También podría gustarte
- Teorias de Falla Por FatigaDocumento9 páginasTeorias de Falla Por FatigaHugo Miño Carrasco67% (3)
- FatigaDocumento24 páginasFatigaLuis Garcia ConstantinoAún no hay calificaciones
- Módulo 10 (Fatiga)Documento100 páginasMódulo 10 (Fatiga)erickroolerAún no hay calificaciones
- Practica 6 Diseño Avanzado de Elementos de MaquinasDocumento12 páginasPractica 6 Diseño Avanzado de Elementos de MaquinasEmiliano SilvaAún no hay calificaciones
- Informe de Laboratorio 2Documento11 páginasInforme de Laboratorio 2Ricardo UsecheAún no hay calificaciones
- FatigaDocumento10 páginasFatigaSilvia Juliana RincónAún no hay calificaciones
- Falla Por FatigaDocumento21 páginasFalla Por FatigaVictoria Quintero MejiaAún no hay calificaciones
- UNIDAD 3. FATIGA - Oriannys SantarrosaDocumento24 páginasUNIDAD 3. FATIGA - Oriannys SantarrosaOriannys AlvinoAún no hay calificaciones
- Ensayo de FatigaDocumento10 páginasEnsayo de FatigaLuis FrancoAún no hay calificaciones
- FATIGADocumento14 páginasFATIGAEdward AlbertoAún no hay calificaciones
- 2-Ensayos Destructivos y No Destructivos - 2018Documento42 páginas2-Ensayos Destructivos y No Destructivos - 2018Insy HAún no hay calificaciones
- Primer Examen 2017 ConfoDocumento6 páginasPrimer Examen 2017 ConfoJORGE LUIS AYALA GALINDOAún no hay calificaciones
- ENSAYO DE TRACCION Lab UnsaDocumento12 páginasENSAYO DE TRACCION Lab UnsaJunior Castro IlataypeAún no hay calificaciones
- FATIGADocumento4 páginasFATIGAPedro LiguesAún no hay calificaciones
- 5 (1) FatigaDocumento85 páginas5 (1) FatigaRuben Ruiz RebolledoAún no hay calificaciones
- FATIGADocumento14 páginasFATIGAXchaveztentacionAún no hay calificaciones
- Unidad I Resistencia A La FatigaDocumento24 páginasUnidad I Resistencia A La FatigaVictor Hugo Alonso JerezAún no hay calificaciones
- Tesis Pablo P 1Documento95 páginasTesis Pablo P 1ETAún no hay calificaciones
- Falla FatigaDocumento9 páginasFalla FatigaHector Jose Torres MonteroAún no hay calificaciones
- Esfuerzos Reales e IngenierilesDocumento6 páginasEsfuerzos Reales e IngenierilesgatoAún no hay calificaciones
- Fatiga de Materiales FinalDocumento23 páginasFatiga de Materiales FinalRoxanaRCentenoAún no hay calificaciones
- EJERCICIO 2 Procesos de ManufacturaDocumento5 páginasEJERCICIO 2 Procesos de ManufacturaVianey GallardoAún no hay calificaciones
- Tarea 1 Analisis de FallasDocumento7 páginasTarea 1 Analisis de FallasMiguel Cervantes LemusAún no hay calificaciones
- E-Learning Propiedades Mecanicas TraccionDocumento48 páginasE-Learning Propiedades Mecanicas TraccionsiderurgiaAún no hay calificaciones
- Fenomeno de La FatigaDocumento4 páginasFenomeno de La Fatigaalexander martinezAún no hay calificaciones
- Iniciación de Falla Por Fatiga en VHCFDocumento4 páginasIniciación de Falla Por Fatiga en VHCFMarco Ignacio Mella SalgadoAún no hay calificaciones
- Teorias de La FatigaDocumento9 páginasTeorias de La Fatigavanesita121999Aún no hay calificaciones
