También podría gustarte
- Modulo Vi Lean Six Sigma - 3 - MediciónDocumento21 páginasModulo Vi Lean Six Sigma - 3 - Mediciónarias.c0206Aún no hay calificaciones
- Introducción a los Algoritmos y las Estructuras de Datos 3: Introducción a los Algoritmos y las Estructuras de Datos, #3De EverandIntroducción a los Algoritmos y las Estructuras de Datos 3: Introducción a los Algoritmos y las Estructuras de Datos, #3Aún no hay calificaciones
- Cuestionario de Tratamiento de Datos ExperimentalesDocumento26 páginasCuestionario de Tratamiento de Datos ExperimentalesJhan RajoAún no hay calificaciones
- A Continuación Se Presenta Una Lista de VariablesDocumento5 páginasA Continuación Se Presenta Una Lista de VariablesKarina Katiusca Gómez TapiaAún no hay calificaciones
- Repebilidad y ReproducibilidadDocumento11 páginasRepebilidad y ReproducibilidadNoel Carballido MezaAún no hay calificaciones
- Solucion Del Taller 2Documento9 páginasSolucion Del Taller 2Alexa WilsonAún no hay calificaciones
- Practica 02 de Laboratorio de Fisica - 1Documento7 páginasPractica 02 de Laboratorio de Fisica - 1Laura Lan100% (1)
- Guia 2 Distribucion de FrecuenciasDocumento9 páginasGuia 2 Distribucion de FrecuenciasJavier MahechaAún no hay calificaciones
- Adjuntar ProyectoDocumento8 páginasAdjuntar ProyectoJoana VazquezAún no hay calificaciones
- Calidad de mediciones R&RDocumento24 páginasCalidad de mediciones R&RpedroantonionavaAún no hay calificaciones
- Calidad de Las Mediciones R RDocumento41 páginasCalidad de Las Mediciones R RJohanna GutierrezAún no hay calificaciones
- TALLER 1MEDIDAS ESTADISTICAS - Edisson - Rojas - Cod - 202012353Documento25 páginasTALLER 1MEDIDAS ESTADISTICAS - Edisson - Rojas - Cod - 202012353WilsonJavierPinedaLopezAún no hay calificaciones
- Calidad de Las MedicionesDocumento26 páginasCalidad de Las MedicionesRoberto Alejandro CordovaAún no hay calificaciones
- Examen Corte 1Documento3 páginasExamen Corte 1Andrea MartinezAún no hay calificaciones
- Escuela Politécnica de Chimborazo analiza tiempos de armado y rendimiento académicoDocumento10 páginasEscuela Politécnica de Chimborazo analiza tiempos de armado y rendimiento académicoAlexa CandoAún no hay calificaciones
- Andrea ControlDocumento5 páginasAndrea ControlAndrea OcantoAún no hay calificaciones
- Calidad de Las Mediciones PDFDocumento27 páginasCalidad de Las Mediciones PDFOMAR BENITEZAún no hay calificaciones
- Carpeta MDS - Moreno 2022 CorregidaDocumento282 páginasCarpeta MDS - Moreno 2022 CorregidaJoaquín BarrosAún no hay calificaciones
- Laboratorio 4 - Pendulo CompuestoDocumento7 páginasLaboratorio 4 - Pendulo Compuestoleidy castañoAún no hay calificaciones
- Análisis contaminación agua planta bananoDocumento8 páginasAnálisis contaminación agua planta bananoSofía RamírezAún no hay calificaciones
- EVALUACION FINAL TECNOLOGIA DEL CONCRETO - Marzo 2020Documento2 páginasEVALUACION FINAL TECNOLOGIA DEL CONCRETO - Marzo 2020GIORDAN KROLLAún no hay calificaciones
- Taller de Correlación y Regresión LinealDocumento1 páginaTaller de Correlación y Regresión Linealjuansandoval2100% (1)
- Actividad9 AnovaDocumento11 páginasActividad9 AnovaDayana BlackthornAún no hay calificaciones
- Anexo 1 Informe FinalDocumento15 páginasAnexo 1 Informe Finalsofia acevedoAún no hay calificaciones
