También podría gustarte
- Manual para la formación de manipuladores de alimentosDe EverandManual para la formación de manipuladores de alimentosCalificación: 5 de 5 estrellas5/5 (6)
- Contaminacion AlimentariaDocumento6 páginasContaminacion Alimentariajose alfredo guardo de la hozAún no hay calificaciones
- Manual para manipuladores de alimentos: InstructorDe EverandManual para manipuladores de alimentos: InstructorCalificación: 4.5 de 5 estrellas4.5/5 (4)
- Unidad V MICROBIOLOGÍA SANITARIADocumento95 páginasUnidad V MICROBIOLOGÍA SANITARIAlaserpiente100% (1)
- Higiene general en la industria alimentaria. INAQ0108De EverandHigiene general en la industria alimentaria. INAQ0108Aún no hay calificaciones
- Bpa, BPM, BPHDocumento16 páginasBpa, BPM, BPHEddie PospoyAún no hay calificaciones
- Manual para manipuladores de alimentos: AlumnoDe EverandManual para manipuladores de alimentos: AlumnoAún no hay calificaciones
- Manipuladores de alimentos guíaDocumento31 páginasManipuladores de alimentos guíaluis eduardo martinez100% (1)
- Control de la conservación de los alimentos para el consumo y distribución comercial. HOTR0110De EverandControl de la conservación de los alimentos para el consumo y distribución comercial. HOTR0110Aún no hay calificaciones
- Manipulacion de Alimentos y BPMDocumento85 páginasManipulacion de Alimentos y BPMMonilesAún no hay calificaciones
- Buenas Prácticas de Manufactura Umd 2013, I ParteDocumento63 páginasBuenas Prácticas de Manufactura Umd 2013, I ParteVanessa Garcia GonzalezAún no hay calificaciones
- U 1 - Introducción AlimentosDocumento12 páginasU 1 - Introducción AlimentosNoelia QuirogaAún no hay calificaciones
- Curso de Manipulación Alimentos ICEI 3h REPONEDORESDocumento56 páginasCurso de Manipulación Alimentos ICEI 3h REPONEDORESLola SENENT SEGUÍAún no hay calificaciones
- BPM EnsayoDocumento6 páginasBPM EnsayoAngelica Lorduy BlancoAún no hay calificaciones
- Definiciones y manipulación de alimentosDocumento25 páginasDefiniciones y manipulación de alimentossara chavarrioAún no hay calificaciones
- Inspeccion Control y Calidad de Los AlimentosDocumento21 páginasInspeccion Control y Calidad de Los Alimentos05-VZ-HU-TRILCE LUCERO AHUANARI BERROCAL100% (1)
- Principios Basicos de La Inocuidad AlimentariaDocumento47 páginasPrincipios Basicos de La Inocuidad AlimentariaFranklin Carretero RojasAún no hay calificaciones
- MODULO 1 Aplicar Proceso de HigienizacionDocumento13 páginasMODULO 1 Aplicar Proceso de HigienizacionAlexandra MontalvoAún no hay calificaciones
- Gestión inocuidad alimentos BPMs POEsDocumento14 páginasGestión inocuidad alimentos BPMs POEsyonel fabian santiago100% (1)
- Manipulacion de Alimentos en La Industria AlimentariaDocumento20 páginasManipulacion de Alimentos en La Industria AlimentariaBelén VelázquezAún no hay calificaciones
- Repaso Manipulador de AlimentosDocumento9 páginasRepaso Manipulador de AlimentosFranco MatkovicAún no hay calificaciones
- Evidencia #1 Peligros en Los AlimentosDocumento5 páginasEvidencia #1 Peligros en Los Alimentosleydys dominguez lugoAún no hay calificaciones
- Tda Inocuidad y Manejo de AlimentosDocumento28 páginasTda Inocuidad y Manejo de AlimentosJorge FernandezAún no hay calificaciones
- ManipulacionDocumento5 páginasManipulacionGisela DiazAún no hay calificaciones
- Higiene y manipulación de alimentos SENA CaquetáDocumento7 páginasHigiene y manipulación de alimentos SENA CaquetáAlejandra RojasAún no hay calificaciones
