También podría gustarte
- El principio de Pareto: Optimice su negocio con la regla del 80/20De EverandEl principio de Pareto: Optimice su negocio con la regla del 80/20Calificación: 4.5 de 5 estrellas4.5/5 (25)
- Herramientas de La CalidadDocumento136 páginasHerramientas de La CalidadFiorela LucapAún no hay calificaciones
- 12.-Ishikawa, ParettoDocumento61 páginas12.-Ishikawa, ParettoMayra Pariona CruzAún no hay calificaciones
- Transparencia y ética de una pyme sustentableDe EverandTransparencia y ética de una pyme sustentableAún no hay calificaciones
- Diagrama de Pareto (Teoria Completa)Documento19 páginasDiagrama de Pareto (Teoria Completa)Fatima Marah100% (1)
- Examen Final ESTRATEGIAS CONPETITIVASDocumento7 páginasExamen Final ESTRATEGIAS CONPETITIVASSandra Lucia Garcia Ruiz100% (1)
- Diagrama de ParetoDocumento22 páginasDiagrama de Paretoelias gomezAún no hay calificaciones
- Diagrama de Pareto CamiDocumento17 páginasDiagrama de Pareto CamiSebastian David FuentesAún no hay calificaciones
- S09.s1 ParettoDocumento36 páginasS09.s1 ParettoCristian Cueva ChavezAún no hay calificaciones
- Diagrama de ParetoDocumento17 páginasDiagrama de ParetoJENNIFER MENDOZAAún no hay calificaciones
- El Analisis de ParetoDocumento9 páginasEl Analisis de ParetoMarco Antonio Cubillo Murray100% (3)
- 7 Herramientas de Control de CalidadDocumento28 páginas7 Herramientas de Control de CalidadMary Huamani CeronAún no hay calificaciones
- Calidad Total y Productividad 3edi Gutierrez Redacted 197 204Documento8 páginasCalidad Total y Productividad 3edi Gutierrez Redacted 197 204IreneAún no hay calificaciones
- Estudio Técnico de Una Constructora Inmobiliaria - CompletoDocumento43 páginasEstudio Técnico de Una Constructora Inmobiliaria - Completolizzy Martinez100% (1)
- 1.2 Diagrama de ParetoDocumento17 páginas1.2 Diagrama de ParetoAllisson Cristell NolascoAún no hay calificaciones
- Evaluacion Final - Escenario 8 - Segundo Bloque-Ciencias Basicas - Estadistica II - (Grupo b01)Documento16 páginasEvaluacion Final - Escenario 8 - Segundo Bloque-Ciencias Basicas - Estadistica II - (Grupo b01)TARA100% (2)
- Control de Calidad - Diagrama de ParetoDocumento12 páginasControl de Calidad - Diagrama de ParetoDiana K'rolina Tello RomanAún no hay calificaciones
- Diagrama de ParetoDocumento10 páginasDiagrama de Paretogerjair2015yAún no hay calificaciones
- Tesis de Maestria Influencia de La Gestión de La Calidad en Empresa de ConstrucciónDocumento68 páginasTesis de Maestria Influencia de La Gestión de La Calidad en Empresa de ConstrucciónCristian Gil GordilloAún no hay calificaciones
- Capitulo 3 MalhotraDocumento8 páginasCapitulo 3 MalhotraSarina Gambino100% (4)
- Diagrama de ParetoDocumento15 páginasDiagrama de ParetoNathalyAún no hay calificaciones
- La Historieta Como Creación LiterariaDocumento4 páginasLa Historieta Como Creación LiterariaAlvarado Antonio75% (4)
- TRABAJO COLABORATIVO TRANSPORTE Y DISTRIBUCION 34 2da ENTREGADocumento11 páginasTRABAJO COLABORATIVO TRANSPORTE Y DISTRIBUCION 34 2da ENTREGAJorgeAún no hay calificaciones
- Esta-Herramintas 3Documento42 páginasEsta-Herramintas 3Oliver Celis Celis0% (1)
- Practica 7 Herramientas Basicas de CalidadDocumento21 páginasPractica 7 Herramientas Basicas de CalidadLUZ De LeonAún no hay calificaciones