- FatigaDocumento21 páginasFatigaAdemir OteroAún no hay calificaciones
- CAP 11 FatigaDocumento11 páginasCAP 11 FatigaDaniel FloresAún no hay calificaciones
- Diseño de Elementos de Acero Sometido A TraccionDocumento11 páginasDiseño de Elementos de Acero Sometido A Traccionmadglis100% (2)
- Clase de Fractura y Mecanica de FracturaDocumento104 páginasClase de Fractura y Mecanica de FracturaABELARDO LEYVA ALTAMIRANOAún no hay calificaciones
- Cuestionario Examen 1Documento3 páginasCuestionario Examen 1alberto8303Aún no hay calificaciones
- Proyecto Por FatigaDocumento5 páginasProyecto Por FatigaDaniel SalazarAún no hay calificaciones
- Diseño de Ejes Por FatigaDocumento16 páginasDiseño de Ejes Por FatigaDavid Santos Villalobos100% (2)
- Curso Particulas MagneticasDocumento59 páginasCurso Particulas MagneticasClaudioCarballalAún no hay calificaciones
- Resistencia A La Traccion Del Concreto Por Compresion Diametral - Luigi Dolmos CusiDocumento4 páginasResistencia A La Traccion Del Concreto Por Compresion Diametral - Luigi Dolmos CusiLUIGI DOLMOS CUSIAún no hay calificaciones
- Fatiga de PlasticosDocumento3 páginasFatiga de PlasticosAndresinho SievchenkoAún no hay calificaciones
- Procesos de FabricacionDocumento10 páginasProcesos de FabricacionMaxis GonzalezAún no hay calificaciones
- Fatiga de MaterialesDocumento9 páginasFatiga de MaterialesLimey JuniorAún no hay calificaciones
- Tarea Capitulo 2 PDFDocumento10 páginasTarea Capitulo 2 PDFElena MarupaAún no hay calificaciones
- Falla Por FatigaDocumento4 páginasFalla Por FatigaCarlos ArcosAún no hay calificaciones
- Apuntes de FatigaDocumento56 páginasApuntes de FatigaDaniel Capital LeicaAún no hay calificaciones
- Unidad 2-Sem 6-Clase 1b-Propiedades Impacto FatigaDocumento53 páginasUnidad 2-Sem 6-Clase 1b-Propiedades Impacto Fatigaroberto carlos zamoraAún no hay calificaciones
- 2do Caso de Estudio AFDocumento6 páginas2do Caso de Estudio AFMONTSERRAT MARTINEZ MARTINEZAún no hay calificaciones
- Jose Vidal Resistenciadelosmateriales Semana3Documento6 páginasJose Vidal Resistenciadelosmateriales Semana38jcspgp56j100% (1)
- Ensayo de FatigaDocumento7 páginasEnsayo de FatigaKathy NateraAún no hay calificaciones
- 5 FatigaDocumento80 páginas5 FatigaMauro Rodrigo Fuentes MoralesAún no hay calificaciones
- Fatiga en Materiales FrágilesDocumento5 páginasFatiga en Materiales FrágilesSharon Hdz0% (1)
- Unidad 4 Analisis y Prevención de FallasDocumento36 páginasUnidad 4 Analisis y Prevención de FallasMateoTrujilloAún no hay calificaciones
- Fatiga MecanicaDocumento11 páginasFatiga MecanicaDiego Gallardo Cavero0% (1)
- Fatiga en Los MaterialesDocumento11 páginasFatiga en Los MaterialesPipe AvilaAún no hay calificaciones
- Resistencia de Los Materiales-FatigaDocumento21 páginasResistencia de Los Materiales-FatigaCarlos CamacaroAún no hay calificaciones
- Ensayo de FatigaDocumento9 páginasEnsayo de Fatigacoreano63Aún no hay calificaciones