- En La Producción Se Tequila Se Miden Varias Características de Calidad A Lo Largo Del ProcesoDocumento3 páginasEn La Producción Se Tequila Se Miden Varias Características de Calidad A Lo Largo Del ProcesoOrtega Martinez JohanithaAún no hay calificaciones
- NTP 555Documento8 páginasNTP 555Camilla PedroAún no hay calificaciones
- Análisis R&R estudio tamaño partícula PVCDocumento16 páginasAnálisis R&R estudio tamaño partícula PVCFabiola VerasAún no hay calificaciones
- TF-2252 - Hoja de Datos Experimentales - Práctica 3C - Calibración de TermoparesDocumento4 páginasTF-2252 - Hoja de Datos Experimentales - Práctica 3C - Calibración de TermoparesDavidAún no hay calificaciones
- Informe 2Documento27 páginasInforme 2Owen Jaramillo RodriguezAún no hay calificaciones
- MSA Ejercicio en ClaseDocumento9 páginasMSA Ejercicio en ClaseAliciaAún no hay calificaciones
- Análisis estadístico de datos de empleados enfermos y atención a clientesDocumento9 páginasAnálisis estadístico de datos de empleados enfermos y atención a clientesChecho CortesAún no hay calificaciones
- p03 Estadistica Aplicada UCDocumento11 páginasp03 Estadistica Aplicada UCCarlos OportoAún no hay calificaciones
- JA - ClementeP - A2 - U1 - Distribuciones de Frecuencias y Sus GráficasDocumento13 páginasJA - ClementeP - A2 - U1 - Distribuciones de Frecuencias y Sus GráficasJOSE ANTONIO CLEMENTE PEREZAún no hay calificaciones
- Lab Slinky MeloDocumento8 páginasLab Slinky MeloLeonel Iguaran DiazAún no hay calificaciones
- Examen 2Documento4 páginasExamen 2Vicente MolinaAún no hay calificaciones
- Laboratorio 4Documento4 páginasLaboratorio 4Juan Ramírez MéndezAún no hay calificaciones
- Eje Anova ResDocumento9 páginasEje Anova ResAriadne CortezAún no hay calificaciones
- Impurezas en PinturaDocumento1 páginaImpurezas en PinturaCamilo ContrerasAún no hay calificaciones
- Tablas de Frecuencias Actividades ResueltasDocumento4 páginasTablas de Frecuencias Actividades ResueltasCarrión González RubénAún no hay calificaciones
- Analisis Avanzado de EstructurasDocumento32 páginasAnalisis Avanzado de EstructurasJherman Bill Tello SarmientoAún no hay calificaciones
- Andrés Guilcapi - Estudio R&RDocumento5 páginasAndrés Guilcapi - Estudio R&RAndres Guilcapi ChinachiAún no hay calificaciones
- Práctica A1 Reduccion de AnchoDocumento14 páginasPráctica A1 Reduccion de AnchoMilton SaltosAún no hay calificaciones
- Actividad # 1.Documento8 páginasActividad # 1.Patricio chachaAún no hay calificaciones
- Pendulo CompuestoDocumento4 páginasPendulo CompuestoLaura UrregoAún no hay calificaciones
- Formaro R&R Largo, Corto y Por Atributos - JPDocumento31 páginasFormaro R&R Largo, Corto y Por Atributos - JPJesus Alejandro Muñoz IbarraAún no hay calificaciones
- Análisis de varianza 4 factoresDocumento4 páginasAnálisis de varianza 4 factoresLourdes ZambranoAún no hay calificaciones
- Ortega 2013 C2 S1Documento8 páginasOrtega 2013 C2 S1JUAN SEBASTIÁN MIÑOAún no hay calificaciones
- Informe Lab 3 Cápsulas 202220Documento4 páginasInforme Lab 3 Cápsulas 202220Rodrigo AvilesAún no hay calificaciones
- Actividad Grupal EstadisticasDocumento9 páginasActividad Grupal EstadisticasJoaquín JrAún no hay calificaciones
- Estadistica 07 NovDocumento12 páginasEstadistica 07 NovMichelle Parra100% (1)
- La Media AritméticaDocumento9 páginasLa Media Aritméticagreta179Aún no hay calificaciones