- Aplicaciòn Del Gràfico - de - PARETO - en Excel Actividad ResueltaDocumento13 páginasAplicaciòn Del Gràfico - de - PARETO - en Excel Actividad ResueltaJORGE IVAN BENITEZ ARROYAVEAún no hay calificaciones
- Clase # 2 Herramientas Basicas de La XDocumento131 páginasClase # 2 Herramientas Basicas de La XEddy Antonio Baltodano QuirozAún no hay calificaciones
- Administracion de OperacionesDocumento97 páginasAdministracion de OperacionesChristian ParedesAún no hay calificaciones
- Diagrama de ParetoDocumento8 páginasDiagrama de Paretoguadalupe marcial arellanoAún no hay calificaciones
- ParetoDocumento18 páginasParetojudithsamatahuaman56Aún no hay calificaciones
- s03.s.5. - Diagrama de Pareto - Diagrama de Causa-EfectoDocumento38 páginass03.s.5. - Diagrama de Pareto - Diagrama de Causa-EfectoCristian Palomino QuispeAún no hay calificaciones
- Ingenieria de Metodos 2 2023-1 s3Documento26 páginasIngenieria de Metodos 2 2023-1 s3Billy SalvadorAún no hay calificaciones
- Solucionario Primera PracticaDocumento6 páginasSolucionario Primera PracticaLuis Miguel LnAún no hay calificaciones
- PPT 03 U02 T05 Metodos y Estudio de Tiempos (SP2395)Documento18 páginasPPT 03 U02 T05 Metodos y Estudio de Tiempos (SP2395)Juan Manuel Medina CastilloAún no hay calificaciones
- Diagrama de ParetoDocumento11 páginasDiagrama de ParetoJENNIFER MENDOZAAún no hay calificaciones
- Herramientas Del ControlDocumento10 páginasHerramientas Del ControlMARLON RUBEN TINAJERO JIMENEZAún no hay calificaciones
- Diagrama de Pareto J0813 Prudencio Del Angel Andres 8a Ingenieria Industrial - 1Documento13 páginasDiagrama de Pareto J0813 Prudencio Del Angel Andres 8a Ingenieria Industrial - 1Angel PrudeAún no hay calificaciones
- S12.s1 Paretto OkDocumento35 páginasS12.s1 Paretto OkDavid CerruttiAún no hay calificaciones
- CEP Presentacion UNIDAD 5Documento94 páginasCEP Presentacion UNIDAD 5administrar compusAún no hay calificaciones
- Ley de ParetoDocumento10 páginasLey de ParetoRicardo Orias Galviz100% (1)
- Presentación Diagrama de Pareto. Grupo 2Documento30 páginasPresentación Diagrama de Pareto. Grupo 2YEIMI GARCIAAún no hay calificaciones
- Diagrama de ParetoDocumento32 páginasDiagrama de ParetoJoAún no hay calificaciones
- AUDITORIAS MergedDocumento184 páginasAUDITORIAS MergedJoselyn LopezAún no hay calificaciones
- Tarea 10 DIAGRAMA DE PARETODocumento6 páginasTarea 10 DIAGRAMA DE PARETODiana Paula BNAún no hay calificaciones
- 6 Herramientas EstadísticasDocumento24 páginas6 Herramientas EstadísticasCarito ErazoAún no hay calificaciones
- Semana 2 - GCalidad - Herram de MejoraDocumento73 páginasSemana 2 - GCalidad - Herram de MejoraCarlos BuenoAún no hay calificaciones
- Clase Herramientas de Calidad IiDocumento58 páginasClase Herramientas de Calidad IiElena SalazarAún no hay calificaciones
- ParetoDocumento9 páginasParetoJuan Sosa QuispeAún no hay calificaciones
- Diagrama de Pareto y Causa Efecto PIU 2023 NoviembreDocumento9 páginasDiagrama de Pareto y Causa Efecto PIU 2023 NoviembrehaidelyzescobarAún no hay calificaciones
- Capitulo 7Documento15 páginasCapitulo 7Jacki VasquezAún no hay calificaciones
- Diagrama de ParetoDocumento7 páginasDiagrama de ParetoLuís GonzálezAún no hay calificaciones
- 3 Técnicas para La Resolucion de Problemas - OCRDocumento33 páginas3 Técnicas para La Resolucion de Problemas - OCRLuis RodriguezAún no hay calificaciones