- Examen Parcial de Ensayos No Destructivos-Ibazeta Villarreal Kioshi JoelDocumento7 páginasExamen Parcial de Ensayos No Destructivos-Ibazeta Villarreal Kioshi JoelJoel Ibazeta VillarrealAún no hay calificaciones
- Fatiga Del AceroDocumento4 páginasFatiga Del AceroRafael Chora LauraAún no hay calificaciones
- Tutorial Estudio de Fatiga FEMDocumento50 páginasTutorial Estudio de Fatiga FEMAby ValenzuelaAún no hay calificaciones
- Materiales y ProcesosDocumento6 páginasMateriales y ProcesosGabriela Alexandra Nina MoralesAún no hay calificaciones
- UF1250 - Conformación De Elementos MetálicosDe EverandUF1250 - Conformación De Elementos MetálicosAún no hay calificaciones
- Ejercicios sobre elasticidad y resistencia de materialesDe EverandEjercicios sobre elasticidad y resistencia de materialesAún no hay calificaciones
- 03 - Cálculo de Árboles y Ejes - Clase Teórica - Criterios de Cálculo - Resistencia - RigidezDocumento52 páginas03 - Cálculo de Árboles y Ejes - Clase Teórica - Criterios de Cálculo - Resistencia - RigidezRoman GualdieriAún no hay calificaciones
- 05 - Lubricación - Teoría Hidrodinámica de La Lubricación - PresentaciónDocumento41 páginas05 - Lubricación - Teoría Hidrodinámica de La Lubricación - PresentaciónRoman GualdieriAún no hay calificaciones
- Ingeniería Mecánica: Elementos de Máquinas (67.25)Documento14 páginasIngeniería Mecánica: Elementos de Máquinas (67.25)Roman GualdieriAún no hay calificaciones
- 03 - Cálculo de Árboles y Ejes - Clase Teórica - Criterios de Cálculo - Velocidad CríticaDocumento22 páginas03 - Cálculo de Árboles y Ejes - Clase Teórica - Criterios de Cálculo - Velocidad CríticaRoman GualdieriAún no hay calificaciones
- 02 - Clase 2 - Fatiga de Materiales - Fallas en Servicio - PresentaciónDocumento13 páginas02 - Clase 2 - Fatiga de Materiales - Fallas en Servicio - PresentaciónRoman GualdieriAún no hay calificaciones
- 03 - Cálculo de Árboles y Ejes - Clase Teórica - Análisis de Fuerzas y MontajeDocumento10 páginas03 - Cálculo de Árboles y Ejes - Clase Teórica - Análisis de Fuerzas y MontajeRoman GualdieriAún no hay calificaciones
- 02 - Clase 3 - Fatiga de Materiales - Soderberg - Teorías de Rotura - PresentaciónDocumento27 páginas02 - Clase 3 - Fatiga de Materiales - Soderberg - Teorías de Rotura - PresentaciónRoman GualdieriAún no hay calificaciones
- 67.25 - Elementos de Máquinas - Temario GeneralDocumento3 páginas67.25 - Elementos de Máquinas - Temario GeneralRoman GualdieriAún no hay calificaciones
- Notas de ÁlgebraDocumento217 páginasNotas de Álgebraangus a.Aún no hay calificaciones
- Ingeniería Mecánica: Elementos de Máquinas (67.25)Documento14 páginasIngeniería Mecánica: Elementos de Máquinas (67.25)Roman GualdieriAún no hay calificaciones
- 00 - Elementos de Máquinas - Clase de IntroducciónDocumento22 páginas00 - Elementos de Máquinas - Clase de IntroducciónRoman GualdieriAún no hay calificaciones
- 67.25 - Elementos de Máquinas - Bibliografía y Descarga de LibrosDocumento5 páginas67.25 - Elementos de Máquinas - Bibliografía y Descarga de LibrosRoman GualdieriAún no hay calificaciones