- CAPITULO 2 Capacidad de Procesos IDocumento21 páginasCAPITULO 2 Capacidad de Procesos IAlbert Lluis Vargas IlacioAún no hay calificaciones
- Estudio Del CasoDocumento8 páginasEstudio Del CasoAbraham Del AngelAún no hay calificaciones
- Estadistica ActividadesDocumento31 páginasEstadistica ActividadesYOLANDA MORILLO SANCHEZAún no hay calificaciones
- Histograma de Peso.Documento4 páginasHistograma de Peso.Alex La CorrAún no hay calificaciones
- Ejercicios TEMA 5Documento9 páginasEjercicios TEMA 5alu0101655666Aún no hay calificaciones
- Formato Practicas Informe FINAL 3Documento9 páginasFormato Practicas Informe FINAL 3Zhan CardenasAún no hay calificaciones
- Gijs S Homework TemplateDocumento8 páginasGijs S Homework Templatecamila arangoAún no hay calificaciones
- Control calidad ingeniería industrialDocumento3 páginasControl calidad ingeniería industrialjezmar lamontAún no hay calificaciones
- Practicos Costos SemivariablesDocumento6 páginasPracticos Costos SemivariablesCamila Mendez Soria GalvarroAún no hay calificaciones
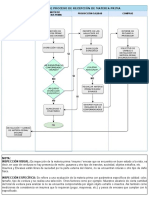
- DIAGRAMA DE FLUJO DE RECEPCIÓN DE MATERIA PRIMA - DrawioDocumento1 páginaDIAGRAMA DE FLUJO DE RECEPCIÓN DE MATERIA PRIMA - DrawioCamila Mendez Soria GalvarroAún no hay calificaciones
- Medio Ambientes (Preguntas - Respuestas)Documento18 páginasMedio Ambientes (Preguntas - Respuestas)Camila Mendez Soria GalvarroAún no hay calificaciones
- Cuestionario ProcesosDocumento31 páginasCuestionario ProcesosCamila Mendez Soria GalvarroAún no hay calificaciones
- FORMATO DE 1er INFORME IND 245 222Documento2 páginasFORMATO DE 1er INFORME IND 245 222Camila Mendez Soria GalvarroAún no hay calificaciones
- Modelos Medio Ambiente PDFDocumento12 páginasModelos Medio Ambiente PDFCamila Mendez Soria GalvarroAún no hay calificaciones
- Cuestionario de Medio Ambiente Examen FinalDocumento51 páginasCuestionario de Medio Ambiente Examen FinalCristhian Ronaldo Flores SainzAún no hay calificaciones
- Proceso de teñido de hilo y fabricación de tejidoDocumento11 páginasProceso de teñido de hilo y fabricación de tejidoCamila Mendez Soria GalvarroAún no hay calificaciones
- Rombos de Seguridad Camila Mendez SoriaDocumento5 páginasRombos de Seguridad Camila Mendez SoriaCamila Mendez Soria GalvarroAún no hay calificaciones
- Carta Visita IndustrialDocumento2 páginasCarta Visita IndustrialCamila Mendez Soria GalvarroAún no hay calificaciones
- Tecnologia NeumaticaDocumento27 páginasTecnologia NeumaticaDavid Mogrovejo CostaAún no hay calificaciones
- 1.ley General de Higiene Camila MendezDocumento13 páginas1.ley General de Higiene Camila MendezCamila Mendez Soria GalvarroAún no hay calificaciones
- Corregido HCP - 039.1 Llajua Churrasquera (V. 2021) - Hojas de Cálculo de GoogleDocumento2 páginasCorregido HCP - 039.1 Llajua Churrasquera (V. 2021) - Hojas de Cálculo de GoogleCamila Mendez Soria GalvarroAún no hay calificaciones
- Cuestionario de Modelos de Examen de Medio Ambiente Sem 2-2021Documento107 páginasCuestionario de Modelos de Examen de Medio Ambiente Sem 2-2021Camila Mendez Soria GalvarroAún no hay calificaciones
- Informe Soldadura Camila MendezDocumento5 páginasInforme Soldadura Camila MendezCamila Mendez Soria GalvarroAún no hay calificaciones
