimbolemaAún no hay calificaciones
- Solucionario Capitulo 5 y 6Documento64 páginasSolucionario Capitulo 5 y 6Ledvin PerdomoAún no hay calificaciones
- Problemas MinitabDocumento11 páginasProblemas MinitabMontserrat SotoAún no hay calificaciones
- Capitulo 8 Histograma EJERCICIOS Y PREGUNTASDocumento16 páginasCapitulo 8 Histograma EJERCICIOS Y PREGUNTASyanethAún no hay calificaciones
- Capacidad Del ProcesoDocumento24 páginasCapacidad Del ProcesoNatán MontanoAún no hay calificaciones
- Taller de RecuperacionDocumento17 páginasTaller de RecuperacionELVIS ENRIQUE PEREZ GUTIERREZAún no hay calificaciones
- Edward Jimenez Actividad 2.2Documento12 páginasEdward Jimenez Actividad 2.2Hilda DiazAún no hay calificaciones
- Ejercicios CalidadDocumento45 páginasEjercicios CalidadJoshua CrederAún no hay calificaciones
- Cec U2 Bloque2 EjerciciosDocumento5 páginasCec U2 Bloque2 EjerciciosrdsagsadgaAún no hay calificaciones
- Cec U2 Bloque2 EjerciciosDocumento5 páginasCec U2 Bloque2 EjerciciosrdsagsadgaAún no hay calificaciones
- Actividad 2.3Documento8 páginasActividad 2.3Sara Lizbeth Escobedo LunaAún no hay calificaciones
- C96 SPC Ejercicios C5 C6-PRODocumento57 páginasC96 SPC Ejercicios C5 C6-PROSEKHMET BIENES RAÍCESAún no hay calificaciones
- Tarea Luis NavarroDocumento11 páginasTarea Luis NavarroluisAún no hay calificaciones
- Laboratorio N°2Documento15 páginasLaboratorio N°2Brayan VQAún no hay calificaciones
- Ejercicio CapacidadesDocumento2 páginasEjercicio CapacidadesElkin Fernando Mora MoraAún no hay calificaciones
- Graficos de ControlDocumento10 páginasGraficos de ControlGloria Alicia Martínez MalacaraAún no hay calificaciones
- Polimeros Practica 2Documento8 páginasPolimeros Practica 2Eréndira RamírezAún no hay calificaciones
- Tutorial - Cómo Usar Correctamente El Titanium BackupDocumento7 páginasTutorial - Cómo Usar Correctamente El Titanium BackupGiorceAún no hay calificaciones
- Trabajo 8, Borrador Trabajo ErgonomiaDocumento13 páginasTrabajo 8, Borrador Trabajo ErgonomiaSara melisa Andrade barredaAún no hay calificaciones
- TRANSHUMANISMODocumento18 páginasTRANSHUMANISMOAlfredo De La RosAún no hay calificaciones
- Módulo de Armas y TiroDocumento50 páginasMódulo de Armas y TiroAdrián MPAún no hay calificaciones
- Herramientas 1Documento2 páginasHerramientas 1Demmin MorenoAún no hay calificaciones
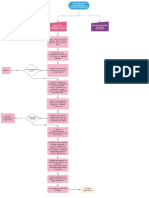
- Diagrama de FlujoDocumento1 páginaDiagrama de FlujoValentina DiazAún no hay calificaciones
- Revista-180 Dental ProtesisDocumento60 páginasRevista-180 Dental Protesisadi033100% (1)
- SSOMA - PO.01 Politica SSOMA - ALTISA - POLITICA - SIGDocumento2 páginasSSOMA - PO.01 Politica SSOMA - ALTISA - POLITICA - SIGDavid Josue Alva MoralesAún no hay calificaciones
- Plan de Estudios 11 InformáticaDocumento2 páginasPlan de Estudios 11 InformáticaSERGIO DAVID ALAPE HUERTASAún no hay calificaciones
- Plantilla de Proyecto de InvestigaciónDocumento7 páginasPlantilla de Proyecto de InvestigaciónBrenda SolisAún no hay calificaciones
- Guia - Taller N. 4.pernil de Cerdo, Ensalada, Arroz, CoctelDocumento5 páginasGuia - Taller N. 4.pernil de Cerdo, Ensalada, Arroz, CoctelLina GomezAún no hay calificaciones
- Telegrama Semana Epidemiologia # 27-2023Documento6 páginasTelegrama Semana Epidemiologia # 27-2023vigilancia de la saludAún no hay calificaciones
- Formato Ficha AcademicaDocumento3 páginasFormato Ficha AcademicaMarielix Estefania Velasquez Chacon100% (1)
- Plane Special Concen Traci Ones Human AsDocumento95 páginasPlane Special Concen Traci Ones Human AsCarlos Redondo GilmartinAún no hay calificaciones
- Oficio 15 Pedro Pablo Barrezueta Reporte de Estudiantes 2Documento1 páginaOficio 15 Pedro Pablo Barrezueta Reporte de Estudiantes 2Gabriela DonosoAún no hay calificaciones
- Libro Modular 1Documento88 páginasLibro Modular 1Marciano Edwin Torres RodríguezAún no hay calificaciones
- Score de Traslado PediatricoDocumento41 páginasScore de Traslado PediatricoerikaAún no hay calificaciones
- Jardin Hispano MusulmanDocumento4 páginasJardin Hispano MusulmanJuliana GranadosAún no hay calificaciones
- La ConvencionDocumento60 páginasLa ConvencionAleXander Serrano UlloaAún no hay calificaciones
- Actividad Fundamental #5Documento11 páginasActividad Fundamental #5Carlos Lopez cortezAún no hay calificaciones
- Covid-19 y Su InfluenciaDocumento2 páginasCovid-19 y Su InfluenciaDannaGeraldineSalasAún no hay calificaciones
- GENETERAPIADocumento24 páginasGENETERAPIADiana Rubi Silva RiscoAún no hay calificaciones
- Megatone Tenmars 97 98 TodoDocumento5 páginasMegatone Tenmars 97 98 Todosmith muñozAún no hay calificaciones
- Bases Competencia Olmue 2023Documento4 páginasBases Competencia Olmue 2023Winston MoyaAún no hay calificaciones
- Ejercicio 3Documento3 páginasEjercicio 3Rosa MendozaAún no hay calificaciones
- Formulario Solicitud Recetas Medicas Privadas ICOEV1Documento1 páginaFormulario Solicitud Recetas Medicas Privadas ICOEV1Carlos A MuriesAún no hay calificaciones
- Examen Practico 1 Bertha ToxicologiaDocumento6 páginasExamen Practico 1 Bertha ToxicologiaMargot Mendoza SalasAún no hay calificaciones