- Transmision Por FriccionDocumento14 páginasTransmision Por FriccionRoman GualdieriAún no hay calificaciones
- 02 - Clase 1 - Diseño Mecánico - Introducción - Apuntes de ClaseDocumento20 páginas02 - Clase 1 - Diseño Mecánico - Introducción - Apuntes de ClaseRoman GualdieriAún no hay calificaciones
- 67.25 - Elementos de Máquinas - Normas para La Cursada y Aprobación de La MateriaDocumento3 páginas67.25 - Elementos de Máquinas - Normas para La Cursada y Aprobación de La MateriaRoman GualdieriAún no hay calificaciones
- Brazo Suspension Preforma DrawingDocumento1 páginaBrazo Suspension Preforma DrawingRoman GualdieriAún no hay calificaciones
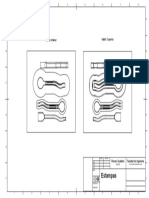
- Esbozado - Cilindro DobladoDocumento1 páginaEsbozado - Cilindro DobladoRoman GualdieriAún no hay calificaciones
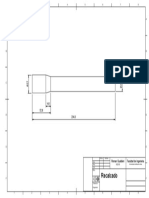
- Esbozado - Cilindrico Recto DrawingDocumento1 páginaEsbozado - Cilindrico Recto DrawingRoman GualdieriAún no hay calificaciones
- Matriz 2.0 DrawingDocumento1 páginaMatriz 2.0 DrawingRoman GualdieriAún no hay calificaciones
- Teoremas de EnergaDocumento25 páginasTeoremas de EnergaRoman GualdieriAún no hay calificaciones
- Guía de Trabajos Prácticos 1 - Álgebra II - FIUBADocumento8 páginasGuía de Trabajos Prácticos 1 - Álgebra II - FIUBAJose Luis Petrovich0% (1)
- Matrices v0Documento1 páginaMatrices v0Roman GualdieriAún no hay calificaciones
- Autocad 2019 33tips Ebook A4 Landscape EsDocumento44 páginasAutocad 2019 33tips Ebook A4 Landscape EsMar LopMen100% (1)
- Coordinación de Actividades-2°C2019 - (Segunda Parte)Documento4 páginasCoordinación de Actividades-2°C2019 - (Segunda Parte)Roman GualdieriAún no hay calificaciones
- Ejericios 3, 4, 5 y 6Documento4 páginasEjericios 3, 4, 5 y 6Roman GualdieriAún no hay calificaciones
- Problemas PropuestosDocumento101 páginasProblemas PropuestosRoman GualdieriAún no hay calificaciones
- Metodo de Fuerzas y DeformacionesDocumento43 páginasMetodo de Fuerzas y DeformacionesRoman GualdieriAún no hay calificaciones
- Def en FlexionDocumento23 páginasDef en FlexionRoman GualdieriAún no hay calificaciones
- Coordinación de Actividades-2°C2019 - (Primera Parte)Documento4 páginasCoordinación de Actividades-2°C2019 - (Primera Parte)Roman GualdieriAún no hay calificaciones
- Teoria y Construccion Del Medidor de EnergiaDocumento3 páginasTeoria y Construccion Del Medidor de EnergiaCristianrojaschambi ChispassAún no hay calificaciones
- 2 - Seleccion de Longitud de OndaDocumento6 páginas2 - Seleccion de Longitud de OndaIrwin Colonia71% (7)
- Presentación #5 (Presion Hidrostatica Sobre Superficies)Documento26 páginasPresentación #5 (Presion Hidrostatica Sobre Superficies)Renato Daza BarretoAún no hay calificaciones
- Agritach Catalog CASE 2018Documento34 páginasAgritach Catalog CASE 2018Noel100% (1)
- Solucion Evaluación - DiagnósticaDocumento3 páginasSolucion Evaluación - DiagnósticaMilagros RamosAún no hay calificaciones