- ABC Teoria de Deciciones Camila MendezDocumento6 páginasABC Teoria de Deciciones Camila MendezCamila Mendez Soria GalvarroAún no hay calificaciones
- Tronzado Informe AvanceDocumento57 páginasTronzado Informe AvanceCamila Mendez Soria GalvarroAún no hay calificaciones
- Tipos de tornos y sus característicasDocumento7 páginasTipos de tornos y sus característicasCamila Mendez Soria GalvarroAún no hay calificaciones
- Final Metodos "Hielos Cambita"Documento20 páginasFinal Metodos "Hielos Cambita"Camila Mendez Soria GalvarroAún no hay calificaciones
- Expo Final Plani ParetoDocumento12 páginasExpo Final Plani ParetoCamila Mendez Soria GalvarroAún no hay calificaciones
- La Psicología Industrial Es Un Campo de La Psicología General Los Principios de Esta Psicología General en El Lugar de Trabajo de La Psicología Psicología de Personal y La Psicología OrganizacionalDocumento2 páginasLa Psicología Industrial Es Un Campo de La Psicología General Los Principios de Esta Psicología General en El Lugar de Trabajo de La Psicología Psicología de Personal y La Psicología OrganizacionalCamila Mendez Soria GalvarroAún no hay calificaciones
- DIAGRAMA DE FLUJO DE PROCESOS Hielos CambitaDocumento3 páginasDIAGRAMA DE FLUJO DE PROCESOS Hielos CambitaCamila Mendez Soria GalvarroAún no hay calificaciones
- Practico Teoria de DesicionesDocumento1 páginaPractico Teoria de DesicionesCamila Mendez Soria GalvarroAún no hay calificaciones
- ABC Teoria de Deciciones Camila MendezDocumento6 páginasABC Teoria de Deciciones Camila MendezCamila Mendez Soria GalvarroAún no hay calificaciones
- Practico Teoria de DesicionesDocumento1 páginaPractico Teoria de DesicionesCamila Mendez Soria GalvarroAún no hay calificaciones
- Silabo VillarrealDocumento9 páginasSilabo VillarrealMarco Gutierrez LescanoAún no hay calificaciones
- Elementos para La Interpretaci+ N Del Rorschach Seg+ N El Sistema Comprehensivo de John Exner JR - PDFDocumento198 páginasElementos para La Interpretaci+ N Del Rorschach Seg+ N El Sistema Comprehensivo de John Exner JR - PDFCevallos NatyAún no hay calificaciones
- Bases Premio A La Creación Arica Barroca 2023Documento5 páginasBases Premio A La Creación Arica Barroca 2023miguelAún no hay calificaciones
- Qué Significa Leer y EscribirDocumento8 páginasQué Significa Leer y EscribirErika Galvan MachadoAún no hay calificaciones
- Desventajas de Los Costos Basados en Actividades ABCDocumento2 páginasDesventajas de Los Costos Basados en Actividades ABCleticia EchegoyenAún no hay calificaciones
- Lecturas 3 Curso Amag 2016 D PenalDocumento114 páginasLecturas 3 Curso Amag 2016 D Penaljose miguelAún no hay calificaciones
- Revista Taktika - Edición No. 12-0Documento58 páginasRevista Taktika - Edición No. 12-0Jorge Alfonso Navarro IlliasAún no hay calificaciones
- Actividad 1 Costeo Directo Costeo AbsorbenteDocumento10 páginasActividad 1 Costeo Directo Costeo AbsorbenteLiz MonsalveAún no hay calificaciones
- Jesús y La ComidaDocumento3 páginasJesús y La ComidaOscar ValdesAún no hay calificaciones
- Guia 1 1366156Documento5 páginasGuia 1 1366156Heyi VargasAún no hay calificaciones
- La Estructura Del Marco LógicoDocumento2 páginasLa Estructura Del Marco LógicoMarco PerezAún no hay calificaciones