- Manual Manipulador Comidas PreparadasDocumento53 páginasManual Manipulador Comidas PreparadasManuel CuencaAún no hay calificaciones
- Unidad 1Documento24 páginasUnidad 1conchilaoAún no hay calificaciones
- Manual Practico Auditoria MunicipalDocumento69 páginasManual Practico Auditoria MunicipalgusdasanAún no hay calificaciones
- Guia Ex Amen Calidad AlimDocumento7 páginasGuia Ex Amen Calidad Alimjspluwu.01Aún no hay calificaciones
- Manipulacion y AlimentosDocumento21 páginasManipulacion y AlimentosLUZ MARINA CASTAÑO SALAZARAún no hay calificaciones
- Control de Peligros e Inocuidad de AlimentosDocumento11 páginasControl de Peligros e Inocuidad de AlimentosMirian Elizabeth Salcedo VeraAún no hay calificaciones
- Semana 2 23 MarzoDocumento9 páginasSemana 2 23 MarzoDominik xime santorskiAún no hay calificaciones
- Calidad e Inocuidad de La Materia Prima y ProductosDocumento50 páginasCalidad e Inocuidad de La Materia Prima y ProductosNiño FishAún no hay calificaciones
- Separata N°02Documento7 páginasSeparata N°02YURIAún no hay calificaciones
- Manual de Higiene y Seguridad en La Producción GastronómicaDocumento37 páginasManual de Higiene y Seguridad en La Producción GastronómicaKatty Woods100% (1)
- Contaminación BiologicaDocumento16 páginasContaminación Biologicawilber david caceres83% (6)
- Evaluacion BPMDocumento3 páginasEvaluacion BPMNelson PotosíAún no hay calificaciones
- Control de Calidad e Higiene de Los AlimentosDocumento9 páginasControl de Calidad e Higiene de Los AlimentosJose David Malacatus VasconezAún no hay calificaciones
- Expo MicrDocumento4 páginasExpo MicrMarcela RamirezAún no hay calificaciones
- ALMACENAMIENTODocumento16 páginasALMACENAMIENTOCAYADIAZ100% (1)
- Glosario de Higiene AlimentariaDocumento8 páginasGlosario de Higiene AlimentariaAngel Castillo0% (1)
- Manual Buenas Practicas 2024Documento42 páginasManual Buenas Practicas 2024beatriz Eugenia Diaz IdarragaAún no hay calificaciones
- Resumen Tema 3 PDFDocumento8 páginasResumen Tema 3 PDFMelaniaAún no hay calificaciones
- Memoria Comidas Preparadas CURSO DE MANIPULADORES DE ALIMENTOSDocumento30 páginasMemoria Comidas Preparadas CURSO DE MANIPULADORES DE ALIMENTOSPaco AlbortAún no hay calificaciones
- Manual Manipuladores de AlimentosDocumento37 páginasManual Manipuladores de AlimentosMiguel GonzalezAún no hay calificaciones
- Curso Higiene y Manipulacion de AlimentosDocumento45 páginasCurso Higiene y Manipulacion de Alimentosaldsolano100% (1)
- Contaminantes en AlimentosDocumento3 páginasContaminantes en AlimentosGamaliel RamAún no hay calificaciones
- Higiene y Manipulacion de Nuestro AlimentosDocumento71 páginasHigiene y Manipulacion de Nuestro Alimentosomarrangelntd100% (1)
- PPT4 HaccpDocumento63 páginasPPT4 Haccpaleeja.smsmAún no hay calificaciones
- Contaminación y clasificación de alimentosDocumento6 páginasContaminación y clasificación de alimentosĚlkiň Manuel Peréz Castellar100% (1)
- MANUAL_MANEJOHIGIENICO_ALIMENTOSYBEBIDAS_ROMODocumento39 páginasMANUAL_MANEJOHIGIENICO_ALIMENTOSYBEBIDAS_ROMOOdeth RodriguezAún no hay calificaciones
- Cuestionario 1Documento14 páginasCuestionario 1natag25rAún no hay calificaciones
- Evidencia Protocolos Establecer Los Protocolos para El Lavado y DesinfecciónDocumento7 páginasEvidencia Protocolos Establecer Los Protocolos para El Lavado y DesinfecciónLuz Karina PestanaAún no hay calificaciones
- Unidad I La ContaminaciónDocumento9 páginasUnidad I La ContaminaciónMaría De Los Angeles FerrariAún no hay calificaciones