- Academia Summary - Resnick Fisica Vol1 CapDocumento3 páginasAcademia Summary - Resnick Fisica Vol1 Capʙʀᴀɴᴅᴏɴ ᴀᴅᴜᴠɪʀɪAún no hay calificaciones
- PAEG Fisica 2016 Septiembre SolucionarioDocumento10 páginasPAEG Fisica 2016 Septiembre SolucionarioDaniel Rodriguez MartinAún no hay calificaciones
- Practica CADocumento57 páginasPractica CAAbraham Quispe CcasaniAún no hay calificaciones
- PC3 Fund. Física - Material de PracticaDocumento17 páginasPC3 Fund. Física - Material de PracticaLeonardo CastilloAún no hay calificaciones
- Actividad 1.3Documento2 páginasActividad 1.3Quique Orozco67% (3)
- Reporte 3 Fisica 3Documento7 páginasReporte 3 Fisica 3pedro yacAún no hay calificaciones
- 10° Guía II Bimestre 2021Documento7 páginas10° Guía II Bimestre 2021Diego CastiblancoAún no hay calificaciones
- Pl2-Huarhua Carrasco Luis Antonio - HH223HDocumento39 páginasPl2-Huarhua Carrasco Luis Antonio - HH223HLuis HuarhuaAún no hay calificaciones
- Practica 3 - OPUNI - 341 - LCADocumento4 páginasPractica 3 - OPUNI - 341 - LCADaniela ArreolaAún no hay calificaciones
- Energía de Ionización, Afinidad Electrónica y ElectronegatividadDocumento12 páginasEnergía de Ionización, Afinidad Electrónica y ElectronegatividadMariaPaulaGomezGuerreroAún no hay calificaciones
- Tesis Analisis PlasticoDocumento78 páginasTesis Analisis PlasticoRafael Angarita AguerrevereAún no hay calificaciones
- Taller de ControlDocumento3 páginasTaller de ControlSANDRA PAOLA BENITEZ LEONAún no hay calificaciones
- Actividad Virtual N°3 - Revisión de IntentosDocumento6 páginasActividad Virtual N°3 - Revisión de IntentosMARGOTH AYDE CONDORI CHAMPIAún no hay calificaciones
- Hipótesis Del Medio ContinuoDocumento2 páginasHipótesis Del Medio ContinuoferakkkkAún no hay calificaciones
- Ondas en Una BarraDocumento6 páginasOndas en Una BarraweimarAún no hay calificaciones
- LABORATORIO DinamicaDocumento16 páginasLABORATORIO DinamicaJEFERSON MONTOYA DEL CASTILLOAún no hay calificaciones
- Trabajo Fisica TerminadoDocumento15 páginasTrabajo Fisica TerminadoRobert OsorioAún no hay calificaciones
- Demostracion Ley de StokesDocumento2 páginasDemostracion Ley de StokesJose Antonio Perez FerreraAún no hay calificaciones
- BiomecanicaDocumento23 páginasBiomecanicaSantos Tica100% (1)
- William Capitulo 16Documento5 páginasWilliam Capitulo 16Blanca Palacios VargasAún no hay calificaciones
- CAPITULO 2 Propiedades Mecánicas de Los MaterialesDocumento30 páginasCAPITULO 2 Propiedades Mecánicas de Los MaterialesMarioQuispeAún no hay calificaciones
- MRUV para Cuarto Grado de SecundariaDocumento4 páginasMRUV para Cuarto Grado de SecundariaAna Lucía Villanueva Olvea100% (1)
- CentrifugasDocumento26 páginasCentrifugasEndelberth Vera AvilaAún no hay calificaciones
- Semana 2-3 Dinamica - de - La - Particula - 2Documento83 páginasSemana 2-3 Dinamica - de - La - Particula - 2MIGUEL DIOGENES RAMOS RODRIGUEZAún no hay calificaciones
- Dinámica de FluidosDocumento18 páginasDinámica de FluidosWalter LópezAún no hay calificaciones