- Informe Ejecutivo - Satisfacción Colegio El Patujú (Estudiantes) BRENDA ORTIZ SOLIZDocumento7 páginasInforme Ejecutivo - Satisfacción Colegio El Patujú (Estudiantes) BRENDA ORTIZ SOLIZBrenda Ortiz SolizAún no hay calificaciones
- Cartas y DiariosDocumento3 páginasCartas y DiariosLauditAún no hay calificaciones
- Mecanismos de Defensa Del Yo Según Sigmund FreudDocumento7 páginasMecanismos de Defensa Del Yo Según Sigmund FreudAlejandra DominguezAún no hay calificaciones
- El Origen Del CorridoDocumento49 páginasEl Origen Del CorridoRicardo Hernandez AguilarAún no hay calificaciones
- Redacción de textos académicos: coherencia y adecuaciónDocumento6 páginasRedacción de textos académicos: coherencia y adecuaciónRoamir Huaman CarrascoAún no hay calificaciones
- Características Generales de Los Puentes LosaDocumento4 páginasCaracterísticas Generales de Los Puentes LosaEbert Dante C100% (1)
- Yosef Tarea de Economia LUNES 3 OctubreDocumento2 páginasYosef Tarea de Economia LUNES 3 OctubregrisAún no hay calificaciones
- Cuál Es El Rol Del PsicopedagogoDocumento2 páginasCuál Es El Rol Del PsicopedagogoKfpccchrpsAún no hay calificaciones
- Instituto de Educación Superior Pedagogico Publico de Educación Física - LampaDocumento4 páginasInstituto de Educación Superior Pedagogico Publico de Educación Física - Lampahenry_mi429Aún no hay calificaciones
- El Negro en Venezuela PDFDocumento265 páginasEl Negro en Venezuela PDFRafael Rondón Narváez100% (2)
- Informe 04Documento8 páginasInforme 04alfonso luis mendoza de la cruzAún no hay calificaciones
- Informe Del Internet IiiiDocumento24 páginasInforme Del Internet IiiigabowinerAún no hay calificaciones
- Aprendizaje significativo de las soluciones químicasDocumento82 páginasAprendizaje significativo de las soluciones químicasJesus DhaguerthAún no hay calificaciones
- Falabella - Marketing EstrategicoDocumento23 páginasFalabella - Marketing EstrategicoAbesshita AsshAún no hay calificaciones
- Elementos de Funciones Complejas para Ingenieros. Juárez R., Pérez C., Macías P., Contreras B. y de Casillas R.Documento162 páginasElementos de Funciones Complejas para Ingenieros. Juárez R., Pérez C., Macías P., Contreras B. y de Casillas R.Trinidad GarfiasAún no hay calificaciones
- Ficha Convenio 169Documento1 páginaFicha Convenio 169saravasti2046Aún no hay calificaciones
- Objetos Del Derecho HereditarioDocumento13 páginasObjetos Del Derecho Hereditariojose ramos sanchezAún no hay calificaciones
- 7 TDR Consultor ANEXO 5Documento20 páginas7 TDR Consultor ANEXO 5Mgraciela Quispe GutAún no hay calificaciones
- Estadística básica: Introducción a la estadística con RDe EverandEstadística básica: Introducción a la estadística con RCalificación: 5 de 5 estrellas5/5 (8)
- Energía, dime qué quieres y te diré cómo conseguirlo. Teoría y ejercicios 100% efectivos para conseguir aquello que deseas. Ley de la atracción nivel mago experimentado.De EverandEnergía, dime qué quieres y te diré cómo conseguirlo. Teoría y ejercicios 100% efectivos para conseguir aquello que deseas. Ley de la atracción nivel mago experimentado.Calificación: 4.5 de 5 estrellas4.5/5 (10)
- Genética general: Libro de textoDe EverandGenética general: Libro de textoCalificación: 4.5 de 5 estrellas4.5/5 (11)
- La ciencia en el aula: Lo que nos dice la ciencia sobre cómo enseñarlaDe EverandLa ciencia en el aula: Lo que nos dice la ciencia sobre cómo enseñarlaCalificación: 3.5 de 5 estrellas3.5/5 (7)