- TALLER MANIP.ALIMENTOSDocumento33 páginasTALLER MANIP.ALIMENTOSYhamir VargasAún no hay calificaciones
- HACCP MI (PPTminimizer)Documento74 páginasHACCP MI (PPTminimizer)robAún no hay calificaciones
- Manual de Control de Calidad PDFDocumento29 páginasManual de Control de Calidad PDFjackAún no hay calificaciones
- Manual de Manipuladores de Alimentos - Primer BorradorDocumento77 páginasManual de Manipuladores de Alimentos - Primer BorradorCristian SanguchoAún no hay calificaciones
- Manipulación higiénica de alimentosDocumento6 páginasManipulación higiénica de alimentosnatag25rAún no hay calificaciones
- Parte 1.Documento15 páginasParte 1.SebafisicaIIAún no hay calificaciones
- Métodos de Conservación Por DeshidrataciónDocumento16 páginasMétodos de Conservación Por DeshidrataciónMili TalamoniAún no hay calificaciones
- Microbiología lecheDocumento32 páginasMicrobiología lecheMili TalamoniAún no hay calificaciones
- Conservación No Térmica de AlimentosDocumento5 páginasConservación No Térmica de AlimentosMili TalamoniAún no hay calificaciones
- Envasado de AlimentosDocumento8 páginasEnvasado de AlimentosMili TalamoniAún no hay calificaciones
- Unidad 2Documento4 páginasUnidad 2Mili TalamoniAún no hay calificaciones
- Unidad 3Documento7 páginasUnidad 3Mili TalamoniAún no hay calificaciones
- Conceptos fundamentales de química analíticaDocumento6 páginasConceptos fundamentales de química analíticaMili TalamoniAún no hay calificaciones
- El Convertidor CatalíticoDocumento2 páginasEl Convertidor CatalíticoCesar Sanchez AcuñaAún no hay calificaciones
- EXPO-HIDRAULICA - Rev 00Documento47 páginasEXPO-HIDRAULICA - Rev 00JAMES SMITH ASENJO BUSTAMANTEAún no hay calificaciones
- 2 5LT Dichloromethane For HPLC UnstabilisedDocumento13 páginas2 5LT Dichloromethane For HPLC UnstabilisedKimberly RamirezAún no hay calificaciones
- Problemas Medio Ambientales PDFDocumento21 páginasProblemas Medio Ambientales PDFAndresito OrtizAún no hay calificaciones
- Plan HACCP salmónDocumento13 páginasPlan HACCP salmónErika Rojas100% (2)
- Proyecto de Reciclaje de BasuraDocumento16 páginasProyecto de Reciclaje de BasuraFRANCISCO DOMINGUEZAún no hay calificaciones
- Sesión 07 - 11 Escribimos Como Evitamos La ContaminacionDocumento6 páginasSesión 07 - 11 Escribimos Como Evitamos La Contaminacionjean córdova díazAún no hay calificaciones
- Hidrologia en Mineria A Tajo Abierto FinalDocumento48 páginasHidrologia en Mineria A Tajo Abierto Finaljheancarlos100% (1)
- BioloiaDocumento8 páginasBioloiaKarol CastiAún no hay calificaciones
- Unidad 1 Actividad 3 - Diagnosticar y Caracterizar El Problema de InvestigacionDocumento28 páginasUnidad 1 Actividad 3 - Diagnosticar y Caracterizar El Problema de InvestigacionUnad UniversidadAún no hay calificaciones
- Proyecto 5Documento7 páginasProyecto 5Uriel AvilaAún no hay calificaciones
- Deterioro Cuenca Del Rio TirguaDocumento9 páginasDeterioro Cuenca Del Rio TirguaDepartamento De Ingenieria Sanitaria Y AmbientalAún no hay calificaciones
- Política Gestión Ambiental UrbanaDocumento33 páginasPolítica Gestión Ambiental UrbanaAngela CardenasAún no hay calificaciones
- Plan de Gestión AmbientalDocumento4 páginasPlan de Gestión AmbientalLalitaOrtizRoaAún no hay calificaciones
- Indicadores AmbientalesDocumento20 páginasIndicadores AmbientalesdanielAún no hay calificaciones
- Hse-F-02. Matriz de Aspectos AmbientalesDocumento13 páginasHse-F-02. Matriz de Aspectos Ambientalesdaniel atahualpaAún no hay calificaciones