- Cap. 10Documento17 páginasCap. 10Daniel Zambrano0% (1)
- 1 6 2 Diagrama de ParetoDocumento11 páginas1 6 2 Diagrama de ParetoLinda Lozano TorresAún no hay calificaciones
- Informe Diagrama de ParetoDocumento6 páginasInforme Diagrama de ParetoJuanRacchumíVillegasAún no hay calificaciones
- Diagrama Causa - Efecto ParetoDocumento18 páginasDiagrama Causa - Efecto ParetoJOSE FEDERICO CANEPA UNGERAún no hay calificaciones
- Elemento1145915 1641250891Documento19 páginasElemento1145915 1641250891Romina BravoAún no hay calificaciones
- El Diagrama de ParetoDocumento4 páginasEl Diagrama de Paretogerjair2015yAún no hay calificaciones
- Herramientas de Solución de Problemas PDFDocumento22 páginasHerramientas de Solución de Problemas PDFFreddy SilvaAún no hay calificaciones
- Diagrama de Pareto Como Herramienta para El Control de CalidadDocumento9 páginasDiagrama de Pareto Como Herramienta para El Control de CalidadCesar Alejandro Ovalle DacarettAún no hay calificaciones
- Diagrama de ParetoDocumento6 páginasDiagrama de ParetoJesús de la CruzAún no hay calificaciones
- Foro 2 Diagrama de ParetoDocumento4 páginasForo 2 Diagrama de ParetorafaAún no hay calificaciones
- Diagrama de ParetoDocumento8 páginasDiagrama de ParetoJhair Mendoza VelezAún no hay calificaciones
- Diagrama Pareto ADMINISTRACIONDocumento16 páginasDiagrama Pareto ADMINISTRACIONDania Sofia Vega BautistaAún no hay calificaciones
- PARETODocumento16 páginasPARETOroger coronel0% (1)
- Diagrama de Pareto - EjerciciosDocumento15 páginasDiagrama de Pareto - EjerciciosNOE DE JESUS CASTROAún no hay calificaciones
- Heladeria Santiago Jose Por Lizzy y MayaDocumento17 páginasHeladeria Santiago Jose Por Lizzy y Mayalizzy MartinezAún no hay calificaciones
- Planos Escuela Santiago ApostolDocumento11 páginasPlanos Escuela Santiago Apostollizzy MartinezAún no hay calificaciones
- Bases de Licitación Construccion de Baños Iglesia CatolicaDocumento52 páginasBases de Licitación Construccion de Baños Iglesia Catolicalizzy MartinezAún no hay calificaciones
- Informe Tecnico de Construccion de PiscinasDocumento6 páginasInforme Tecnico de Construccion de Piscinaslizzy MartinezAún no hay calificaciones
- Resumen Vigas TDocumento5 páginasResumen Vigas Tlizzy MartinezAún no hay calificaciones
- Ensayo de DuctilidadDocumento7 páginasEnsayo de Ductilidadlizzy MartinezAún no hay calificaciones
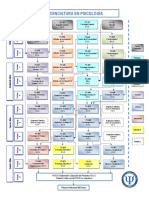
- Flujograma PsicologiaDocumento1 páginaFlujograma Psicologializzy MartinezAún no hay calificaciones
- Garantía de Mantenimiento de La OfertaDocumento3 páginasGarantía de Mantenimiento de La Ofertalizzy MartinezAún no hay calificaciones
- Diseño de Instalaciones ElectricasDocumento56 páginasDiseño de Instalaciones Electricaslizzy MartinezAún no hay calificaciones
- Lab Transportes 1Documento13 páginasLab Transportes 1lizzy MartinezAún no hay calificaciones
- Relaciones Peso-Volumen y PlasticidadDocumento7 páginasRelaciones Peso-Volumen y Plasticidadlizzy MartinezAún no hay calificaciones
- Supervisión en Instalaciones y AcabadosDocumento2 páginasSupervisión en Instalaciones y Acabadoslizzy Martinez100% (1)
- EppDocumento16 páginasEpplizzy MartinezAún no hay calificaciones
- Gestion de La Calidad TotalDocumento15 páginasGestion de La Calidad Totallizzy MartinezAún no hay calificaciones