- Neurocuántica: La nueva frontera de la neurocienciaDe EverandNeurocuántica: La nueva frontera de la neurocienciaCalificación: 5 de 5 estrellas5/5 (1)
- Estadística aplicada a la ingeniería y los negociosDe EverandEstadística aplicada a la ingeniería y los negociosCalificación: 3.5 de 5 estrellas3.5/5 (8)
- Cartografía social: teoría y método: Estrategias para una eficaz transformación comunitariaDe EverandCartografía social: teoría y método: Estrategias para una eficaz transformación comunitariaCalificación: 4 de 5 estrellas4/5 (1)
- Psicología del Aprendizaje Humano: Adquisición de conocimiento y cambio personalDe EverandPsicología del Aprendizaje Humano: Adquisición de conocimiento y cambio personalCalificación: 4 de 5 estrellas4/5 (14)
- Enciende tu cerebro: La clave para la felicidad, la manera de pensar y la saludDe EverandEnciende tu cerebro: La clave para la felicidad, la manera de pensar y la saludCalificación: 4.5 de 5 estrellas4.5/5 (25)
- Teatro y territorialidad: Perspectivas de Filosofía de Teatro y Teatro ComparadoDe EverandTeatro y territorialidad: Perspectivas de Filosofía de Teatro y Teatro ComparadoCalificación: 5 de 5 estrellas5/5 (2)
- Editar: un oficio: Atajos / Rodeos /ModelosDe EverandEditar: un oficio: Atajos / Rodeos /ModelosCalificación: 5 de 5 estrellas5/5 (2)
- Curso rápido sobre magia del caos. El hobby oculto de ricos y famosos.De EverandCurso rápido sobre magia del caos. El hobby oculto de ricos y famosos.Calificación: 5 de 5 estrellas5/5 (42)
- Psicoterapia psicoanalítica: Investigación, evaluación y práctica clínicaDe EverandPsicoterapia psicoanalítica: Investigación, evaluación y práctica clínicaAún no hay calificaciones
- Control de calidad. Un enfoque integral y estadísticoDe EverandControl de calidad. Un enfoque integral y estadísticoCalificación: 5 de 5 estrellas5/5 (8)
- Cuántica: Qué significa la teoría de la ciencia más extrañaDe EverandCuántica: Qué significa la teoría de la ciencia más extrañaCalificación: 1 de 5 estrellas1/5 (1)
- Manual de Psicología Pastoral: Fundamentos y Principios de AcompañamientoDe EverandManual de Psicología Pastoral: Fundamentos y Principios de AcompañamientoCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Transhumanismo: La búsqueda tecnológica del mejoramiento humanoDe EverandTranshumanismo: La búsqueda tecnológica del mejoramiento humanoCalificación: 3.5 de 5 estrellas3.5/5 (4)
- La curación espontánea de las creencias: Cómo librarse de los falsos límitesDe EverandLa curación espontánea de las creencias: Cómo librarse de los falsos límitesCalificación: 4.5 de 5 estrellas4.5/5 (22)
- Método Quántico, el código secreto para ganar dinero.De EverandMétodo Quántico, el código secreto para ganar dinero.Calificación: 5 de 5 estrellas5/5 (11)
- Los gatos sueñan con física cuántica y los perros con universos paralelos: Mecánica cuántica para todas las edadesDe EverandLos gatos sueñan con física cuántica y los perros con universos paralelos: Mecánica cuántica para todas las edadesCalificación: 4.5 de 5 estrellas4.5/5 (18)
- El péndulo de sanación: Péndulo hebreo. Investigación y sistematización de la técnicaDe EverandEl péndulo de sanación: Péndulo hebreo. Investigación y sistematización de la técnicaCalificación: 4.5 de 5 estrellas4.5/5 (27)