- La Contaminacion Trabajo FinalDocumento16 páginasLa Contaminacion Trabajo FinalMariale Vizcarra Salazar100% (1)
- Diagrama de Flujo Gestión de RS COVID-19 PDFDocumento1 páginaDiagrama de Flujo Gestión de RS COVID-19 PDFROBINSON ALEXIS PINEROS PENAAún no hay calificaciones
- Reciclaje: beneficios ambientales y económicosDocumento16 páginasReciclaje: beneficios ambientales y económicosZul Ysminda Lorena QuispeAún no hay calificaciones
- Proyecto Socio AmbientalDocumento9 páginasProyecto Socio AmbientalFrank Humberto BeltranAún no hay calificaciones
- Anexo 2 Herramientas para La Gestion AmbientalDocumento63 páginasAnexo 2 Herramientas para La Gestion AmbientalJulieth ochoaAún no hay calificaciones
- Reduci Reutiliza Recicla Tribu Tierra PDFDocumento10 páginasReduci Reutiliza Recicla Tribu Tierra PDFValentín Álvarez AguirreAún no hay calificaciones
- MOSOL 2do Parcial Paralelo ADocumento3 páginasMOSOL 2do Parcial Paralelo ADiana BarredaAún no hay calificaciones
- AFIRMADODocumento14 páginasAFIRMADOharolsandovalAún no hay calificaciones
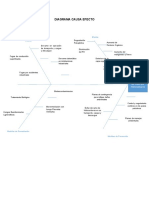
- Diagrama Causa EfectoDocumento1 páginaDiagrama Causa EfectoAlexandra0% (1)
- Escuela Académica Profesional de Ingeniería AmbientalDocumento26 páginasEscuela Académica Profesional de Ingeniería AmbientalSaul Orellana YallicoAún no hay calificaciones
- Código de prácticas de higiene para frutas y hortalizas frescasDocumento35 páginasCódigo de prácticas de higiene para frutas y hortalizas frescasLiliam Teresita Manrique DelgadoAún no hay calificaciones
- Recetas Orgánicas para El Control de PlagasDocumento59 páginasRecetas Orgánicas para El Control de PlagasYtzely100% (1)
- Desarrollo de Alternativas de TratamientoDocumento394 páginasDesarrollo de Alternativas de TratamientoAndres Solis LeivaAún no hay calificaciones
- Evaluación 6° HidrósferaDocumento10 páginasEvaluación 6° Hidrósferacarla valentina lopez valenzuelaAún no hay calificaciones
- Póngase En Forma Sin Salir De Su CasaDe EverandPóngase En Forma Sin Salir De Su CasaCalificación: 4.5 de 5 estrellas4.5/5 (4)
- La revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaDe EverandLa revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaCalificación: 5 de 5 estrellas5/5 (200)
- La Dieta Antiinflamatoria: Haz estos cambios simples y económicos en tu dieta y comienza a sentirte mejor dentro de 24 horas! (Spanish Edition)De EverandLa Dieta Antiinflamatoria: Haz estos cambios simples y económicos en tu dieta y comienza a sentirte mejor dentro de 24 horas! (Spanish Edition)Calificación: 5 de 5 estrellas5/5 (4)
- Entrenamiento Científico con pesas: Fitness InteligenteDe EverandEntrenamiento Científico con pesas: Fitness InteligenteCalificación: 5 de 5 estrellas5/5 (3)
- La Biblia de la Freidora de Aire: Recetario de Comidas Súper Fáciles para todos los días.De EverandLa Biblia de la Freidora de Aire: Recetario de Comidas Súper Fáciles para todos los días.Calificación: 4 de 5 estrellas4/5 (7)
- Nuevo manual de gastronomía molecular: El encuentro entre la ciencia y la cocinaDe EverandNuevo manual de gastronomía molecular: El encuentro entre la ciencia y la cocinaCalificación: 4.5 de 5 estrellas4.5/5 (4)
- Detox: Alimentación depurativa para tu salud: Dietas, zumos, batidos y recetas para depurar tu cuerpo de forma naturalDe EverandDetox: Alimentación depurativa para tu salud: Dietas, zumos, batidos y recetas para depurar tu cuerpo de forma naturalCalificación: 5 de 5 estrellas5/5 (7)
- Batidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoDe EverandBatidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoCalificación: 5 de 5 estrellas5/5 (2)
- Receta De La Freidora De Aire Libro De Cocina De La Freidora De Aire/ Air Fryer Cookbook Spanish VersionDe EverandReceta De La Freidora De Aire Libro De Cocina De La Freidora De Aire/ Air Fryer Cookbook Spanish VersionCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Cómo Desintoxicar el Cuerpo de Metales Pesados: El Secreto Poco Hablado para Sentirte Mejor, Bajar de Peso y Tener más EnergíaDe EverandCómo Desintoxicar el Cuerpo de Metales Pesados: El Secreto Poco Hablado para Sentirte Mejor, Bajar de Peso y Tener más EnergíaCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Mente sana, cuerpo sano: El poder de una mentalidad saludableDe EverandMente sana, cuerpo sano: El poder de una mentalidad saludableCalificación: 5 de 5 estrellas5/5 (90)
- Mega Piernas: Entrenamiento Científico de PiernasDe EverandMega Piernas: Entrenamiento Científico de PiernasCalificación: 4 de 5 estrellas4/5 (4)
- El libro de cocina de "El código de la obesidad": Recetas para controlar la insulina, perder peso y mejorar tu saludDe EverandEl libro de cocina de "El código de la obesidad": Recetas para controlar la insulina, perder peso y mejorar tu saludCalificación: 4 de 5 estrellas4/5 (6)
- ¡Sana tu intestino!: Recetario de la Dieta GAPSDe Everand¡Sana tu intestino!: Recetario de la Dieta GAPSCalificación: 4.5 de 5 estrellas4.5/5 (4)
- Comida Mexicana: Las Recetas Secretas de AbuelaDe EverandComida Mexicana: Las Recetas Secretas de AbuelaCalificación: 4 de 5 estrellas4/5 (8)
- La nutrición en el embarazo Nútrete y nutre a tu bebéDe EverandLa nutrición en el embarazo Nútrete y nutre a tu bebéCalificación: 4 de 5 estrellas4/5 (4)
- Pasteles rápidos y tartas frías: Nuestras 100 mejores recetas en un solo libroDe EverandPasteles rápidos y tartas frías: Nuestras 100 mejores recetas en un solo libroCalificación: 4.5 de 5 estrellas4.5/5 (20)
- Detoxificación de 10 Días: Guía Paso a Paso y Recetas Probadas Para Perder Peso Rápidamente y Depurar El Cuerpo (10 Day Detox Spanish Version)De EverandDetoxificación de 10 Días: Guía Paso a Paso y Recetas Probadas Para Perder Peso Rápidamente y Depurar El Cuerpo (10 Day Detox Spanish Version)Aún no hay calificaciones
- 50 Recetas Ketodeliciosas, Libro De Recetas Para Dieta CetogénicaDe Everand50 Recetas Ketodeliciosas, Libro De Recetas Para Dieta CetogénicaCalificación: 5 de 5 estrellas5/5 (3)
- Dieta Ayurvédica para la Pérdida de PesoDe EverandDieta Ayurvédica para la Pérdida de PesoCalificación: 1.5 de 5 estrellas1.5/5 (3)
- Recetas para Diabéticos y Alimentos que Controlan la Diabetes: Plan de Comidas para Diabéticos de todas las edades que deseen una Dieta Saludable: Plan de comidas para diabéticos de todas las edades que deseen una dieta saludableDe EverandRecetas para Diabéticos y Alimentos que Controlan la Diabetes: Plan de Comidas para Diabéticos de todas las edades que deseen una Dieta Saludable: Plan de comidas para diabéticos de todas las edades que deseen una dieta saludableCalificación: 5 de 5 estrellas5/5 (1)
- Cocinar para estar en forma: Nuestras 100 mejores recetas en un solo libroDe EverandCocinar para estar en forma: Nuestras 100 mejores recetas en un solo libroCalificación: 4 de 5 estrellas4/5 (8)
- Mega Gluteos : Entrenamiento Científico de GlúteosDe EverandMega Gluteos : Entrenamiento Científico de GlúteosCalificación: 5 de 5 estrellas5/5 (1)