- Papers Efecto de La Miel y El Polen en LasDocumento22 páginasPapers Efecto de La Miel y El Polen en LasRoy SalasAún no hay calificaciones
- Trabajo Aplicado - Estadística Descriptiva y ProbabilidadesDocumento3 páginasTrabajo Aplicado - Estadística Descriptiva y ProbabilidadesLUISAún no hay calificaciones
- Encuesta de Sensibilizacion Grupal FinalDocumento4 páginasEncuesta de Sensibilizacion Grupal FinalHernanAún no hay calificaciones
- Resumen Discriminación LaboralDocumento3 páginasResumen Discriminación LaboralgeperezgarciaAún no hay calificaciones
- PlanificacionDocumento2 páginasPlanificacionFrancisco AcevedoAún no hay calificaciones
- SP 01 Guerra AnthonyDocumento13 páginasSP 01 Guerra AnthonyAnthony GuerraAún no hay calificaciones
- Experimento PUBLICIDADDocumento3 páginasExperimento PUBLICIDADANDRES MEJIAAún no hay calificaciones
- Monitoreo de Proyectos-1 PDFDocumento32 páginasMonitoreo de Proyectos-1 PDFmilca vizaAún no hay calificaciones
- Romina Avila - Trabajo de Suficiencia Profesional - Titulo Profesional - 2019Documento149 páginasRomina Avila - Trabajo de Suficiencia Profesional - Titulo Profesional - 2019A quien sigoAún no hay calificaciones
- Valdivieso (2015) Práctica de Actividad Física y Actitudes en Adolescentes de CanariasDocumento12 páginasValdivieso (2015) Práctica de Actividad Física y Actitudes en Adolescentes de CanariasKaren ArceAún no hay calificaciones
- Chi Cuadrado MonografiaDocumento4 páginasChi Cuadrado MonografiaJorge clemente Guillen rondanAún no hay calificaciones
- Ensayo. Reconocer La Importancia de La Medición en Los Procesos de Un Sistema de Gestión en Las EmpresasDocumento3 páginasEnsayo. Reconocer La Importancia de La Medición en Los Procesos de Un Sistema de Gestión en Las EmpresasIvanCamiloLugoBarbosa100% (1)
- Guia 1 - Analisis DescriptivoDocumento20 páginasGuia 1 - Analisis DescriptivofranciskoleonAún no hay calificaciones
- Tarea 8 de Metodologia 2Documento2 páginasTarea 8 de Metodologia 2Floribel Núñez NúñezAún no hay calificaciones
- En NegroDocumento3 páginasEn NegroFernando CEAún no hay calificaciones
- Plantilla Informe de La Investigaciòn FormativaDocumento4 páginasPlantilla Informe de La Investigaciòn FormativaKevin OrtizAún no hay calificaciones
- El Efecto de La Presentación de Música Después Del Aprendizaje en La Retención de Listas de Palabras A Largo PlazoDocumento9 páginasEl Efecto de La Presentación de Música Después Del Aprendizaje en La Retención de Listas de Palabras A Largo Plazoiaa00028Aún no hay calificaciones
- Tarea La EntrevistaDocumento11 páginasTarea La EntrevistaJordy Sáenz De ViteriAún no hay calificaciones
- Modelo de ForjidentDocumento5 páginasModelo de ForjidentAngela Sorayda Morales ArocaAún no hay calificaciones
- Esqueda de Informe N 01Documento3 páginasEsqueda de Informe N 01Jose Eduardo Tineo Flores (VAMPY)Aún no hay calificaciones
- Estadistica 3Documento11 páginasEstadistica 3Alejandro RamirezAún no hay calificaciones
- Est Ad Is Tic ADocumento21 páginasEst Ad Is Tic ABenjamin MedinaAún no hay calificaciones
- Plan de Intervencion ComunitariaDocumento7 páginasPlan de Intervencion ComunitariamelinaAún no hay calificaciones
- Multímetro DigitalDocumento4 páginasMultímetro DigitalDinaAún no hay calificaciones